
一种用于加工叶片叶根槽的铣削方法.pdf

雨巷****彦峰

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于加工叶片叶根槽的铣削方法.pdf
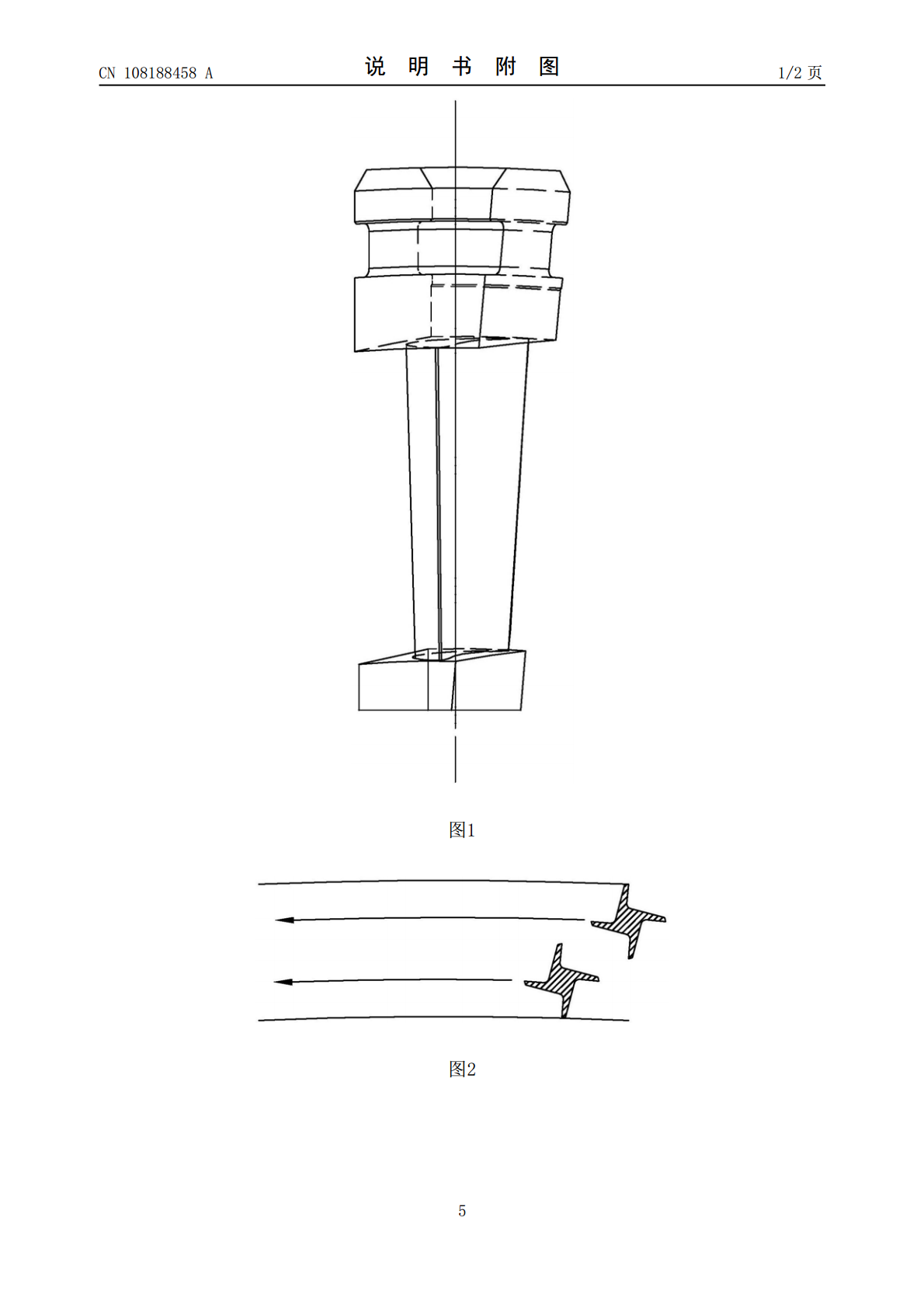
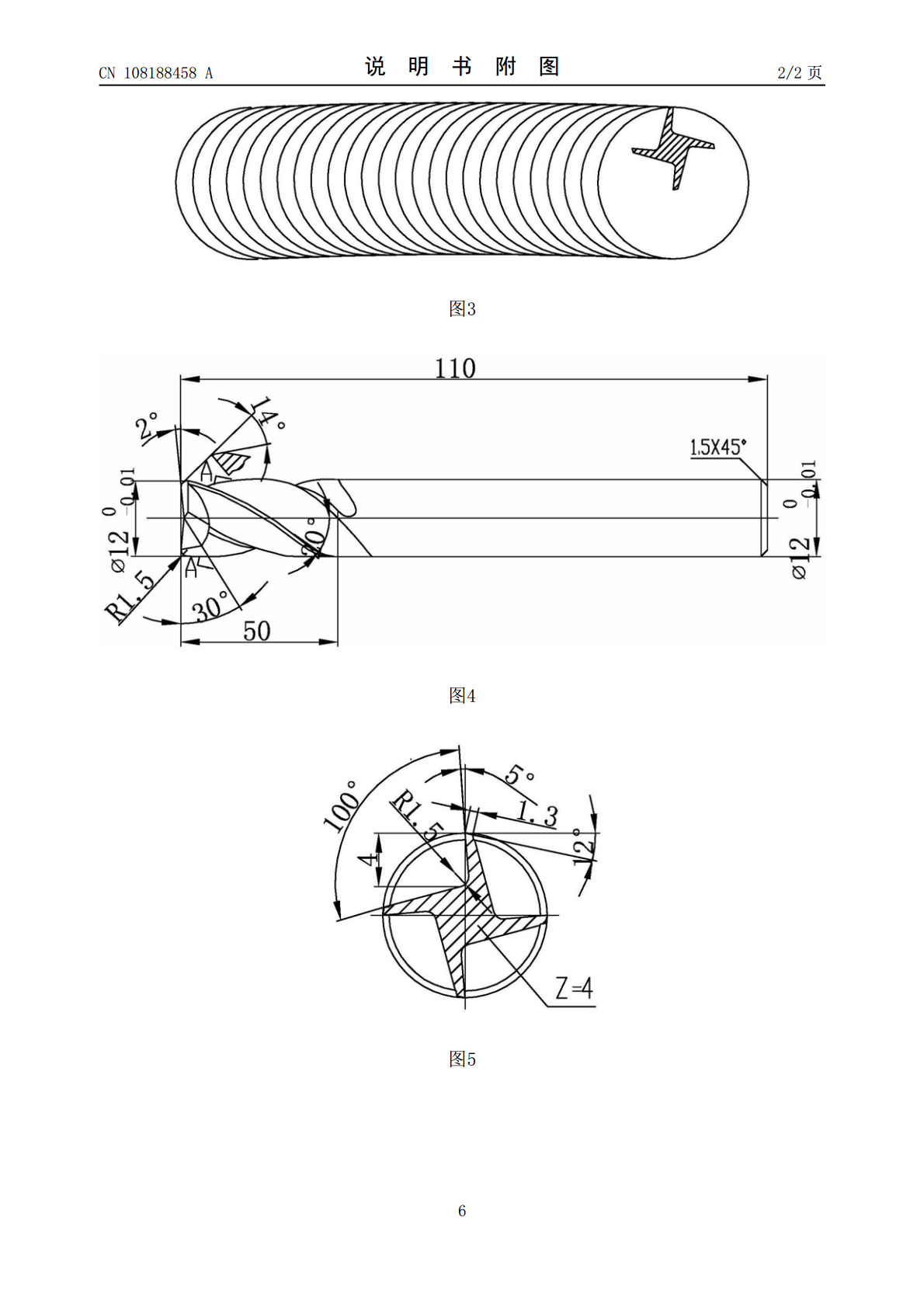
一种用于加工叶片叶根槽的铣削方法,它涉及一种叶根槽铣削方法。本发明解决了现有的叶片叶根槽加工方式存在切削余量大、加工效率极低和易打刀的问题。粗铣叶根槽:采用沿螺旋线摆线小切深进刀加工方式粗铣叶根槽,控制螺旋进刀步距为1mm,转速3000r/min,进给量1500mm/min,切削深度10.3mm;粗铣叶根槽时槽底留量0.2mm,槽两侧壁留量0.3mm;精铣叶根槽:精铣叶根槽时采用沿叶根槽两侧壁分别铣削的加工方式,先沿叶根槽两侧壁中的一侧壁铣削,然后再沿叶根槽两侧壁中的另一侧壁铣削,控制切削参数为:转速30

汽轮机叶片菌型叶根型槽的加工方法.pdf
一种汽轮机叶片菌型叶根型槽的加工方法,在数控加工中心上,用型线铣刀铣削叶根的型槽;所述数控加工中心至少具有二根直线运动轴和一个旋转轴,旋转轴为机床旋转工作台;铣刀安装在数控加工中心主轴的铣头上,由该轴驱动铣刀旋转;所述叶片固定在数控加工中心的旋转工作台上,叶片的辐射线与主轴平行且通过工作台旋转中心,叶根型槽开口朝向铣头;由旋转工作台带动叶片转动,使叶片发生相应的周向运动,旋转工作台对周向运动的角度进行插值补偿;两直线运动轴同菌型叶根中心平面平行,对旋转工作台在该两直线轴方向上的位置度进行插值补偿,使铣刀对

汽轮机叶片菱形叶根首、末叶锁紧槽加工刀具及加工方法.pdf
本发明涉及汽轮机锁紧槽加工刀具及加工方法,具体涉及汽轮机叶片菱形叶根首、末叶锁紧槽加工刀具及加工方法。本发明为了解决现有汽轮机叶片菱形叶根首、末叶锁紧槽采用电火花加工成本高、效率低,且加工后的表面粗糙度低,无法修磨的问题。本发明所述刀具包括刀柄和刀头,刀头的外侧壁上均布设有四个刀齿,刀头的一端与刀柄的一端固接成一体。本发明用于加工汽轮机叶片菱形叶根首、末叶锁紧槽。

一种高温合金整体叶环叶片铣削加工方法.pdf
本发明公开一种高温合金整体叶环叶片铣削加工方法,该方法包括以下步骤:1)选择加工工序,整体叶环铣加工工艺路线为:进气端粗铣开槽→排气端粗铣开槽→精铣进气端叶型及流道→精铣排气端叶型及流道;2)根据整体叶环叶型的叶片长度、叶片的最大厚度,确定粗铣开槽后为精铣预留的加工余量;3)选取刀具;在粗铣加工时选择Φ6R0.5~Φ6R1.5的端铣刀进行加工;在精铣加工时选择带有缩颈的锥度球头铣刀进行加工;4)选取切削参数;5)选择精铣加工工步。本发明有效地解决高温合金整体叶环零件叶片的加工,该方法可以保证加工后的零件具
叶根预制模具、叶根预制方法、叶片制造方法及叶片.pdf
本发明提供一种叶根预制模具、叶根预制方法、叶片制造方法及叶片,所述叶根预制模具包括:支撑架,围成圆柱状;阳模,套设在所述支撑架的外周并由所述支撑架支撑。根据本发明,可防止纤维增强织物出现变形和褶皱。另外,可提高叶根预制件的整体强度。