
全自动蓄电池极板包片机叠板机构.pdf

念珊****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共30页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
全自动蓄电池极板包片机叠板机构.pdf
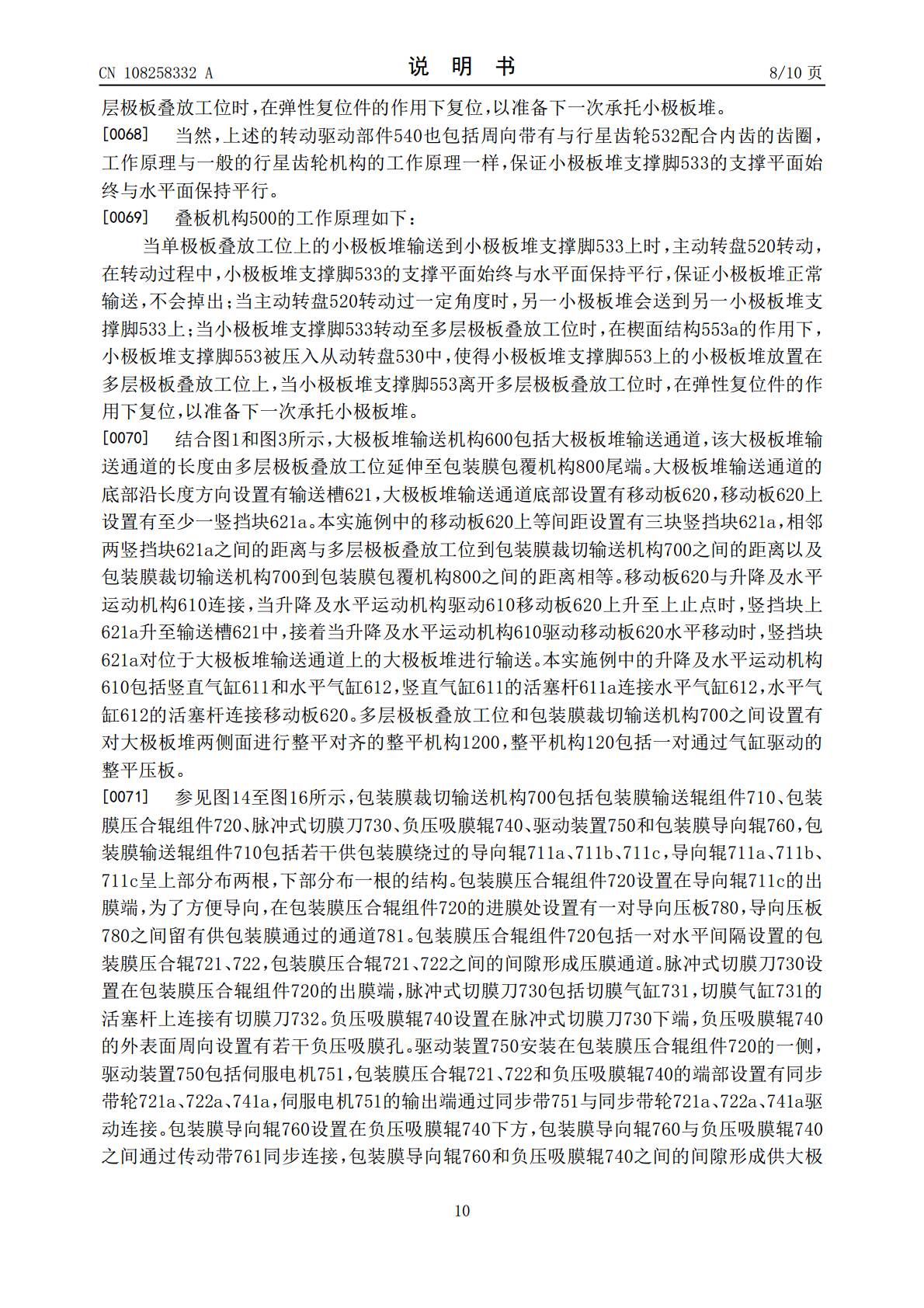
全自动蓄电池极板包片机叠板机构,包括:第一、第二极板,第一、第二送板机构,设有单极板叠放工位的极板输送机构;单极板叠放工位的出料端装设旋转叠板机构,该旋转叠板机构包括:转动中轴;同轴间隔设置在所述转动中轴中部的一对主动转盘,所述一对主动转盘之间的间隙形成小极板堆转运通道;周向转动嵌装在所述主动转盘上的若干从动转盘,每一从动转盘的外端连接有从动转轴,每一从动转轴上设置有一行星齿轮,每一从动转盘的内端设置有支撑平面始终与水平面保持平行的小极板堆支撑脚。本发明的旋转叠板机构能够实现全自动叠板,且极板堆不会掉出来
蓄电池极板全自动包板机的包纸叠片机构.pdf
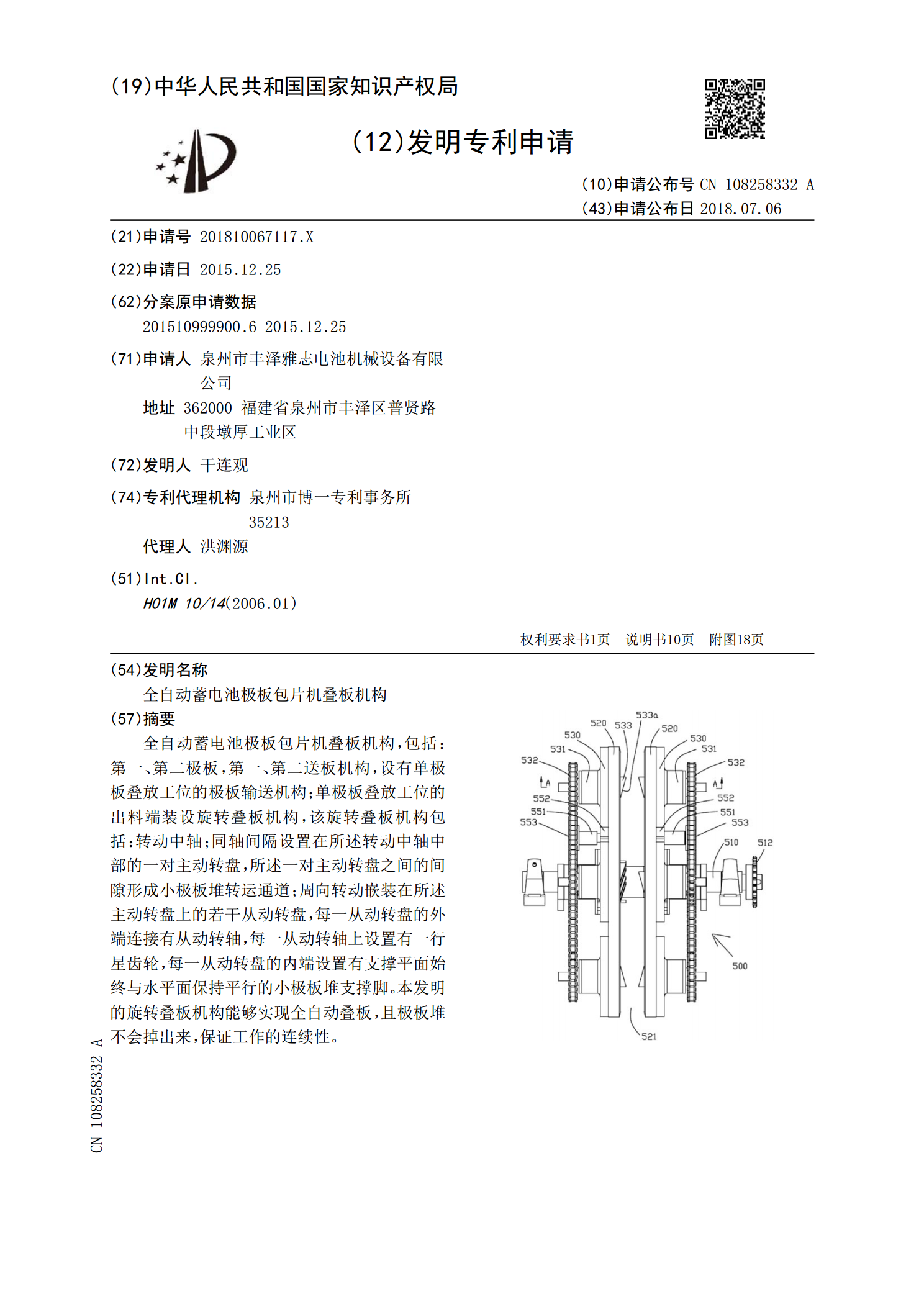
本发明涉及一种电池加工设备组件,尤其是一种蓄电池极板全自动包板机的包纸叠片机构,该机构包括两个立柱、两个伺服电机、一个正极板曲柄滑块机构、一个正推片板、一个正极板料槽、一个纸带立柱、一包纸模具、一个叠片机构、一个负极板料槽、一个负推片板、一个负极板曲柄滑块机构,所述的两个伺服电机分别与所述的正极板曲柄滑块机构和负极板曲柄滑块机构的曲柄轮轴连接,并分别安装在所述的左右立柱上,所述的正、负极板料槽和所述的包纸模具及所述的叠片机构安装在一条直线上,所述的纸带立柱垂直安装在正极板料槽和包纸模具之间,本发明的蓄电池

蓄电池极板全自动包板机的极群叠片机构.pdf
本发明涉及一种电池加工设备组件,尤其是一种蓄电池极板全自动包板机的极群叠片机构,该机构包括一个KK模组、一个伺服电机、一个接料支架一个集群运输装置,所述的集群运输装置包括4个安装支架、两个链轮、一个运输链条、两个运输导轨、一个闭环步进电机,所述的接料支架为一折弯件,安装在所述的KK模组上,且在接料处有一缺口,置于运输链条的一端,并将缺口对准运输链条,所述的运输链条上有极板推动片,所述的运输导轨用导轨固定支架固定安装支架上,所述的安装支架左右对称,由一根从传动轴连接,所述的闭环步进电机用4根轴套和螺栓固定在

蓄电池极板全自动包板机的包纸机构.pdf
本发明涉及一种电池加工设备组件,尤其是一种蓄电池极板全自动包板机的包纸机构,该机构包括一个立柱、一个伺服电机、一个曲柄滑块机构、一个推片板、一个正极板料盒、一个纸带板、一个包纸模具,所述的伺服电机固定在所述的立柱上,并与所述的曲柄滑块机构的曲柄轮轴用联轴器连接,所述的曲柄滑块机构的推杆端头安装所述的推片板,所述的正极板料盒固定在所述的纸带板背面,所述的包纸模具安装在所述的纸带板的另一面,所述的纸带板上有一缺口,所述的推片板在此缺口处穿过。在所述的纸带板安装包纸模具的一侧有一燕尾槽,本发明的蓄电池极板全自动

蓄电池极板全自动包板机进纸机构.pdf
本发明涉及一种电池加工设备组件,尤其是一种蓄电池极板全自动包板机进纸机构。该机构包括一进纸支架,所述的进纸支架顶部设有一进纸辊轮及导向轮,所述的进纸辊轮连接一步进电机。本发明的蓄电池极板全自动包板机进纸机构通过步进电机和进纸辊轮来控制进纸的长度,并向下方输送纸带供后续的切带和包板操作,整体结构简单、部件少,降低了设计和制造成本,使用也更加稳定可靠。