
一种用于大型回转筒体的大齿轮锯齿的加工工艺.pdf

哲妍****彩妍


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于大型回转筒体的大齿轮锯齿的加工工艺.pdf
本发明公开了一种用于大型回转筒体的大齿轮锯齿的加工工艺,包括以下步骤,领料、齿坯粗车、对粗车的大齿轮按要求粗滚前进行等分划线,做好加工区域标记,对锯齿加工区域进行锯加工,然后用滚齿机进行滚齿作业,直至加工完成。该用于大型回转筒体的大齿轮锯齿的加工工艺降低了生产成本,同时也节省了设备维护成本。

一种大型薄壁筒体加工防变形工艺.pdf
本发明公开了一种大型薄壁筒体加工时防变形工艺,包括以下步骤,首先,筒体及轮带垫板放在车床上,精加工后获得符合要求的筒体圆度;然后筒体上套装工艺圈,在圆周上用不少于24个M30×2细牙螺纹的螺栓支撑抵住筒体,使其保持车床加工后的圆度;安装工艺圈后,在筒体内进行后续吊装、筒壁开孔,安装扬料铲;安装完成后,即可拧松螺栓,拆卸掉工艺圈,安装筒体的轮带部件。该大型薄壁筒体加工时防变形工艺在后续加工时可确保筒体不变形。
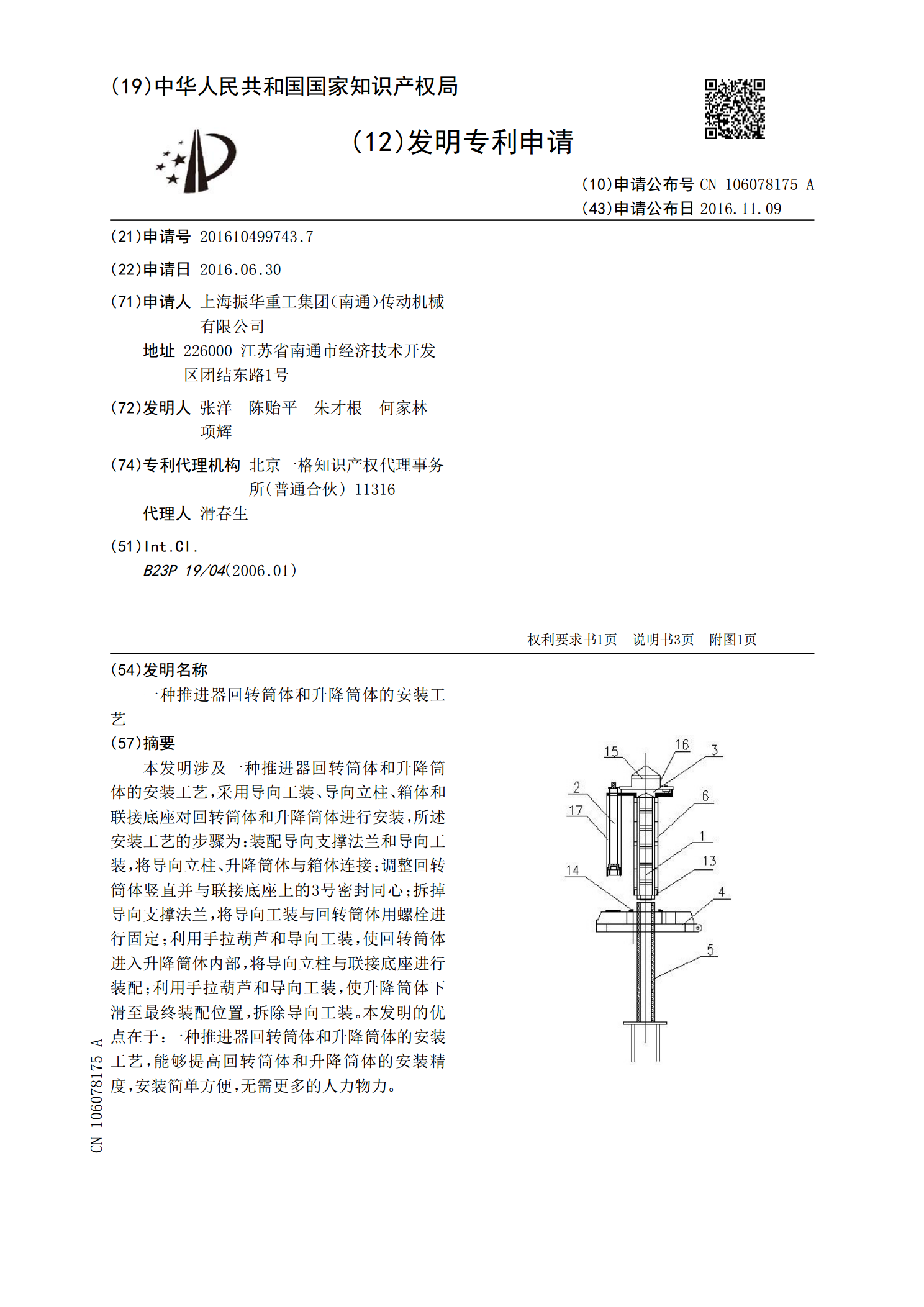
一种推进器回转筒体和升降筒体的安装工艺.pdf
本发明涉及一种推进器回转筒体和升降筒体的安装工艺,采用导向工装、导向立柱、箱体和联接底座对回转筒体和升降筒体进行安装,所述安装工艺的步骤为:装配导向支撑法兰和导向工装,将导向立柱、升降筒体与箱体连接;调整回转筒体竖直并与联接底座上的3号密封同心;拆掉导向支撑法兰,将导向工装与回转筒体用螺栓进行固定;利用手拉葫芦和导向工装,使回转筒体进入升降筒体内部,将导向立柱与联接底座进行装配;利用手拉葫芦和导向工装,使升降筒体下滑至最终装配位置,拆除导向工装。本发明的优点在于:一种推进器回转筒体和升降筒体的安装工艺,能
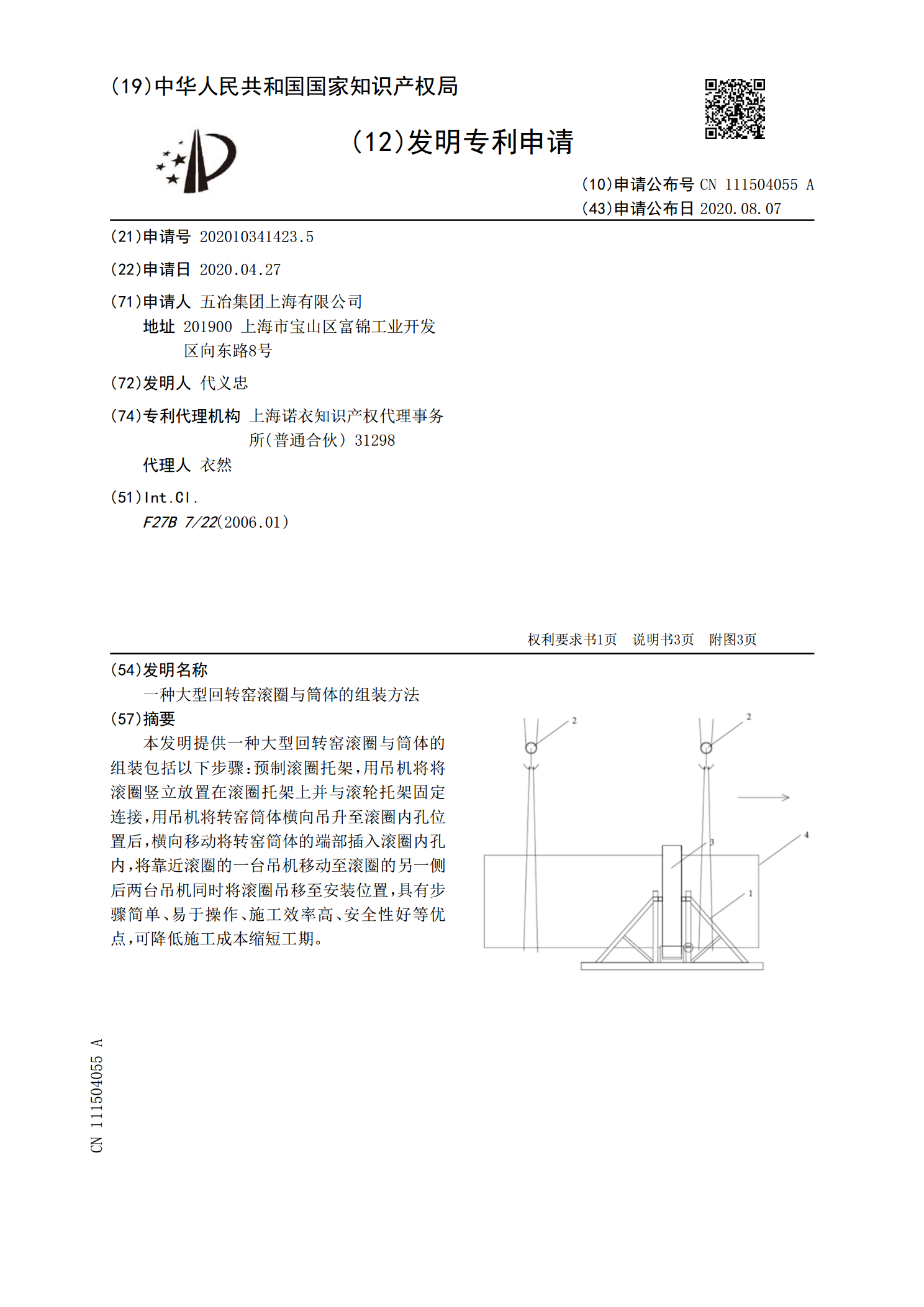
一种大型回转窑滚圈与筒体的组装方法.pdf
本发明提供一种大型回转窑滚圈与筒体的组装包括以下步骤:预制滚圈托架,用吊机将将滚圈竖立放置在滚圈托架上并与滚轮托架固定连接,用吊机将转窑筒体横向吊升至滚圈内孔位置后,横向移动将转窑筒体的端部插入滚圈内孔内,将靠近滚圈的一台吊机移动至滚圈的另一侧后两台吊机同时将滚圈吊移至安装位置,具有步骤简单、易于操作、施工效率高、安全性好等优点,可降低施工成本缩短工期。

大型回转窑筒体强度分析.docx
大型回转窑筒体强度分析大型回转窑是一种重要的工业炉,因其具有高效、节能、环保等特点,被广泛应用于建材、冶金、化工等行业。回转窑的主体设备是筒体,筒体的强度是影响其安全运行的关键因素。因此,对大型回转窑筒体的强度进行分析具有重要的实际意义。1.大型回转窑筒体结构特点大型回转窑筒体是一个直径较大、长度相对较小的圆筒形结构,其主要结构特点包括:(1)筒体形式多样,常见的有单筒、双筒、三筒等形式;(2)壁厚较大,一般在70-100mm左右;(3)筒体上还设置有各种附件,如进料斗、出料斗、燃烧器等;(4)筒体在使用