
多列转子斜槽制造用旋转定位机构及转子斜槽制造装置.pdf

雨星****萌娃


1/10
2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

多列转子斜槽制造用旋转定位机构及转子斜槽制造装置.pdf
本申请公开了一种多列转子斜槽制造用旋转定位机构及转子斜槽制造装置,其中,旋转定位机构包括:蜗杆;与蜗杆啮合的用于同轴设置于旋转座上的涡轮,涡轮与旋转座相对静止;与涡轮同轴布置且相对静止的主动齿轮;至少一个从动齿轮,从动齿轮与主动齿轮具有相同的齿数和模数,每个从动齿轮分别用于与旋转座一一对应相对静止设置;至少一个过渡齿轮,主动齿轮和从动齿轮通过过渡齿轮传递扭矩,主动齿轮和从动齿轮的转动方向相同。该旋转定位机构只需要一个驱动件、一个蜗杆和一个涡轮实现了多列转子斜槽的同步制造,由于通过主动齿轮、过渡齿轮和从动齿

全密封转子铁芯扭斜槽机构.pdf
本发明公开了一种全密封转子铁芯扭斜槽机构,包括凹模、下模座、扭转套以及蜗轮蜗杆机构,所述的凹模通过凹模固定板设置在所述的下模座上方,所述的蜗轮蜗杆机构设置在所述的下模座内形成蜗杆型腔,所述的扭转套通过设置在下模座内的扭转套支撑板机构支撑在所述的下模座内,所述的蜗杆型腔的下模座上开设有加油孔;所述的蜗轮蜗杆机构包括电机、主动轮、从动轮、蜗杆轴以及蜗轮,所述的电机到所述的蜗杆轴之间设置有实现所述的电机到所述的蜗杆轴传动的所述的主动轮和从动轮。本发明稳定可靠,使用寿命长,只需对其进行正常的保养就可使其在模具使用

旋转电机用转子的制造方法以及制造装置.pdf
本发明涉及一种旋转电机用转子的制造方法以及制造装置。无需使用加热炉就能够对固定件进行加热,并且降低加热所需的时间、能量。在将磁铁(24)以及固定件(原材料)(38)插入到转子芯(22)的磁铁安装孔(36)内之后,利用按压装置使电极(56)、(58)与磁铁(24)的两端接触地按压,并且利用通电控制装置(62)通电电流,从而根据由磁铁(24)的电阻产生的发热对固定件(原材料)(38)进行加热。然后,通过该固定件(原材料)(38)的加热所致的膨胀、硬化而磁铁(24)固定于转子芯(22)的磁铁安装孔(36),所以

斜槽转子叠压工装.pdf
本实用新型涉及转子加工技术领域,更具体地说,涉及一种斜槽转子叠压工装,包括叠压底座、中心定位机构、槽样棒和套环;所述叠压底座的中部配合连接中心定位机构,叠压底座的侧部设有与槽样棒插接配合的插接槽;套环套设在叠压底座上,套环内侧面的顶块卡接在叠压底座的插接槽内侧,且顶压在槽样棒的外侧面上;所述中心定位机构包括弧形顶板、内外滑块、内外横轴、推拉连杆、升降座板和旋转螺杆;所述弧形顶板环绕设有多个,多个弧形顶板滑动在叠压底座的顶面上;本实用新型内部设有可以对具有不同直径穿轴孔的转子铁芯进行同轴定位的中心定位机构,
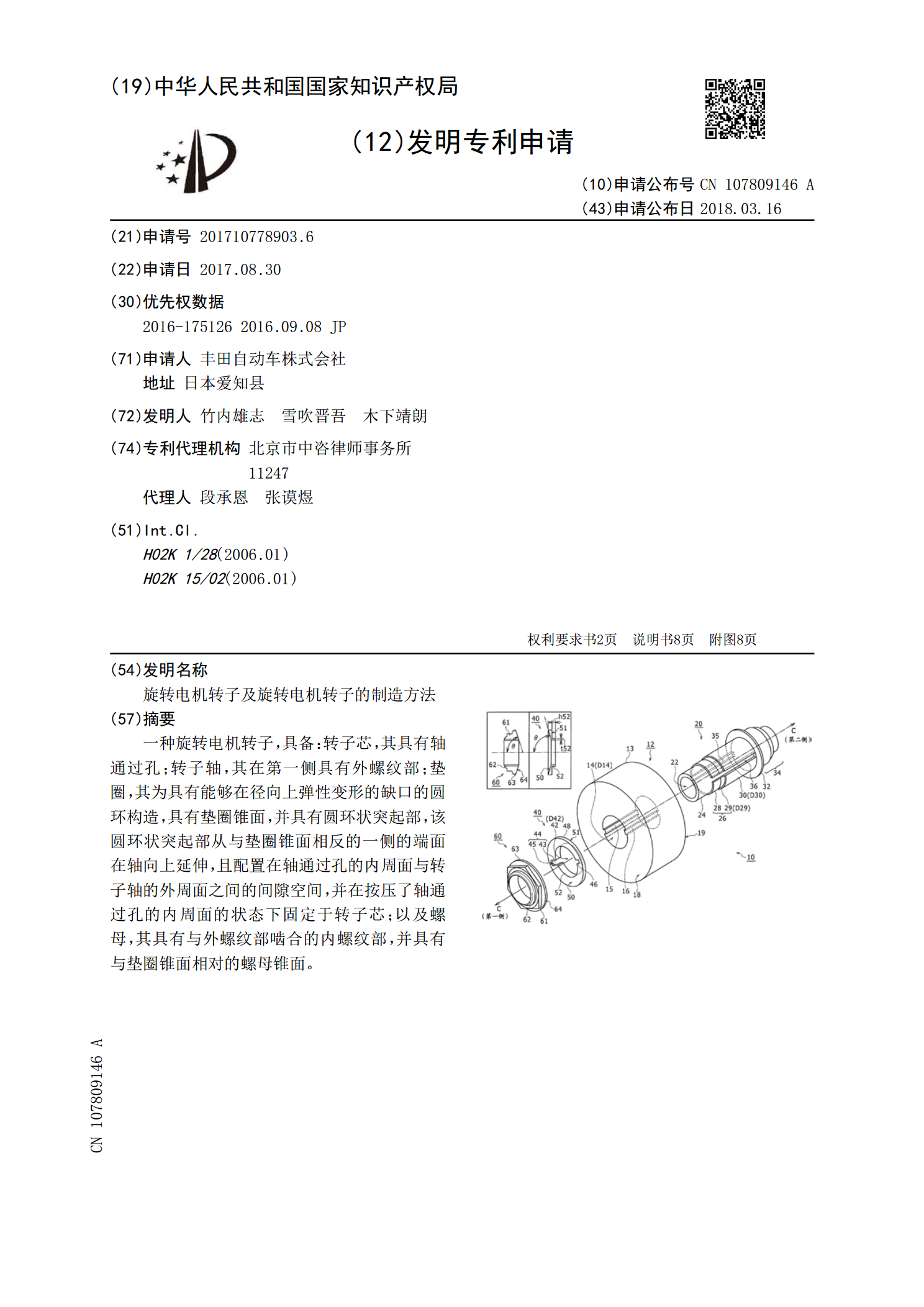
旋转电机转子及旋转电机转子的制造方法.pdf
一种旋转电机转子,具备:转子芯,其具有轴通过孔;转子轴,其在第一侧具有外螺纹部;垫圈,其为具有能够在径向上弹性变形的缺口的圆环构造,具有垫圈锥面,并具有圆环状突起部,该圆环状突起部从与垫圈锥面相反的一侧的端面在轴向上延伸,且配置在轴通过孔的内周面与转子轴的外周面之间的间隙空间,并在按压了轴通过孔的内周面的状态下固定于转子芯;以及螺母,其具有与外螺纹部啮合的内螺纹部,并具有与垫圈锥面相对的螺母锥面。