
齿轮装夹机构及其加工方法.pdf

Jo****31


1/10
2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

齿轮装夹机构及其加工方法.pdf
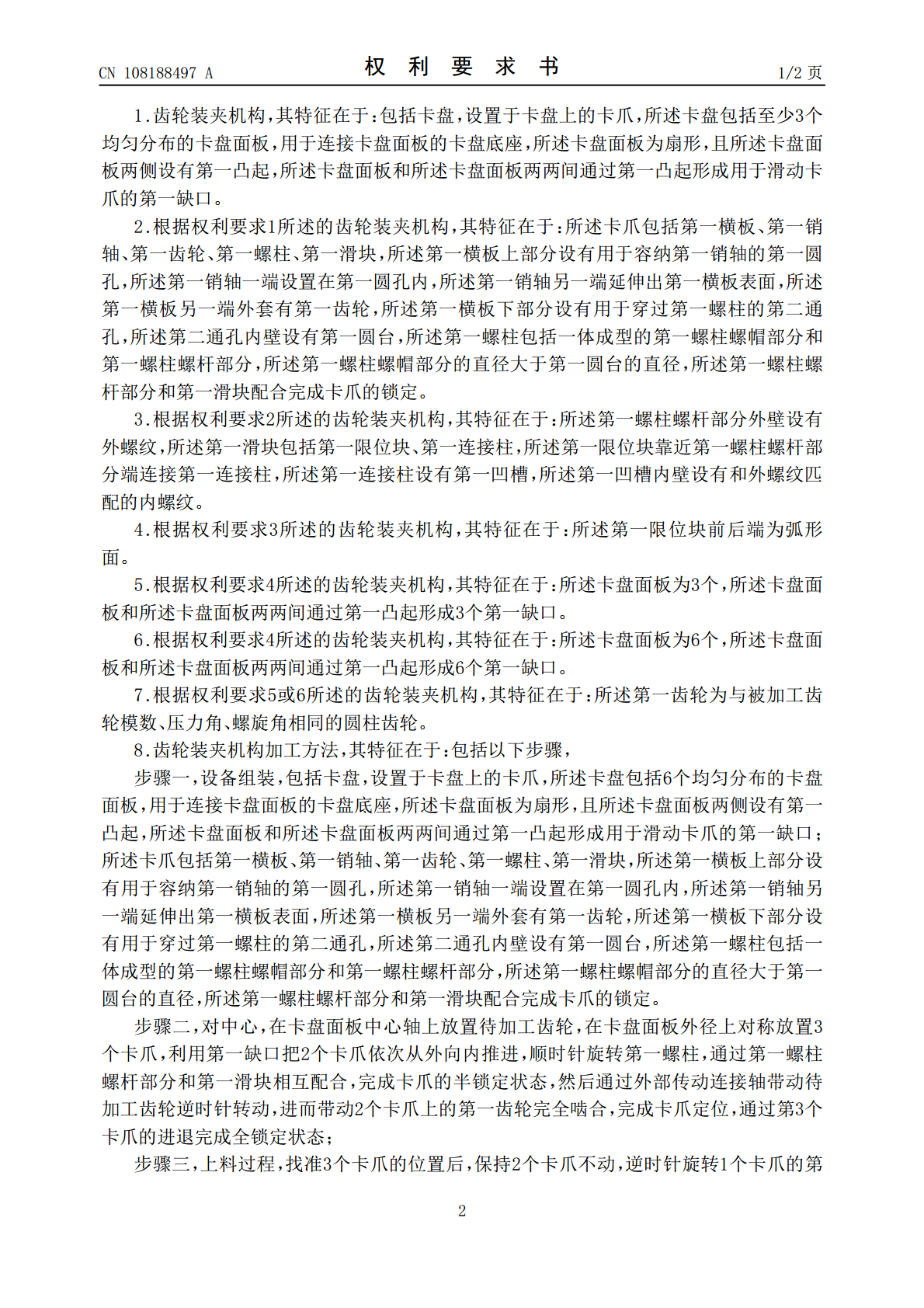
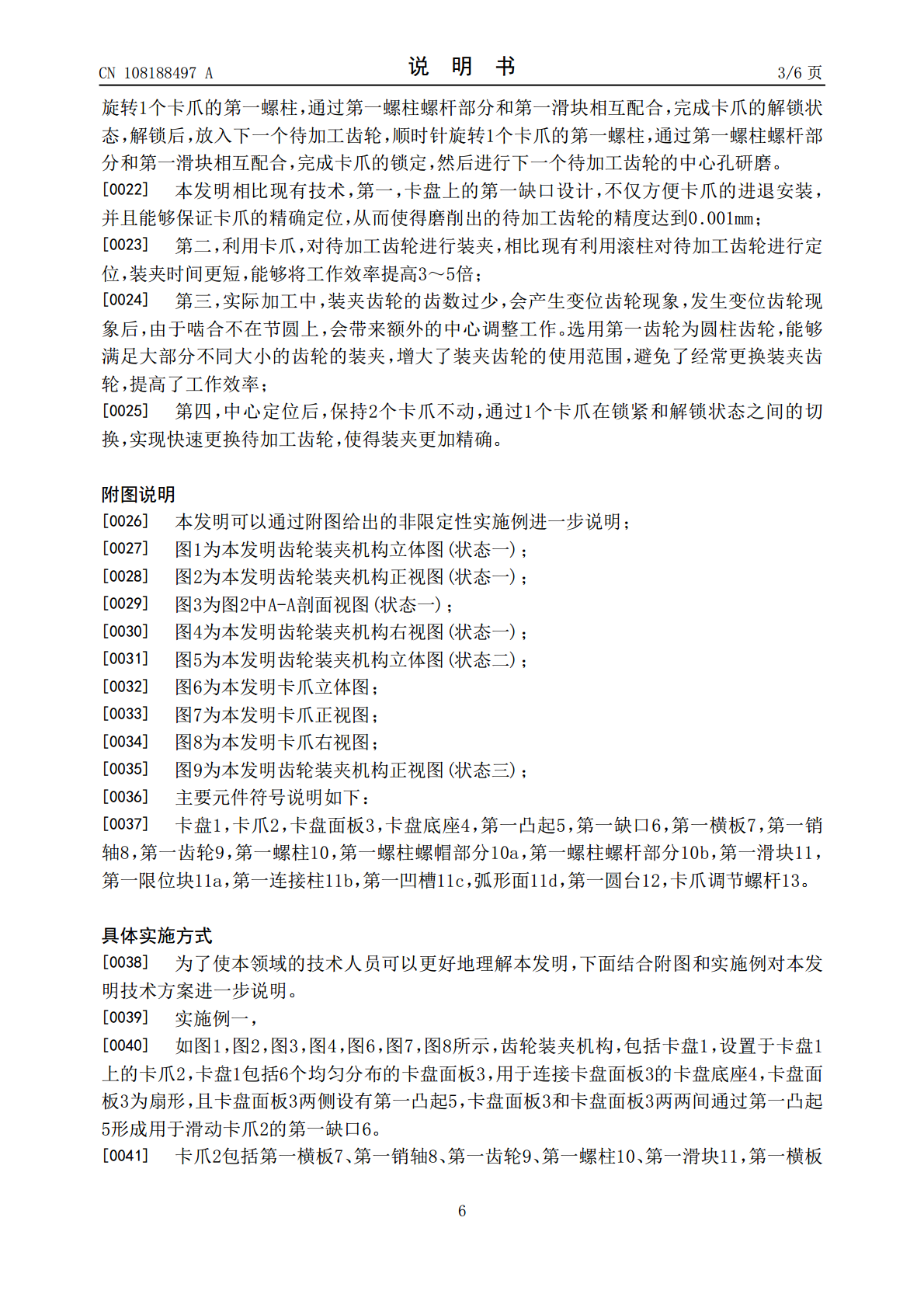
本发明公开了一种齿轮装夹机构,属于机床零部件技术领域,用于解决现有的方法装夹齿轮时,需要的时间很长,工作效率低的问题。它包括卡盘,设置于卡盘上的卡爪,所述卡盘包括至少3个均匀分布的卡盘面板,用于连接卡盘面板的卡盘底座,所述卡盘面板为扇形,且所述卡盘面板两侧设有第一凸起,所述卡盘面板和所述卡盘面板两两间通过第一凸起形成用于滑动卡爪的第一缺口。本发明通过提供了一种齿轮装夹机构,利用齿轮啮合原理,能够实现对齿轮的定位以及固定,并且操作简单快捷,定位精度高。本发明还提供了齿轮装夹机构加工方法。

伞齿轮装夹方法.docx
伞齿轮装夹方法伞齿轮是一种常见且广泛应用的传动装置。它由内外两个齿轮组成,内齿圈和外齿齿圈分别为内齿轮和外齿轮。伞齿轮的装夹方法对于传动装置的性能和可靠性有重要影响。本文将介绍伞齿轮的装夹方法,包括机械装夹和热胀装夹。同时,还将分析两种装夹方法的优缺点,并给出一些建议。一、机械装夹方法1.键连接:通过在内齿圈和外齿轮上加工键槽和键块,利用键来传递转矩。这种装夹方法简单易行,能够满足一般传动要求。但是,由于伞齿轮的传动功率较大,键连接的强度可能不足,容易导致键脱离或变形。2.锥面连接:通过内齿圈和外齿轮的锥

立式机床及其装夹机构.pdf
本发明公开了一种立式机床的装夹机构,包括卡盘以及设置于卡盘上的多个卡紧装置,卡紧装置包括滑动设置于卡盘上的卡爪以及设置于卡盘上以带动卡爪移动的螺纹驱动件,螺纹驱动件能够通过锥齿轮与同步齿圈传动连接,同步齿圈放置于主轴的台肩上,且与主轴同轴,同步齿圈能够与顶升装置相作用,多个卡爪在初始位置处形成的内切圆的圆心位于主轴的轴线上。上述装夹机构中,螺纹驱动件绕自身轴线转动后驱动卡爪运动,而同步齿圈与主轴同轴,多个螺纹驱动件在同步齿圈上以同样的速度转动,使得多个卡爪组成的内切圆的圆心始终位于主轴的轴线上,卡爪与工件
一种大型齿轮通用装夹装置及装夹方法.pdf
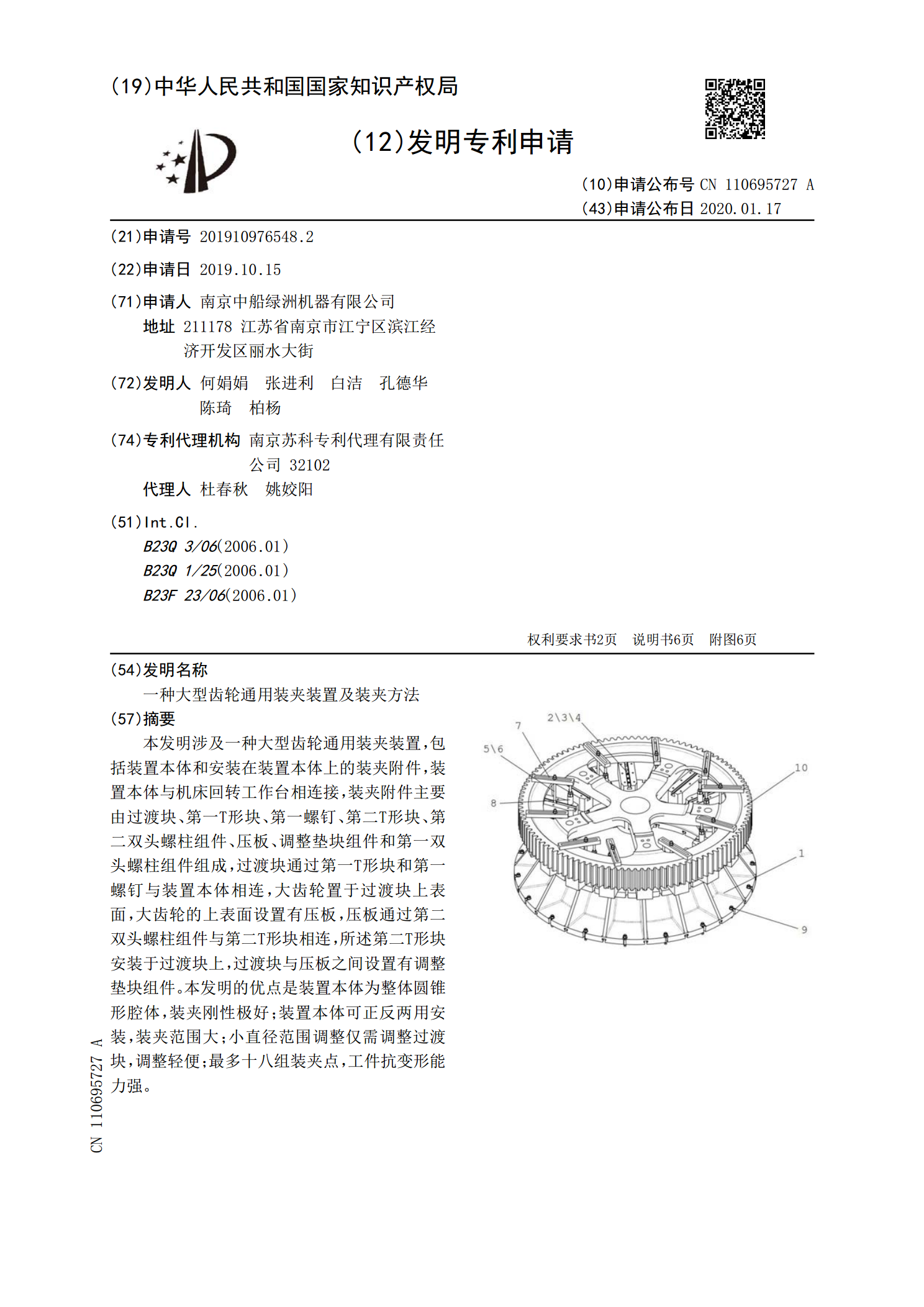
本发明涉及一种大型齿轮通用装夹装置,包括装置本体和安装在装置本体上的装夹附件,装置本体与机床回转工作台相连接,装夹附件主要由过渡块、第一T形块、第一螺钉、第二T形块、第二双头螺柱组件、压板、调整垫块组件和第一双头螺柱组件组成,过渡块通过第一T形块和第一螺钉与装置本体相连,大齿轮置于过渡块上表面,大齿轮的上表面设置有压板,压板通过第二双头螺柱组件与第二T形块相连,所述第二T形块安装于过渡块上,过渡块与压板之间设置有调整垫块组件。本发明的优点是装置本体为整体圆锥形腔体,装夹刚性极好;装置本体可正反两用安装,装
轻量化薄壁轮毂的加工方法及其涉及的装夹装置.pdf
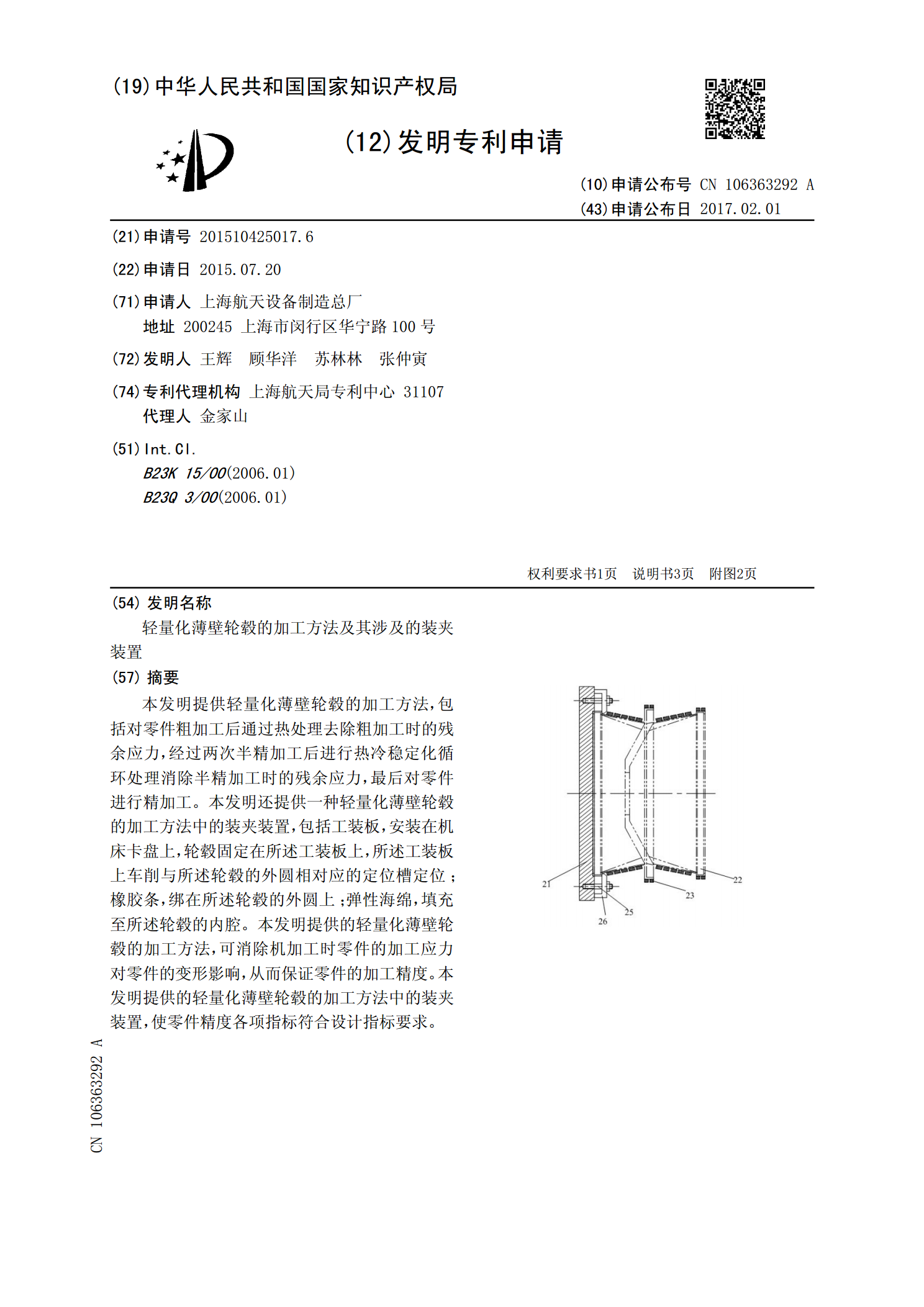
本发明提供轻量化薄壁轮毂的加工方法,包括对零件粗加工后通过热处理去除粗加工时的残余应力,经过两次半精加工后进行热冷稳定化循环处理消除半精加工时的残余应力,最后对零件进行精加工。本发明还提供一种轻量化薄壁轮毂的加工方法中的装夹装置,包括工装板,安装在机床卡盘上,轮毂固定在所述工装板上,所述工装板上车削与所述轮毂的外圆相对应的定位槽定位;橡胶条,绑在所述轮毂的外圆上;弹性海绵,填充至所述轮毂的内腔。本发明提供的轻量化薄壁轮毂的加工方法,可消除机加工时零件的加工应力对零件的变形影响,从而保证零件的加工精度。本发