
常见的焊接缺陷及其处理方法.ppt

天马****23

1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共27页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

常见的焊接缺陷及其处理方法.ppt
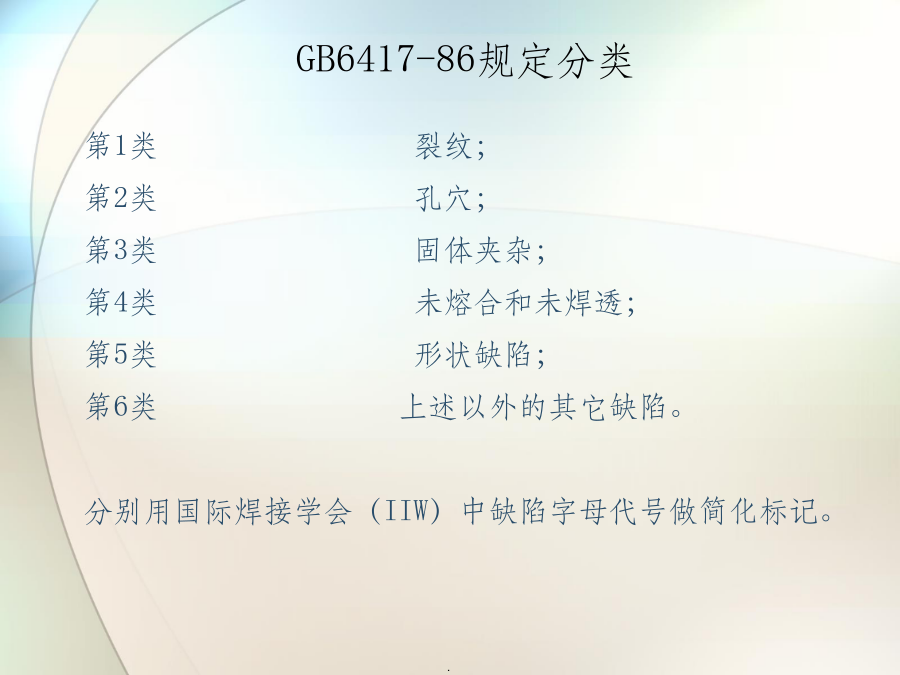
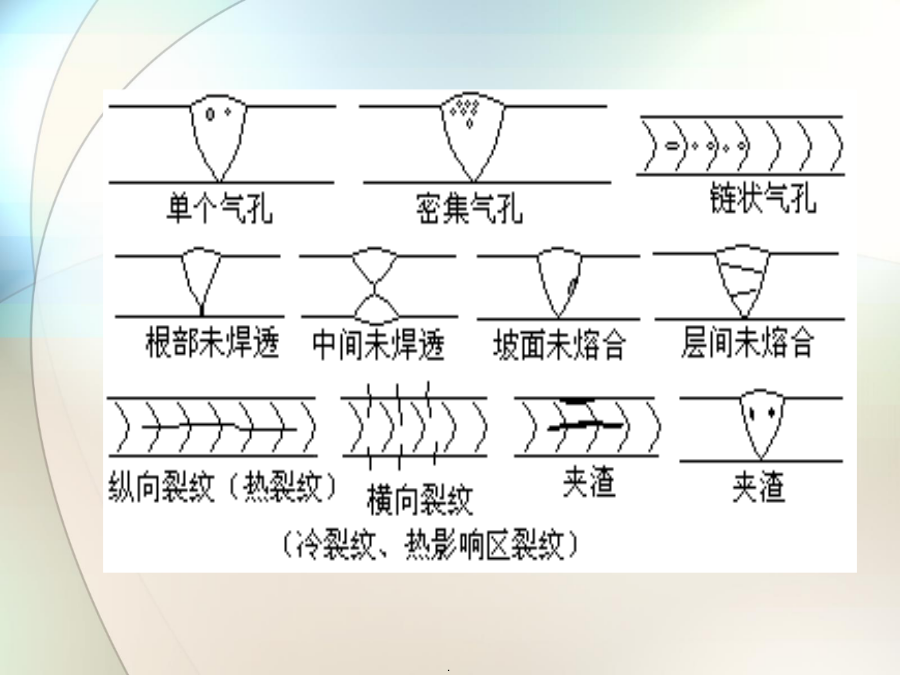
常见的焊接缺陷及其处理方法前言1.焊接缺陷实例。2.焊接接头的重要性。焊接缺陷焊接缺陷第1类裂纹;第2类孔穴;第3类固体夹杂;第4类未熔合和未焊透;第5类形状缺陷;第6类上述以外的其它缺陷。分别用国际焊接学会(IIW)中缺陷字母代号做简化标记。..3、焊接缺陷的影响因素及预防措施焊接裂纹焊条内含硫、磷、碳高时焊缝容易产生裂纹。硫磷是有害元素,含硫高焊缝有热脆性,含磷高焊缝有冷脆性,焊条含硫磷量都必须在0.0035以下。被焊结构刚性大、构件的焊接顺序不当也容易产生裂纹。当顺序安排不当时会形成焊接收缩受阻,妨
常见的焊接缺陷及其处理方法.ppt
起重机制造过程中常见的焊接缺陷及其处理方法前言1.起重机事故教训。2.焊接接头的重要性。焊接缺陷焊接缺陷第1类裂纹;第2类孔穴;第3类固体夹杂;第4类未熔合和未焊透;第5类形状缺陷;第6类上述以外的其它缺陷。分别用国际焊接学会(IIW)中缺陷字母代号做简化标记。3、焊接缺陷的影响因素及预防措施焊接裂纹焊条内含硫、磷、碳高时焊缝容易产生裂纹。硫磷是有害元素,含硫高焊缝有热脆性,含磷高焊缝有冷脆性,焊条含硫磷量都必须在0.0035以下。被焊结构刚性大、构件的焊接顺序不当也容易产生裂纹。当顺序安排不当时会形成焊
常见的焊接缺陷及其处理方法.pptx
常见的焊接缺陷及其处理方法前言1、焊接缺陷实例。2、焊接接头得重要性。焊接缺陷焊接缺陷第1类裂纹;第2类孔穴;第3类固体夹杂;第4类未熔合与未焊透;第5类形状缺陷;第6类上述以外得其它缺陷。分别用国际焊接学会(IIW)中缺陷字母代号做简化标记。3、焊接缺陷得影响因素及预防措施焊接裂纹10焊条内含硫、磷、碳高时焊缝容易产生裂纹。硫磷就是有害元素,含硫高焊缝有热脆性,含磷高焊缝有冷脆性,焊条含硫磷量都必须在0、0035以下。被焊结构刚性大、构件得焊接顺序不当也容易产生裂纹。当顺序安排不当时会形成焊接收缩受阻,

常见的焊接缺陷及其处理方法.ppt
机制造过程中常见的焊接缺陷及其处理方法前言1.事故教训。2.焊接接头的重要性。焊接缺陷焊接缺陷第1类裂纹;第2类孔穴;第3类固体夹杂;第4类未熔合和未焊透;第5类形状缺陷;第6类上述以外的其它缺陷。分别用国际焊接学会(IIW)中缺陷字母代号做简化标记。3、焊接缺陷的影响因素及预防措施焊接裂纹焊条内含硫、磷、碳高时焊缝容易产生裂纹。硫磷是有害元素,含硫高焊缝有热脆性,含磷高焊缝有冷脆性,焊条含硫磷量都必须在0.0035以下。被焊结构刚性大、构件的焊接顺序不当也容易产生裂纹。当顺序安排不当时会形成焊接收缩受阻

(培训1)常见的焊接缺陷及其处理方法.ppt
《蓝领杯》高级焊工培训【案例】船体上可见长长的焊缝。在冰水中撞击冰山而裂开时,脆性的焊缝无异于一条300英尺长的大拉链,使船体产生很长的裂纹,海水大量涌入使船迅速沉没。【案例】事故原因分析近年来,由于忽视焊接产品质量检验造成的事故屡见不鲜:1978年6月28日,上海某热电厂供热管道发生爆炸。原因:焊后检查不严,未焊透深度达板厚的80%。1979年10月14日,辽宁某化纤厂盛氮球罐水压试验时发生爆裂。原因:竣工检查时漏检裂纹。众所周知,焊接结构(件)在现代科学技术和生产中得到了广泛应用。随着锅炉、压力容器、