
用于多重切割加工稀土烧结磁体的方法.pdf

Jo****31


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于多重切割加工稀土烧结磁体的方法.pdf
本发明为用于多重切割加工稀土烧结磁体的方法,提供通过旋转切割砂轮刀片来切割加工稀土磁体块的方法。该方法的改进之处在于,将刀片设置在磁体块的一侧,旋转刀片,从一侧开始加工操作以在磁体块中形成切割槽,中断加工操作,将刀片移动到磁体块的另一侧,从所述另一侧重新开始加工操作以在磁体块中形成切割槽,直到从所述一侧和所述另一侧形成的切割槽彼此汇合。
稀土烧结磁体.pdf
提供稀土烧结磁体,是包含R(R为稀土元素的1种以上,以Nd为必需)、T(T为铁族元素的1种以上的元素,以Fe为必需)、B、M<base:Sup>1</base:Sup>(M<base:Sup>1</base:Sup>为选自Al、Si、Cr、Mn、Cu、Zn、Ga、Ge、Mo、Sn、W、Pb、Bi中的1种以上的元素)和M<base:Sup>2</base:Sup>(M<base:Sup>2</base:Sup>为选自Ti、V、Zr、Nb、Hf、Ta中的1种以上的元素)、以R<base:Sub>2</base
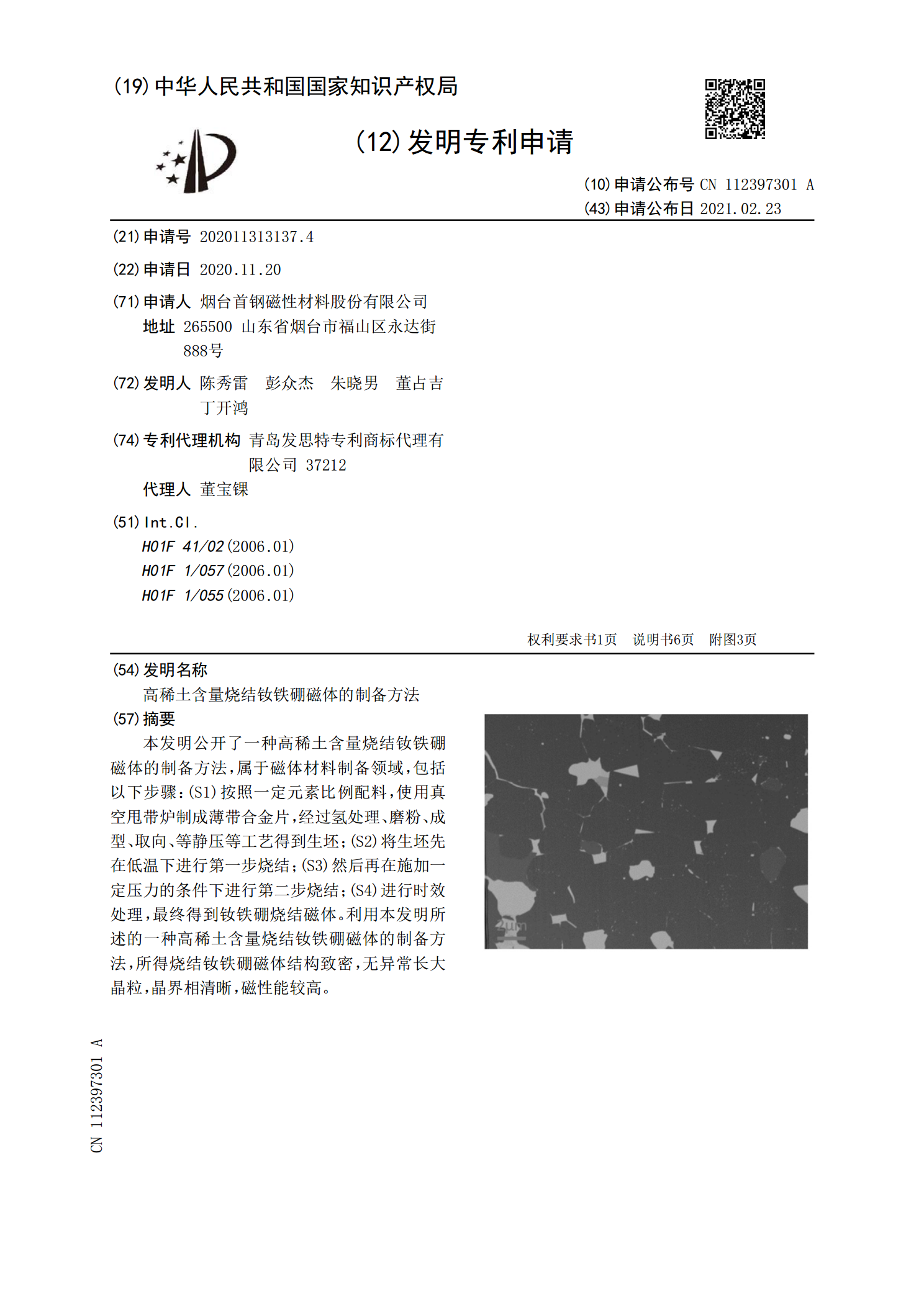
高稀土含量烧结钕铁硼磁体的制备方法.pdf
本发明公开了一种高稀土含量烧结钕铁硼磁体的制备方法,属于磁体材料制备领域,包括以下步骤:(S1)按照一定元素比例配料,使用真空甩带炉制成薄带合金片,经过氢处理、磨粉、成型、取向、等静压等工艺得到生坯;(S2)将生坯先在低温下进行第一步烧结;(S3)然后再在施加一定压力的条件下进行第二步烧结;(S4)进行时效处理,最终得到钕铁硼烧结磁体。利用本发明所述的一种高稀土含量烧结钕铁硼磁体的制备方法,所得烧结钕铁硼磁体结构致密,无异常长大晶粒,晶界相清晰,磁性能较高。
各向异性稀土类烧结磁体及其制造方法.pdf
本发明提供各向异性稀土类烧结磁体及其制造方法,其是组成以式(R<base:Sub>1?a</base:Sub>Zr<base:Sub>a</base:Sub>)<base:Sub>v</base:Sub>(Fe<base:Sub>1?</base:Sub><base:Sub>b</base:Sub>Co<base:Sub>b</base:Sub>)<base:Sub>100?v?w?x?y</base:Sub>(M<base:Sup>1</base:Sup><base:Sub>1?c</base:Sub>
一种无重稀土烧结钕铁硼磁体的制备方法.pdf
本申请公开了本发明公开了一种无重稀土烧结钕铁硼磁体的制备方法。属于烧结钕铁硼磁体制备技术领域,该方法能够在不添加任何重稀土元素的条件下,稳定生产出无重稀土超高性能的烧结钕铁硼磁体。所述方法包括如下步骤:一:配制钕铁硼合金,其中镨钕比例低于29.2%;二:通过熔炼炉制备速凝片;三:熔炼氢破后,粗粉先球磨,再粗粉加剂搅拌,后研磨成细粉,然后细粉加剂搅拌;四:在磁场取向条件下进行成型压制,随后再通过等静压进一步使磁体密实;五:使用烧结炉低温烧结,烧结后保温;六:待冷却后,进行一级时效回火处理和二级时效回火处理。