
一种两片式空心摩擦焊轮毂铸造工艺.pdf

一条****彩妍

1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种两片式空心摩擦焊轮毂铸造工艺.pdf
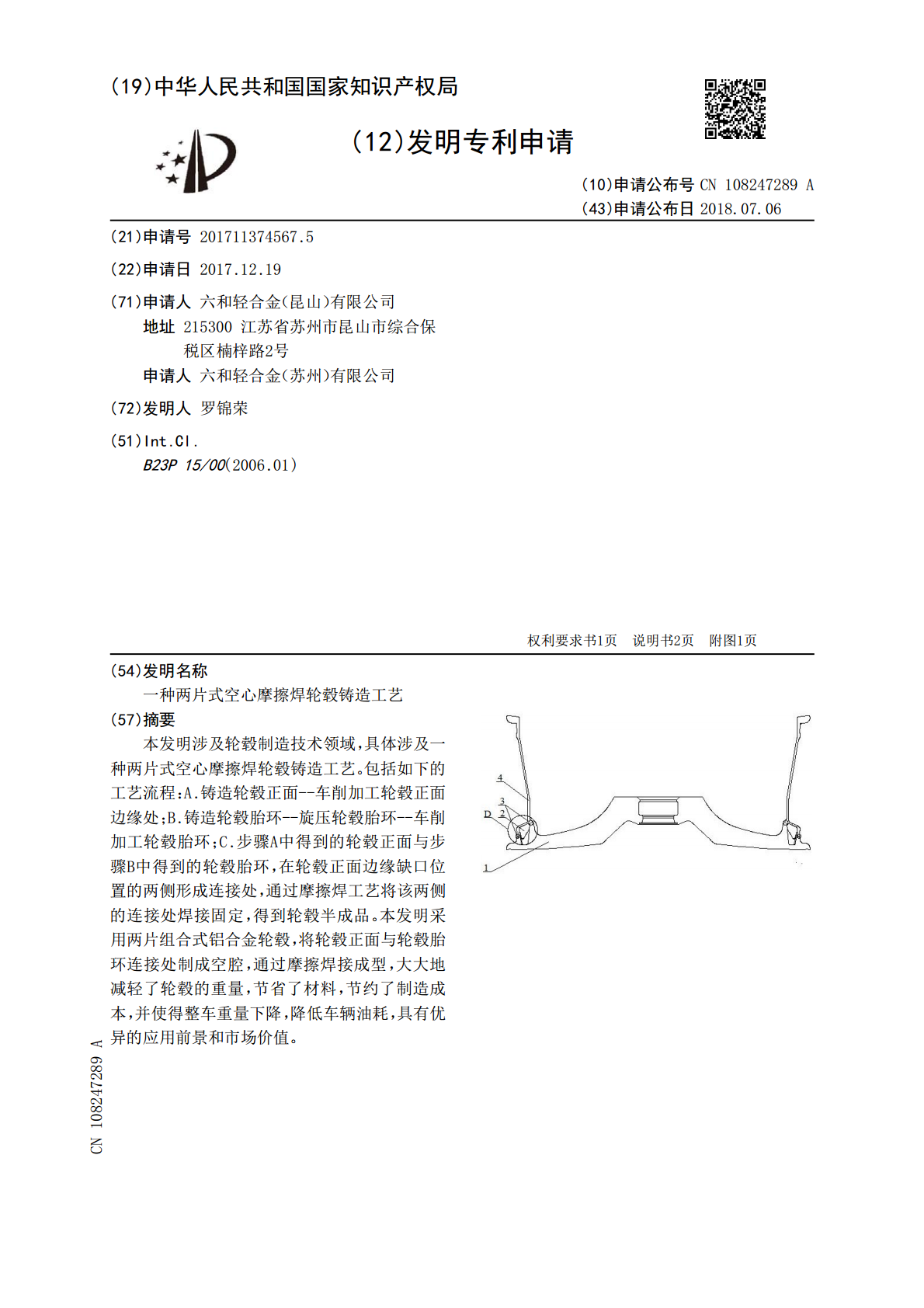
本发明涉及轮毂制造技术领域,具体涉及一种两片式空心摩擦焊轮毂铸造工艺。包括如下的工艺流程:A.铸造轮毂正面‑‑车削加工轮毂正面边缘处;B.铸造轮毂胎环‑‑旋压轮毂胎环‑‑车削加工轮毂胎环;C.步骤A中得到的轮毂正面与步骤B中得到的轮毂胎环,在轮毂正面边缘缺口位置的两侧形成连接处,通过摩擦焊工艺将该两侧的连接处焊接固定,得到轮毂半成品。本发明采用两片组合式铝合金轮毂,将轮毂正面与轮毂胎环连接处制成空腔,通过摩擦焊接成型,大大地减轻了轮毂的重量,节省了材料,节约了制造成本,并使得整车重量下降,降低车辆油耗,具

二片式轮毂搅拌摩擦焊装置.pdf
本发明公开了一种二片式轮毂搅拌摩擦焊装置,包括螺旋搅拌针、推力球轴承、推板、应变式力传感器、液压油缸、旋转压力轴、游动花键以及变频调速电机,其中,所述螺旋搅拌针螺纹固定在旋转压力轴的第一端,旋转压力轴的第二端贯穿液压油缸,第二端端部通过游动花键与变频调速电机相连接;所述旋转压力轴的第一端设有推力球轴承,所述推力球轴承与液压油缸之间设有用于压力检测和控制的应变式力传感器;所述推力球轴承外部设有推力球轴承座,所述推力球轴承座与应变式力传感器之间设有用于传导压力的推板。本发明结构简单,能耗低,易操作,且拆装灵活
一种空心铝合金轮毂旋压铸造工艺.pdf
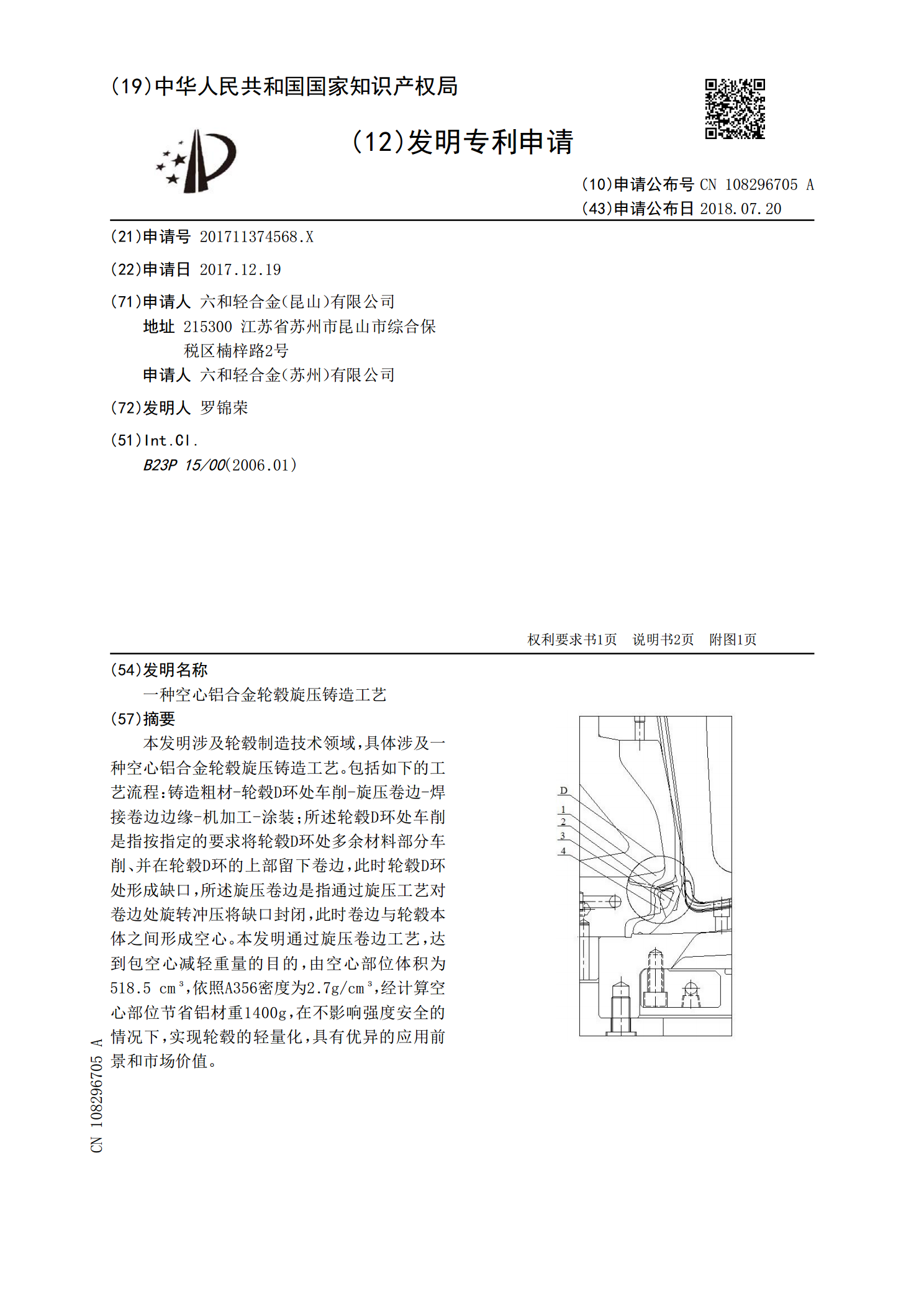
本发明涉及轮毂制造技术领域,具体涉及一种空心铝合金轮毂旋压铸造工艺。包括如下的工艺流程:铸造粗材‑轮毂D环处车削‑旋压卷边‑焊接卷边边缘‑机加工‑涂装;所述轮毂D环处车削是指按指定的要求将轮毂D环处多余材料部分车削、并在轮毂D环的上部留下卷边,此时轮毂D环处形成缺口,所述旋压卷边是指通过旋压工艺对卷边处旋转冲压将缺口封闭,此时卷边与轮毂本体之间形成空心。本发明通过旋压卷边工艺,达到包空心减轻重量的目的,由空心部位体积为518.5cm³,依照A356密度为2.7g/cm³,经计算空心部位节省铝材重1400

一种轮毂的铸造工艺.pdf
本发明属于铸造领域,具体涉及一种轮毂的铸造工艺。该工艺包含以下几个步骤:(1)模样的设计:浇注系统、砂芯、冒口及冷铁的设计;(2)砂型制作:造型采用钠水玻璃砂CO2法,造芯采用自硬冷芯盒法;(3)熔炼;(4)浇注;(5)冷却;(6)退火。本发明解决了轮毂退火组织不达标,解决了轮毂法兰盘根部铸造缩松及裂纹质量问题,保障了轮毂的使用性能。附图为本发明提供的一种轮毂铸造工艺示意图,标记说明如下:1、直浇道,2、冒口气道,3、冒口,4、砂芯气道,5、砂芯,6、铸件,7、横浇道,8、内浇道,9、冷铁,10、防裂孔。

一种搅拌摩擦焊焊接轮毂的夹具.pdf
本发明公开了一种搅拌摩擦焊焊接轮毂的夹具,包括驱动夹具转动的转轴,需要焊接的轮毂套设于该转轴上,在该转轴上设置有用于夹紧轮毂的夹紧结构,其特征在于:从轮毂的一侧穿入轮毂内的支撑装置,该支撑装置包括有可径向伸展从而对轮毂内壁进行支撑的支撑盘。本发明通过支撑装置从轮毂的一侧穿入轮毂内,在轮毂装夹后,支撑盘径向伸展,从而对需要焊接处的轮毂内壁进行支撑,提供搅拌摩擦焊接需求,由于支撑盘可以径向进行伸展,故不受轮毂中间部分直径较小而两边直径较大的约束,另外,支撑装置只需单端进行插入轮毂内壁,因此,安装轮毂时,只需将