
一种轴承环碾扩制造工艺.pdf

是飞****文章

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴承环碾扩制造工艺.pdf
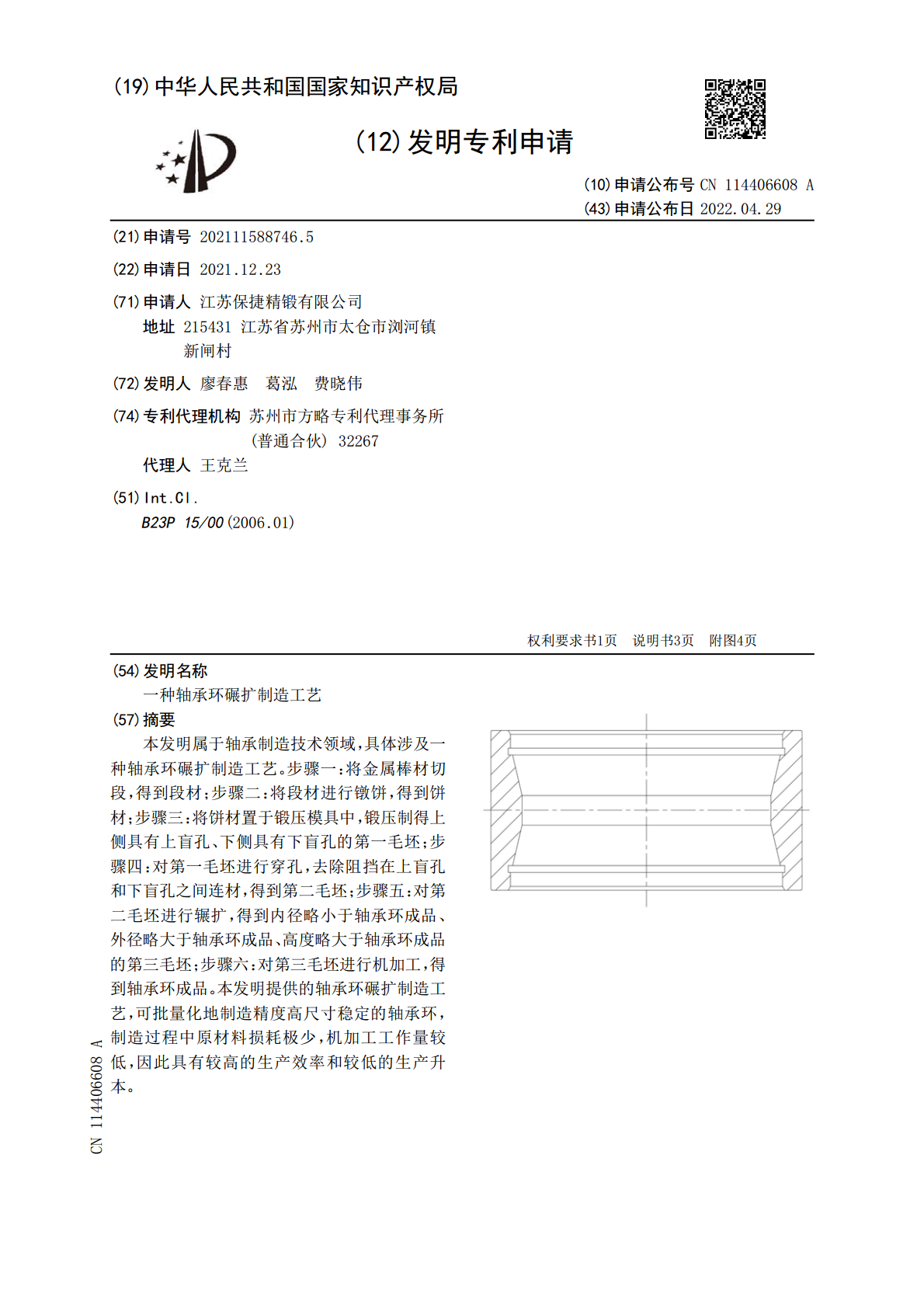
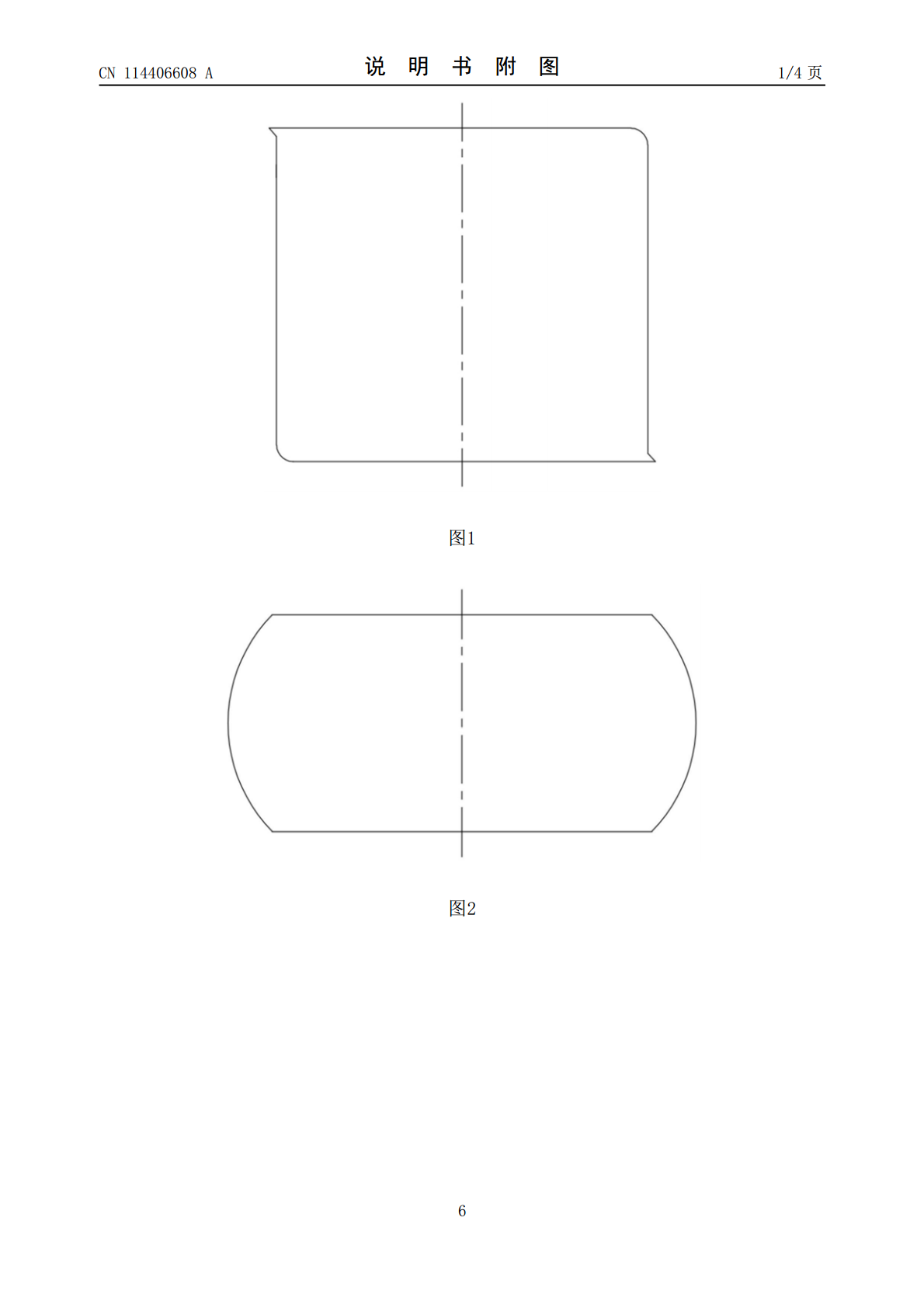
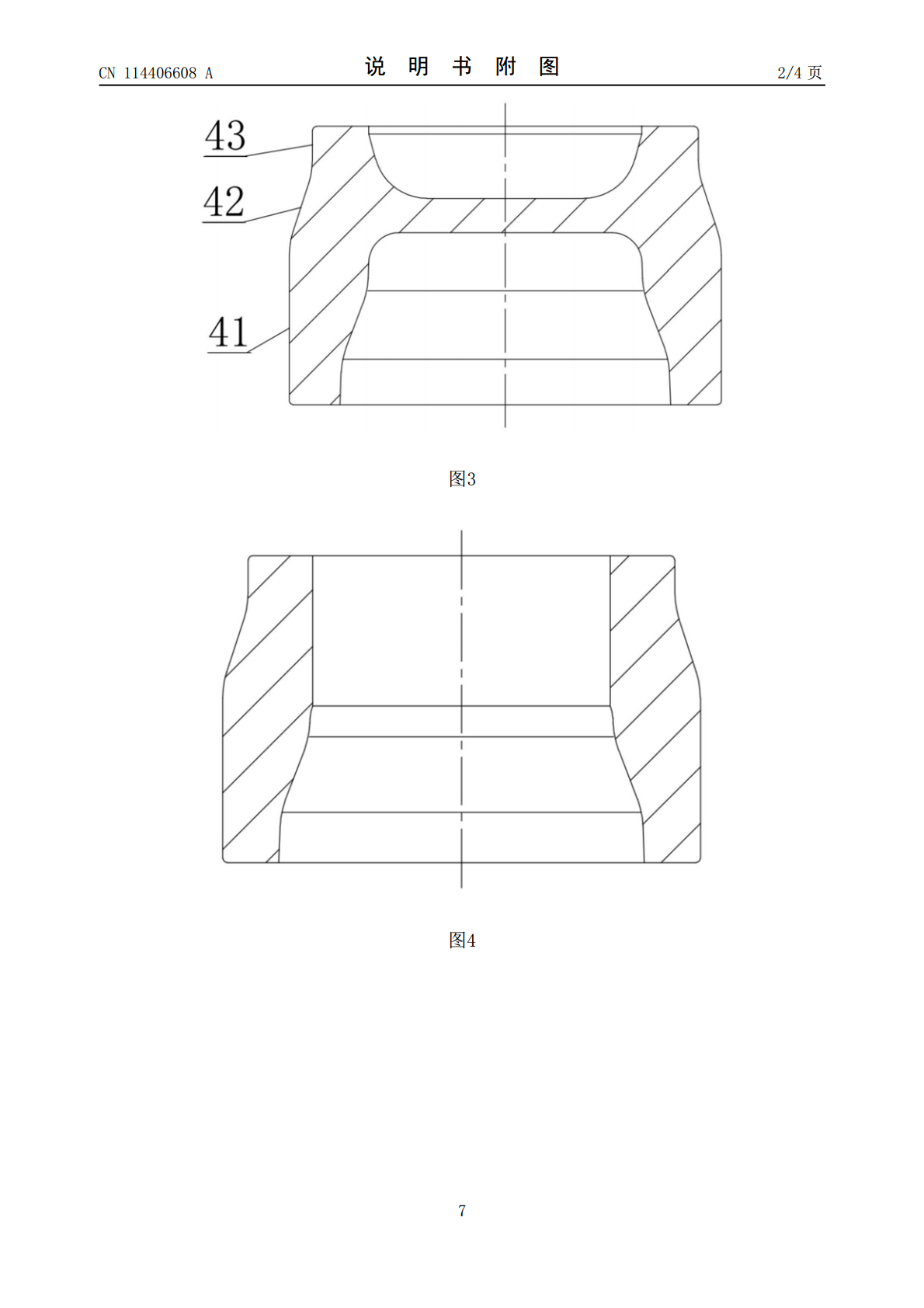
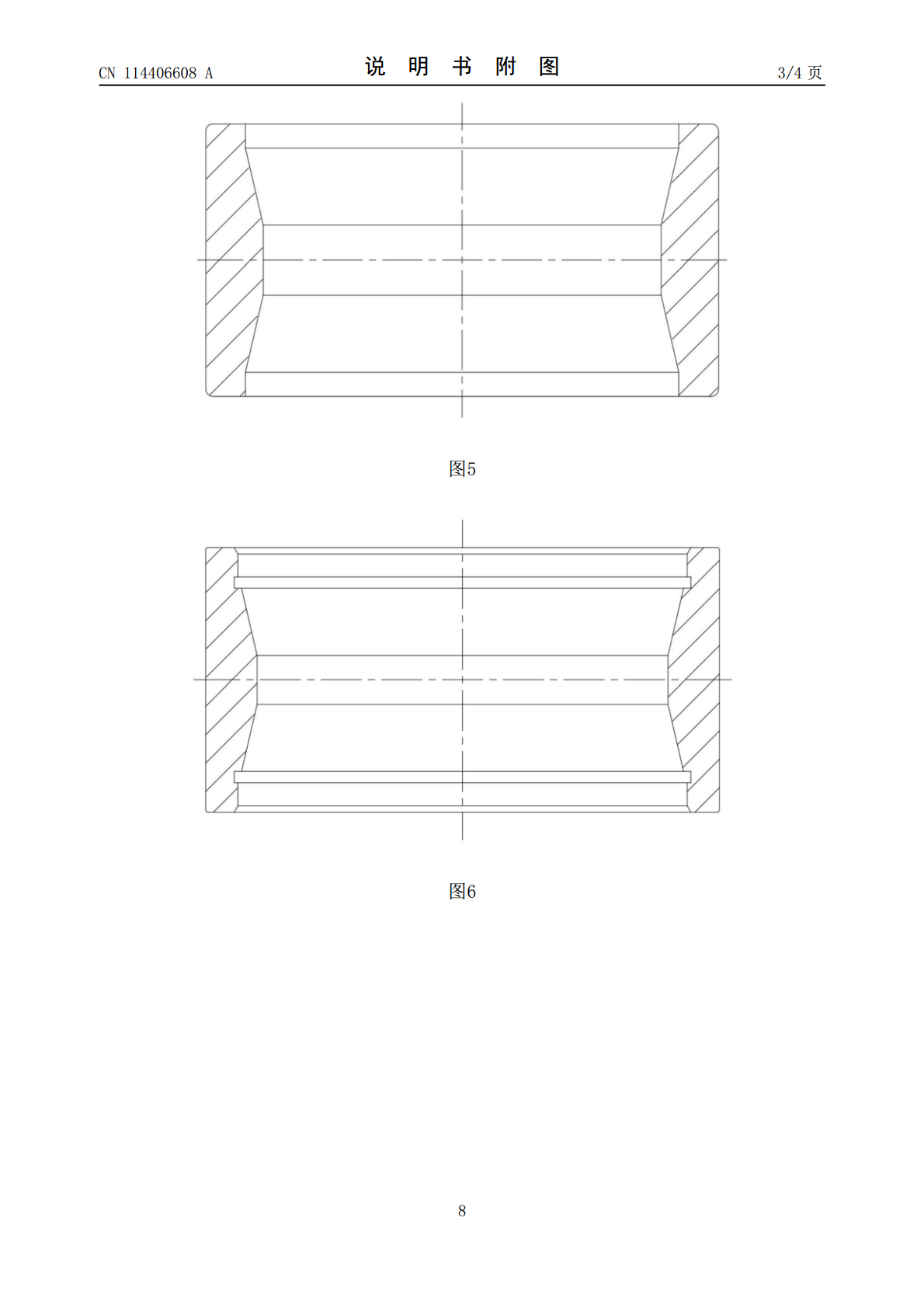
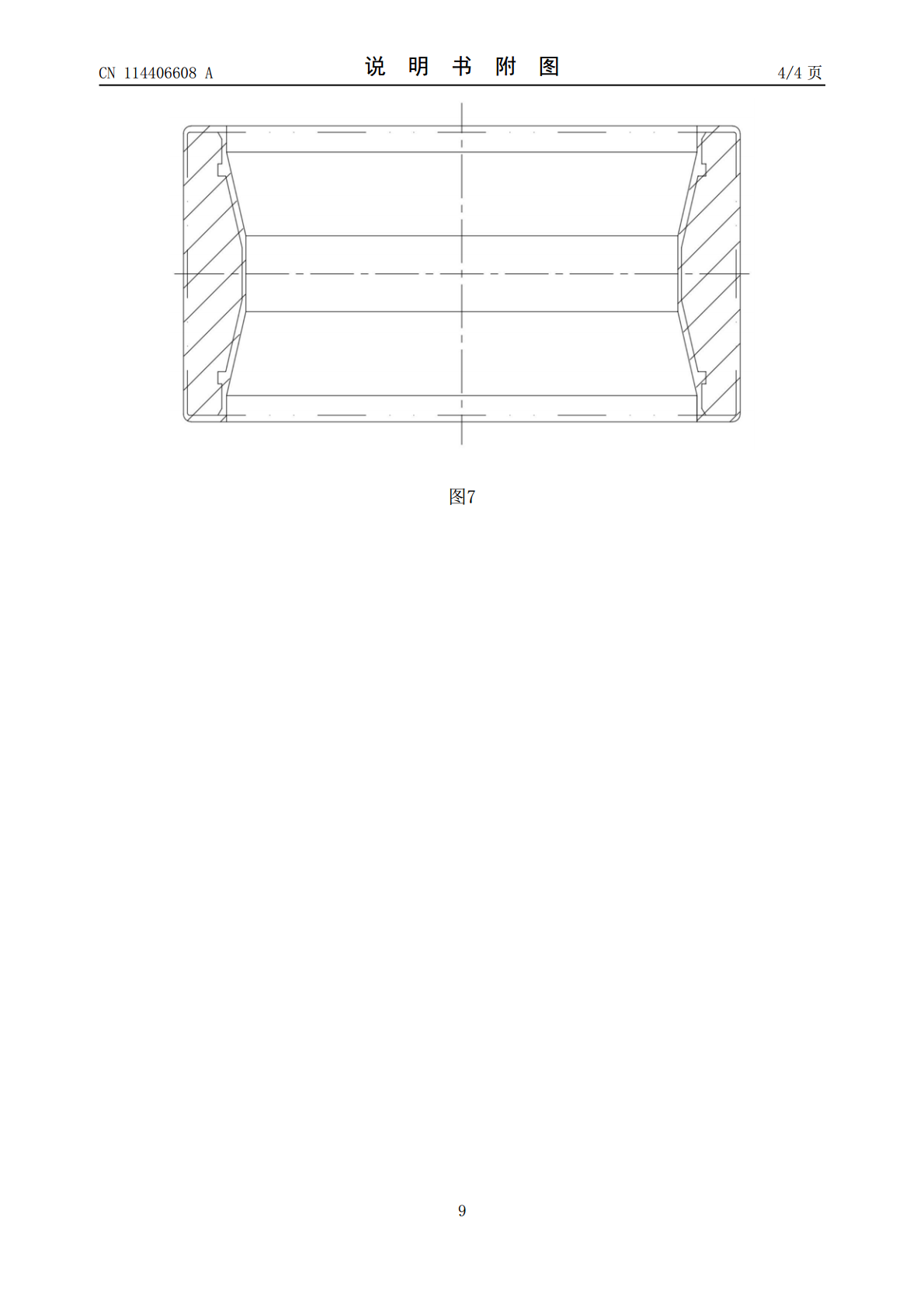
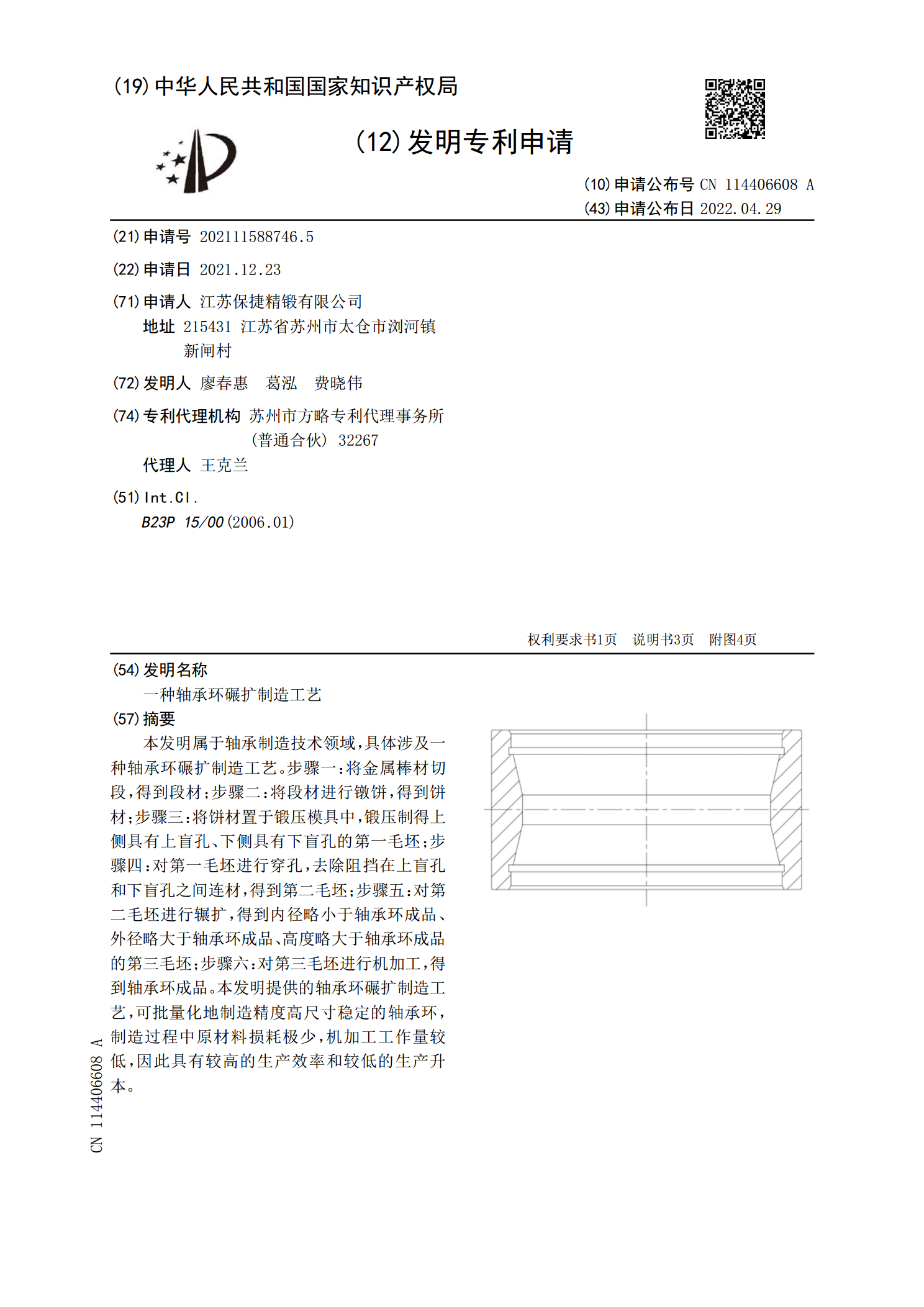
本发明属于轴承制造技术领域,具体涉及一种轴承环碾扩制造工艺。步骤一:将金属棒材切段,得到段材;步骤二:将段材进行镦饼,得到饼材;步骤三:将饼材置于锻压模具中,锻压制得上侧具有上盲孔、下侧具有下盲孔的第一毛坯;步骤四:对第一毛坯进行穿孔,去除阻挡在上盲孔和下盲孔之间连材,得到第二毛坯;步骤五:对第二毛坯进行辗扩,得到内径略小于轴承环成品、外径略大于轴承环成品、高度略大于轴承环成品的第三毛坯;步骤六:对第三毛坯进行机加工,得到轴承环成品。本发明提供的轴承环碾扩制造工艺,可批量化地制造精度高尺寸稳定的轴承环,制

一种冷碾扩轴承用轴承钢管生产工艺.pdf
本发明公开了一种冷碾扩轴承用轴承钢管生产工艺,包括以下步骤:步骤1:管坯经加热穿孔得到毛管;步骤2:毛管经球化退火得到退火管;步骤3:退火管经冷拔、冷轧得到成品管;步骤4:成品管去应力退火;步骤5:退火后的成品管精整;步骤2中,球化退火工艺具体为:将毛管置于加热炉内升温至设定的保温温度795℃并保温4‑4.5h,随炉冷却至设定的保温温度720℃并保温4‑4.5h,出炉空冷;步骤4中,去应力退火工艺具体为:将成品管置于加热炉内升温至设定的保温温度720℃并保温3‑3.5h,出炉空冷。采用本申请生产工艺生产的

一种轴承保持架铜管碾扩方法.pdf
本发明公开了一种轴承保持架铜管碾扩方法,其包括以下步骤:a:先浇铸铜管:据车制铜管内、外径和高度尺寸推算出毛管尺寸,在毛管尺寸基础上加上材料收缩率,选用合适离心模具,采用离心浇铸方式加工出毛坯铜管;b:粗车铜管:对浇注后的铜管进行粗加工;c:根据碾扩前后等重量法:计算出粗车铜管内、外径和高度尺寸;在车床按照尺寸要求加工出合格车制铜管产品;d:辗扩过程:把合格车削铜管装入加热炉内,加热到设定温度,加热炉保温,做径向辗扩;辗扩过程中要保持温度:e:把碾扩后铜环件放到数控车上,应按照工艺尺寸车削加工内、外径和高
一种汽车轮毂轴承冷碾扩成型设备.pdf
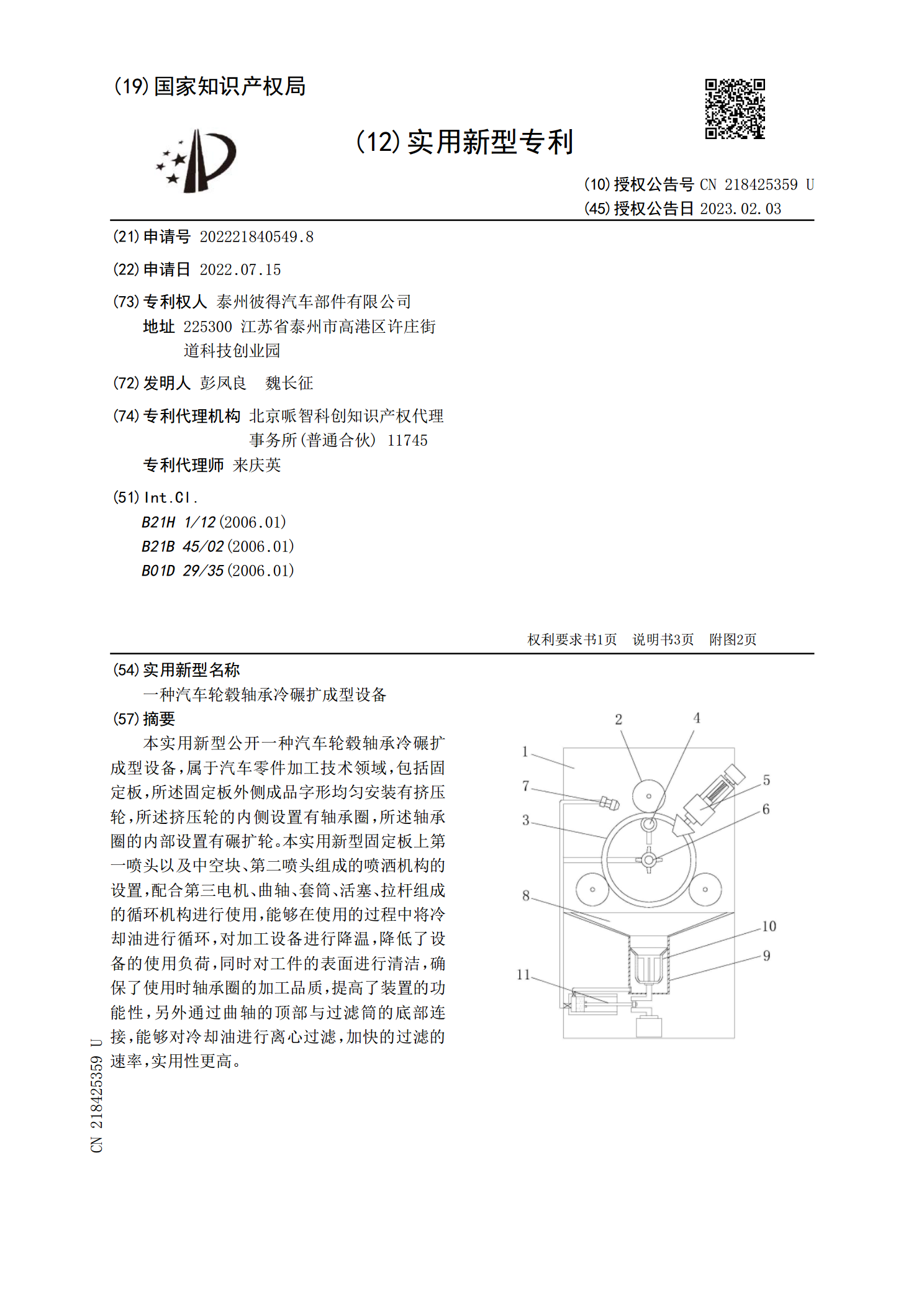
本实用新型公开一种汽车轮毂轴承冷碾扩成型设备,属于汽车零件加工技术领域,包括固定板,所述固定板外侧成品字形均匀安装有挤压轮,所述挤压轮的内侧设置有轴承圈,所述轴承圈的内部设置有碾扩轮。本实用新型固定板上第一喷头以及中空块、第二喷头组成的喷洒机构的设置,配合第三电机、曲轴、套筒、活塞、拉杆组成的循环机构进行使用,能够在使用的过程中将冷却油进行循环,对加工设备进行降温,降低了设备的使用负荷,同时对工件的表面进行清洁,确保了使用时轴承圈的加工品质,提高了装置的功能性,另外通过曲轴的顶部与过滤筒的底部连接,能够对
一种轴承衬套的制造工艺.pdf
本发明提供了一种轴承衬套的制造工艺,涉及机械加工用具制造技术领域,包括选料、熔炼、浇铸、脱模和表面喷涂处理,选取耐高压高温的铸钢为原料,将制备好配料投入到大型中频炉中进行熔炼,熔炼后的铁水注入到浇铸包中进行浇铸,再将浇铸成型后的刀具进行脱模处理,出膜后的刀具再进行表面喷涂处理。本发明工艺流程简单,刀具成型率高,表面光泽度好,刀具的热稳定性好、抗冲击韧性好以及耐磨性高,同时将产生良好的经济效益和环境效益。