
硬齿面齿轮精车工艺及其车齿刀具设计方法.pdf

Ja****20

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

硬齿面齿轮精车工艺及其车齿刀具设计方法.pdf
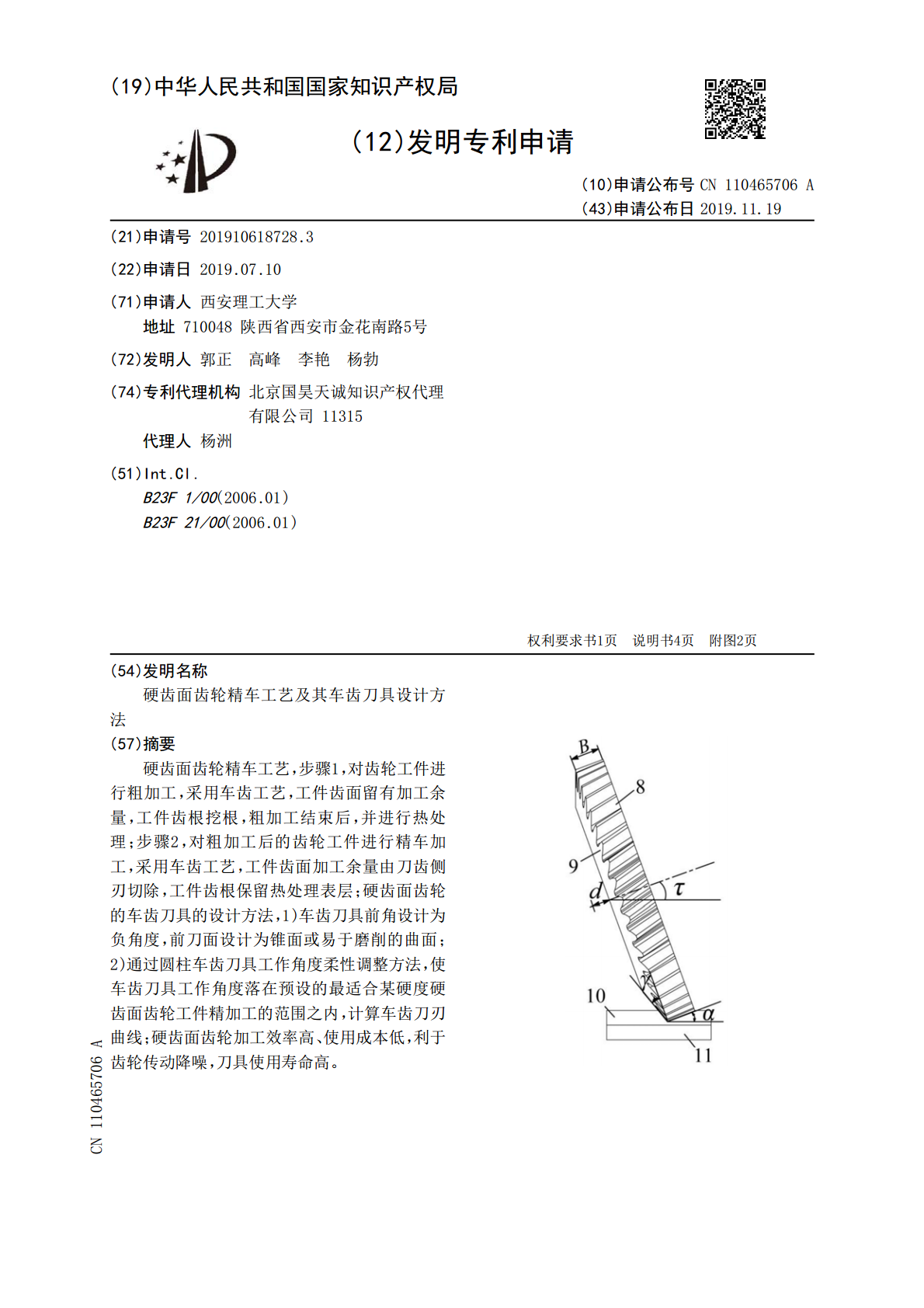
硬齿面齿轮精车工艺,步骤1,对齿轮工件进行粗加工,采用车齿工艺,工件齿面留有加工余量,工件齿根挖根,粗加工结束后,并进行热处理;步骤2,对粗加工后的齿轮工件进行精车加工,采用车齿工艺,工件齿面加工余量由刀齿侧刃切除,工件齿根保留热处理表层;硬齿面齿轮的车齿刀具的设计方法,1)车齿刀具前角设计为负角度,前刀面设计为锥面或易于磨削的曲面;2)通过圆柱车齿刀具工作角度柔性调整方法,使车齿刀具工作角度落在预设的最适合某硬度硬齿面齿轮工件精加工的范围之内,计算车齿刀刃曲线;硬齿面齿轮加工效率高、使用成本低,利于齿轮

一种硬齿面齿轮以及硬齿面齿轮修复工艺.pdf
本发明涉及一种硬齿面齿轮,包括齿轮主体,在齿轮主体的表面有熔覆层;所述熔覆层包括结合层、过渡层、工作层、加工层;所述结合层位于齿轮主体外表面;所述过渡层位于结合层顶面;所述工作层位于过渡层顶面;所述加工层位于工作层顶面。以及公开了一种硬齿面齿轮修复工艺包括前期处理阶段,预处理硬齿面齿轮,使硬齿面齿轮达到修复要求;修复阶段,使硬齿面齿轮表面形成熔覆层;加工阶段,加工经过修复阶段的硬齿面齿轮,使硬齿面齿轮达到修复标准。本发明提供了一种硬齿面齿轮修复工艺,修复硬齿面齿轮表面的磨损、裂痕、切根断齿,使齿轮齿能完全

硬齿面齿轮.docx
硬齿面齿轮硬齿面齿轮作者:刘其勇(重庆齿轮箱有限责任公司)收录来源:新风电【摘要】风力发电增速齿轮箱中,其输入轴承受叶片传过来的轴向力、扭矩和颠覆力矩。中间轴上的齿轮承受输入端传过来的力矩和输出端刹车时传过来的刹车力矩。输出轴上的齿轮承受中间轴传过来的扭矩,同时也承受输出端刹车时带来的刹车力矩。 一、简述齿轮箱输入轴、中间轴和输出轴上各种齿轮的受力分析风力发电增速齿轮箱中,其输入轴承受叶片传过来的轴向力、扭矩和颠覆力矩。中间轴上的齿轮承受输入端传过来的力矩和输出端刹车时传过来的刹车力矩。输出轴上

硬齿面齿轮.docx
硬齿面齿轮硬齿面齿轮作者:刘其勇(重庆齿轮箱有限责任公司)收录来源:新风电【摘要】风力发电增速齿轮箱中,其输入轴承受叶片传过来的轴向力、扭矩和颠覆力矩。中间轴上的齿轮承受输入端传过来的力矩和输出端刹车时传过来的刹车力矩。输出轴上的齿轮承受中间轴传过来的扭矩,同时也承受输出端刹车时带来的刹车力矩。 一、简述齿轮箱输入轴、中间轴和输出轴上各种齿轮的受力分析风力发电增速齿轮箱中,其输入轴承受叶片传过来的轴向力、扭矩和颠覆力矩。中间轴上的齿轮承受输入端传过来的力矩和输出端刹车时传过来的刹车力矩。输出轴上
一种面齿轮车齿加工方法.pdf
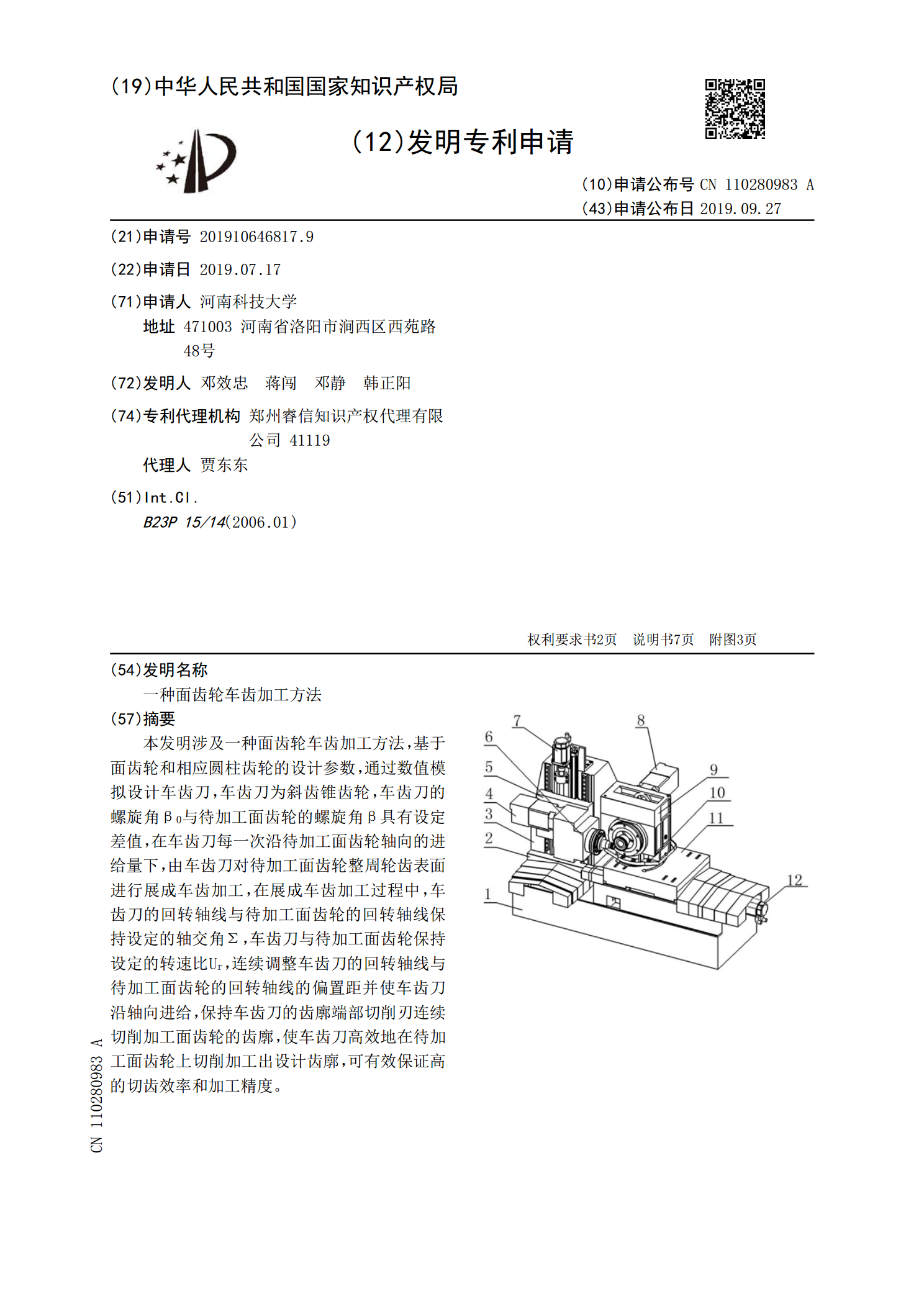
本发明涉及一种面齿轮车齿加工方法,基于面齿轮和相应圆柱齿轮的设计参数,通过数值模拟设计车齿刀,车齿刀为斜齿锥齿轮,车齿刀的螺旋角β