
一种石油管道焊缝小车的自动行走方法.pdf

努力****梓颖


1/9

2/9

3/9
4/9

5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种石油管道焊缝小车的自动行走方法.pdf
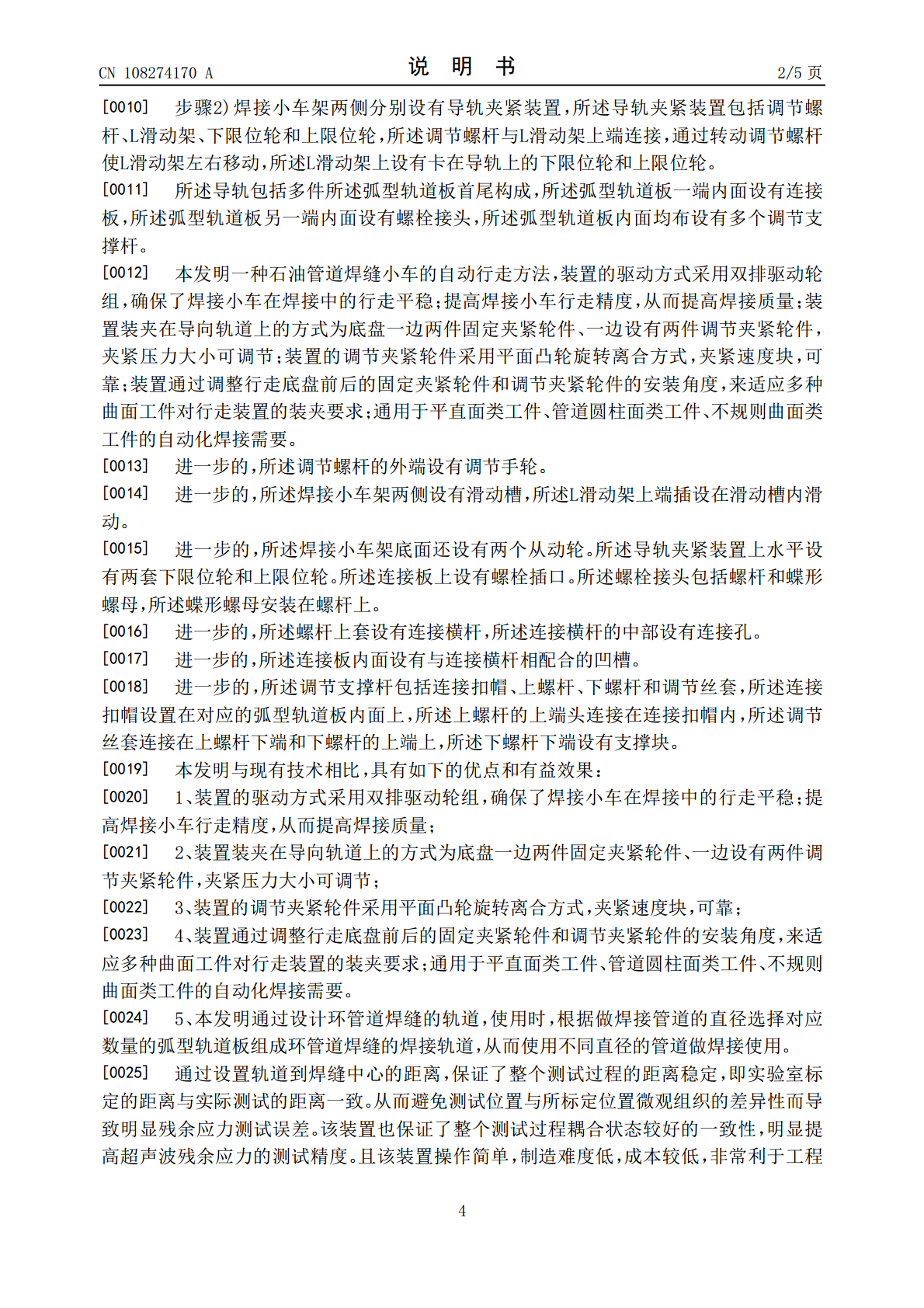
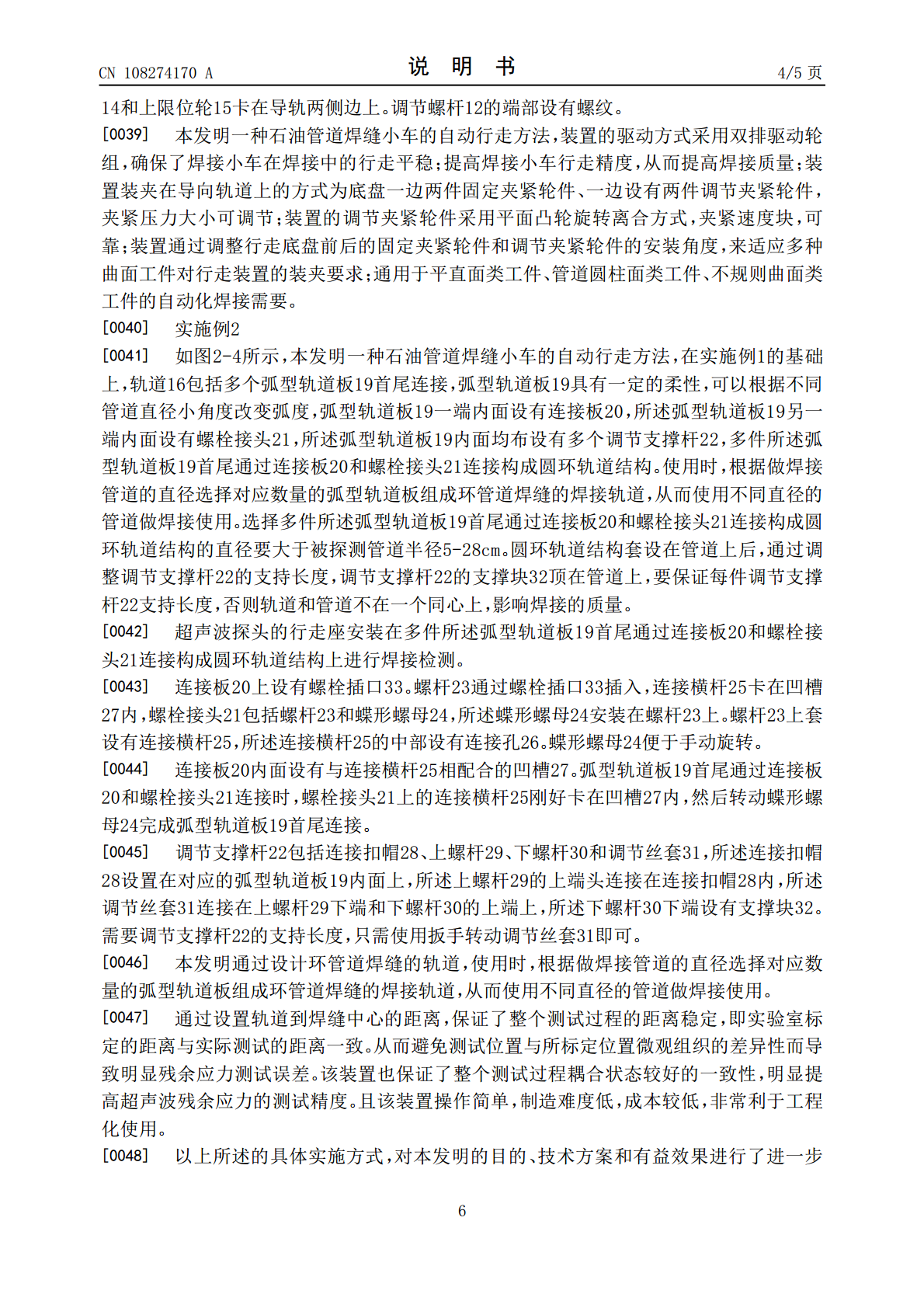
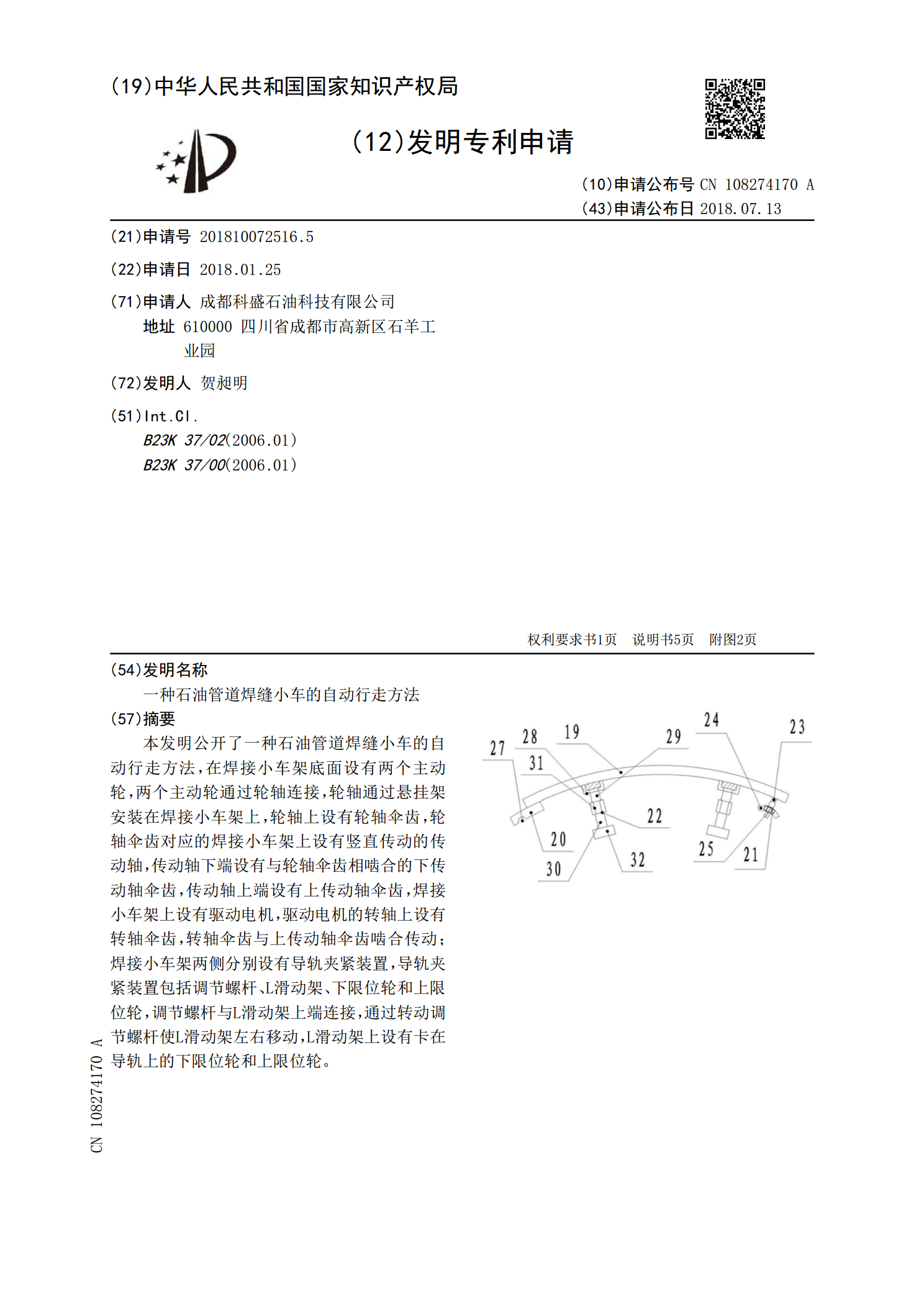
本发明公开了一种石油管道焊缝小车的自动行走方法,在焊接小车架底面设有两个主动轮,两个主动轮通过轮轴连接,轮轴通过悬挂架安装在焊接小车架上,轮轴上设有轮轴伞齿,轮轴伞齿对应的焊接小车架上设有竖直传动的传动轴,传动轴下端设有与轮轴伞齿相啮合的下传动轴伞齿,传动轴上端设有上传动轴伞齿,焊接小车架上设有驱动电机,驱动电机的转轴上设有转轴伞齿,转轴伞齿与上传动轴伞齿啮合传动;焊接小车架两侧分别设有导轨夹紧装置,导轨夹紧装置包括调节螺杆、L滑动架、下限位轮和上限位轮,调节螺杆与L滑动架上端连接,通过转动调节螺杆使L滑
内环焊缝自动焊接行走小车.pdf
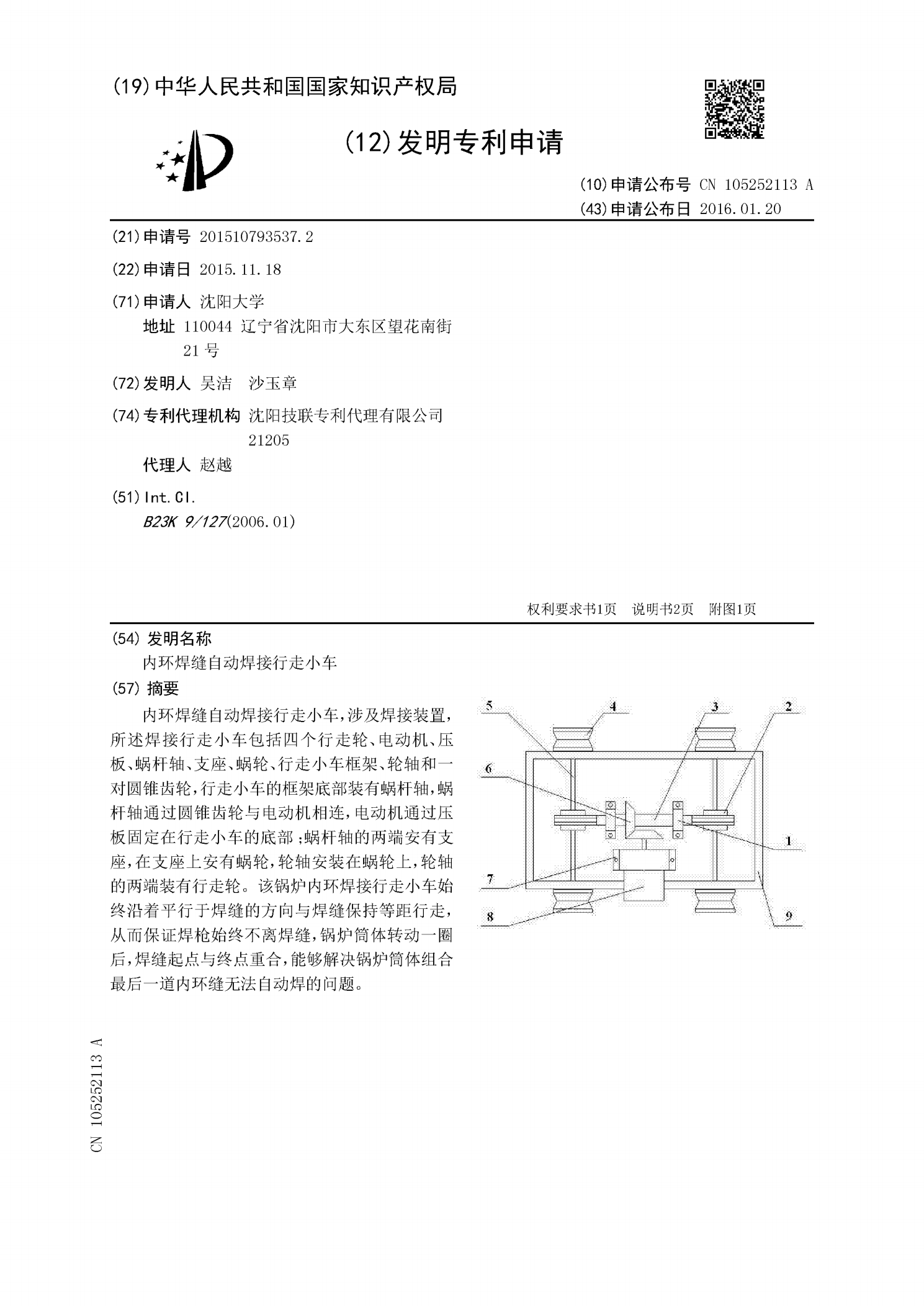
内环焊缝自动焊接行走小车,涉及焊接装置,所述焊接行走小车包括四个行走轮、电动机、压板、蜗杆轴、支座、蜗轮、行走小车框架、轮轴和一对圆锥齿轮,行走小车的框架底部装有蜗杆轴,蜗杆轴通过圆锥齿轮与电动机相连,电动机通过压板固定在行走小车的底部;蜗杆轴的两端安有支座,在支座上安有蜗轮,轮轴安装在蜗轮上,轮轴的两端装有行走轮。该锅炉内环焊接行走小车始终沿着平行于焊缝的方向与焊缝保持等距行走,从而保证焊枪始终不离焊缝,锅炉筒体转动一圈后,焊缝起点与终点重合,能够解决锅炉筒体组合最后一道内环缝无法自动焊的问题。

管道自动焊接小车行走控制的研究.docx
管道自动焊接小车行走控制的研究管道自动焊接小车行走控制的研究摘要:管道自动焊接技术的发展极大地提高了焊接过程的效率和质量。然而,在管道自动焊接过程中,精确的行走控制是至关重要的。本论文旨在研究管道自动焊接小车的行走控制,从而提高管道焊接的自动化水平。关键词:管道自动焊接,小车行走控制,自动化水平1.引言管道自动焊接技术已经广泛应用于建筑、石化、能源等领域。该技术通过使用焊接小车在管道上进行焊接,不仅提高了焊接效率,还降低了人力成本和焊接质量问题。然而,由于管道的特殊形状和精确的焊接要求,小车的行走控制对焊
一种自动换向行走小车.pdf
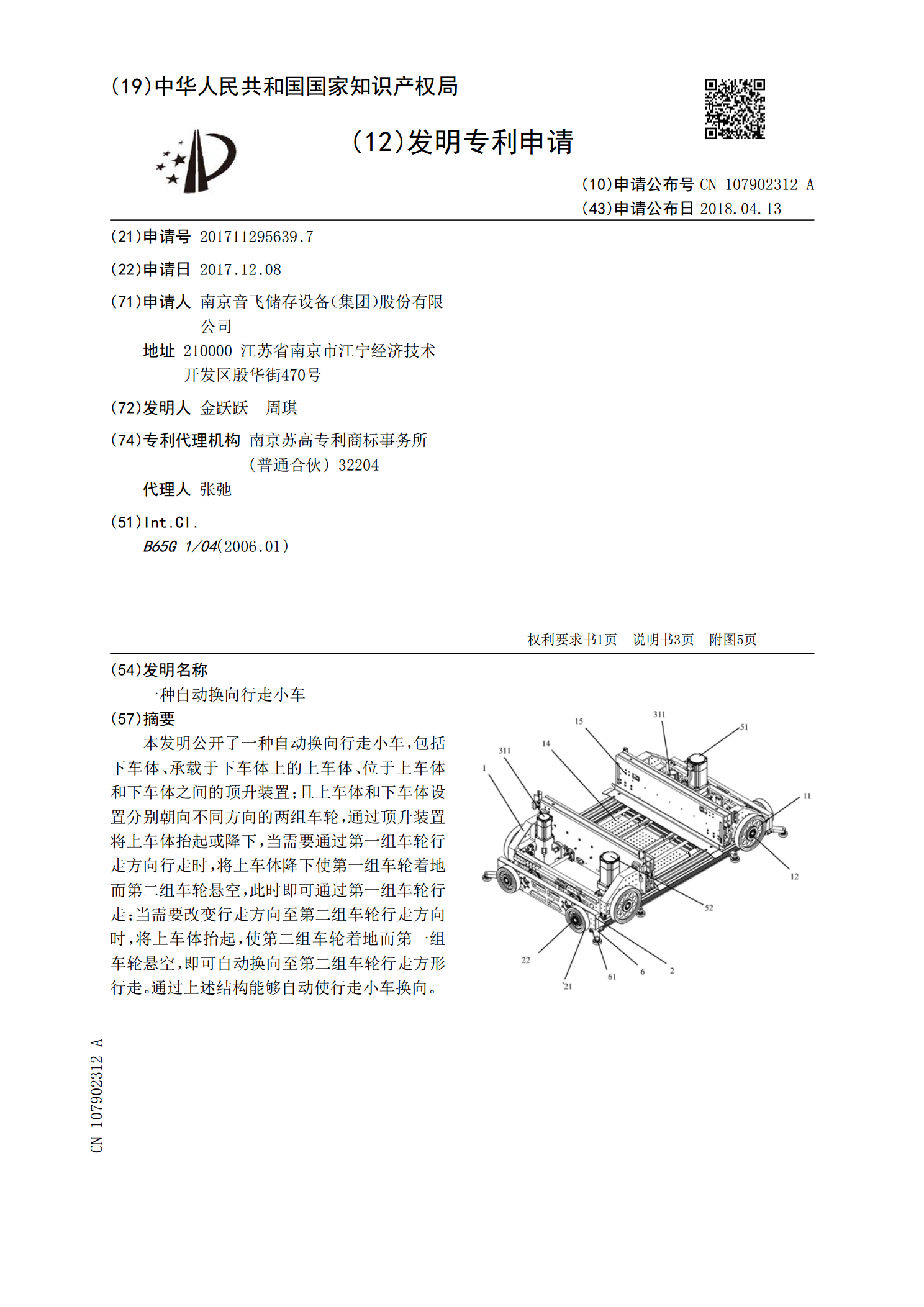
本发明公开了一种自动换向行走小车,包括下车体、承载于下车体上的上车体、位于上车体和下车体之间的顶升装置;且上车体和下车体设置分别朝向不同方向的两组车轮,通过顶升装置将上车体抬起或降下,当需要通过第一组车轮行走方向行走时,将上车体降下使第一组车轮着地而第二组车轮悬空,此时即可通过第一组车轮行走;当需要改变行走方向至第二组车轮行走方向时,将上车体抬起,使第二组车轮着地而第一组车轮悬空,即可自动换向至第二组车轮行走方形行走。通过上述结构能够自动使行走小车换向。

一种可自动行走的原料搬运小车.pdf
本发明公开了一种可自动行走的原料搬运小车,包括物料板,物料板的底面通过缓冲机构连接有至少两个行走轮,物料板的底面中部固定有移动连接块,移动连接块的底面中部具有插接部,插接部插套在设置在物料板下方的行走块上具有的插接孔中,行走块中螺接有转动螺杆,转动螺杆连接伺服电机;物料板的下方设有两个移动轨道,移动轨道包括横向部和限位部,限位部的外侧壁上固定有调节轨道,调节轨道上通过移位机构设置有感应器和电磁铁,缓冲机构上设有与电磁铁的控制轴配合的限位凹槽,物料板的底面固定有检测凸块;物料板的底面连接升降气缸。本发明具有