
用于制造管的方法和注塑成型装置.pdf

Ja****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于制造管的方法和注塑成型装置.pdf
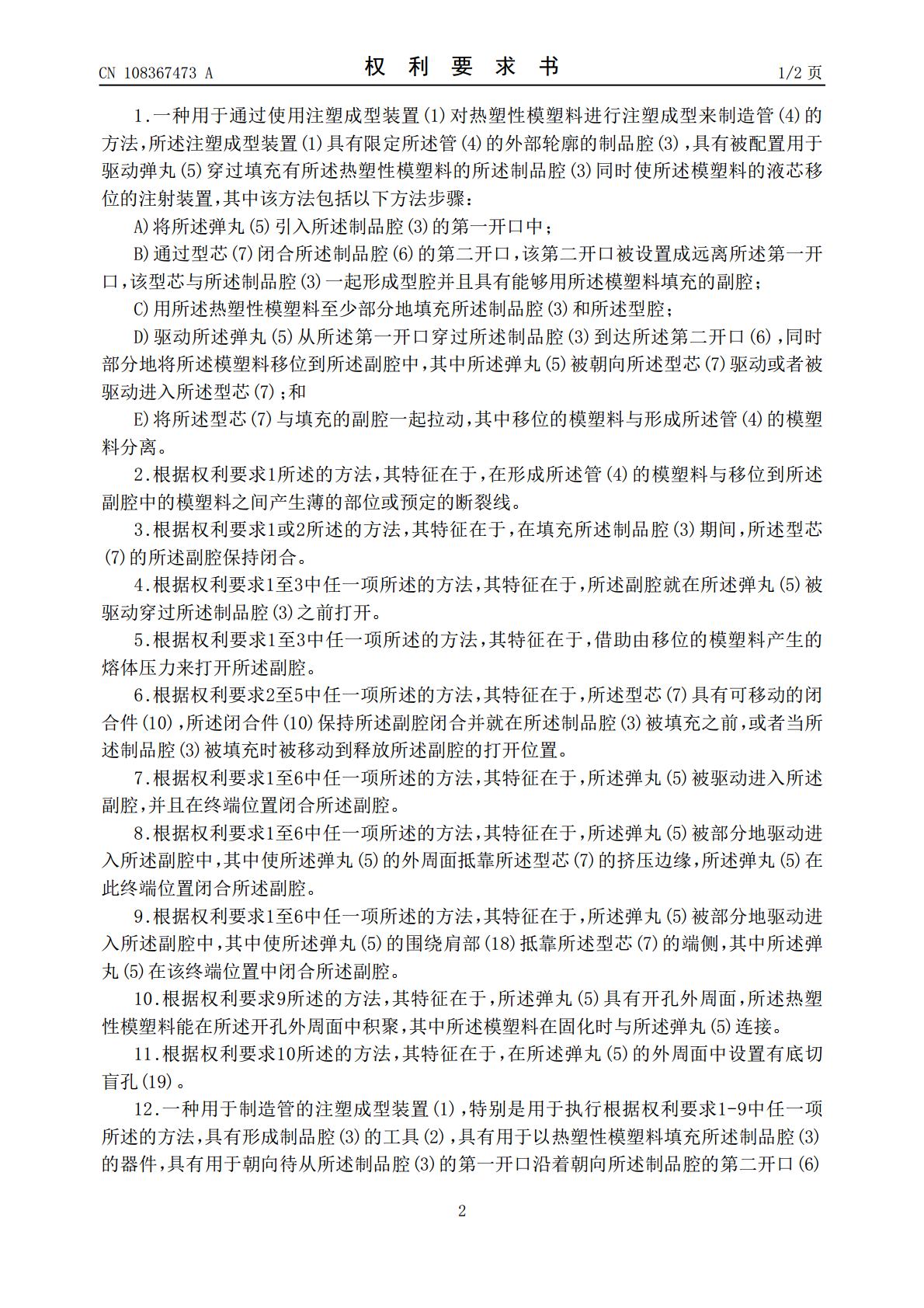
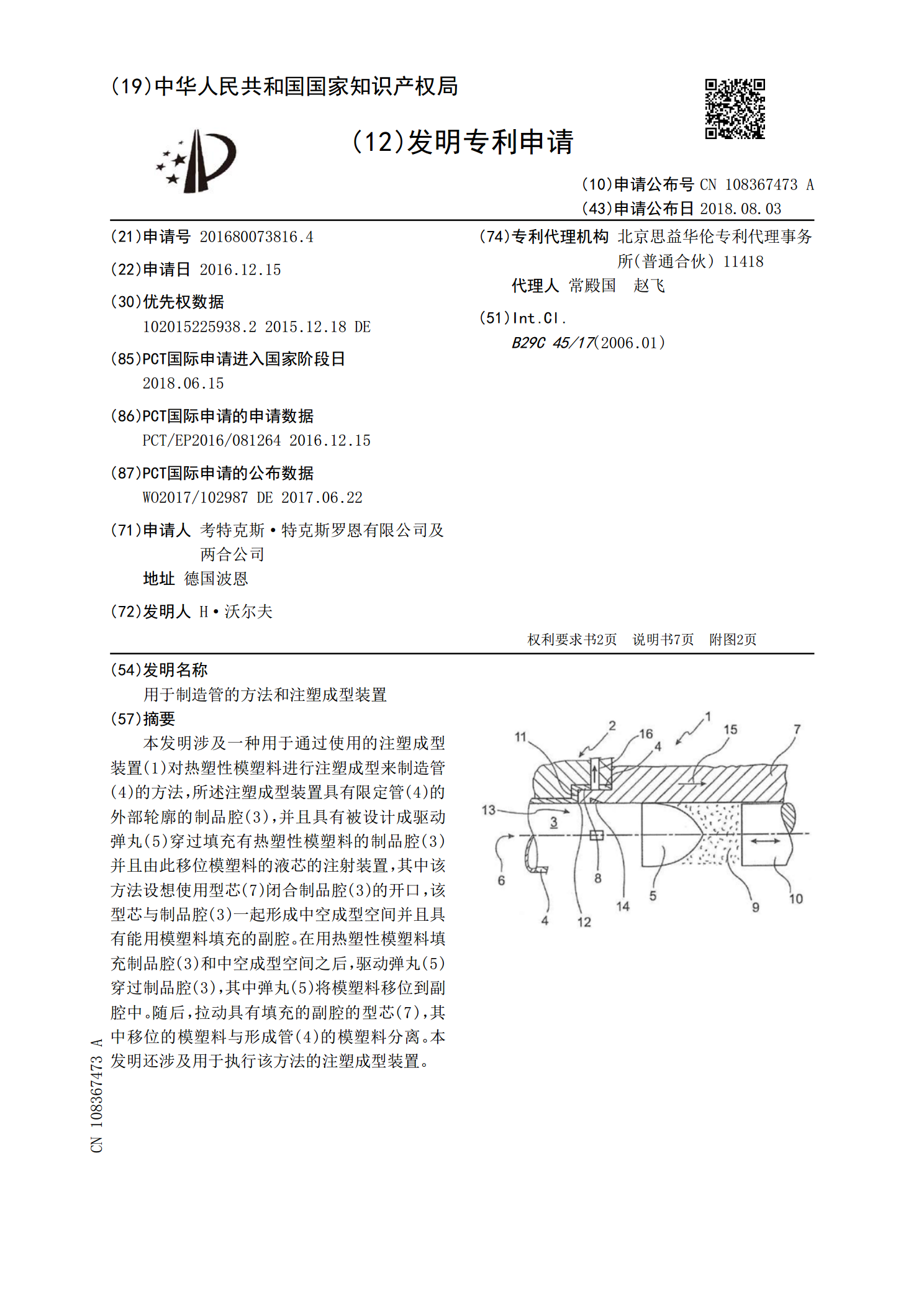
本发明涉及一种用于通过使用的注塑成型装置(1)对热塑性模塑料进行注塑成型来制造管(4)的方法,所述注塑成型装置具有限定管(4)的外部轮廓的制品腔(3),并且具有被设计成驱动弹丸(5)穿过填充有热塑性模塑料的制品腔(3)并且由此移位模塑料的液芯的注射装置,其中该方法设想使用型芯(7)闭合制品腔(3)的开口,该型芯与制品腔(3)一起形成中空成型空间并且具有能用模塑料填充的副腔。在用热塑性模塑料填充制品腔(3)和中空成型空间之后,驱动弹丸(5)穿过制品腔(3),其中弹丸(5)将模塑料移位到副腔中。随后,拉动具有
用于制造锻压的钢板成型构件的方法和热成型装置.pdf
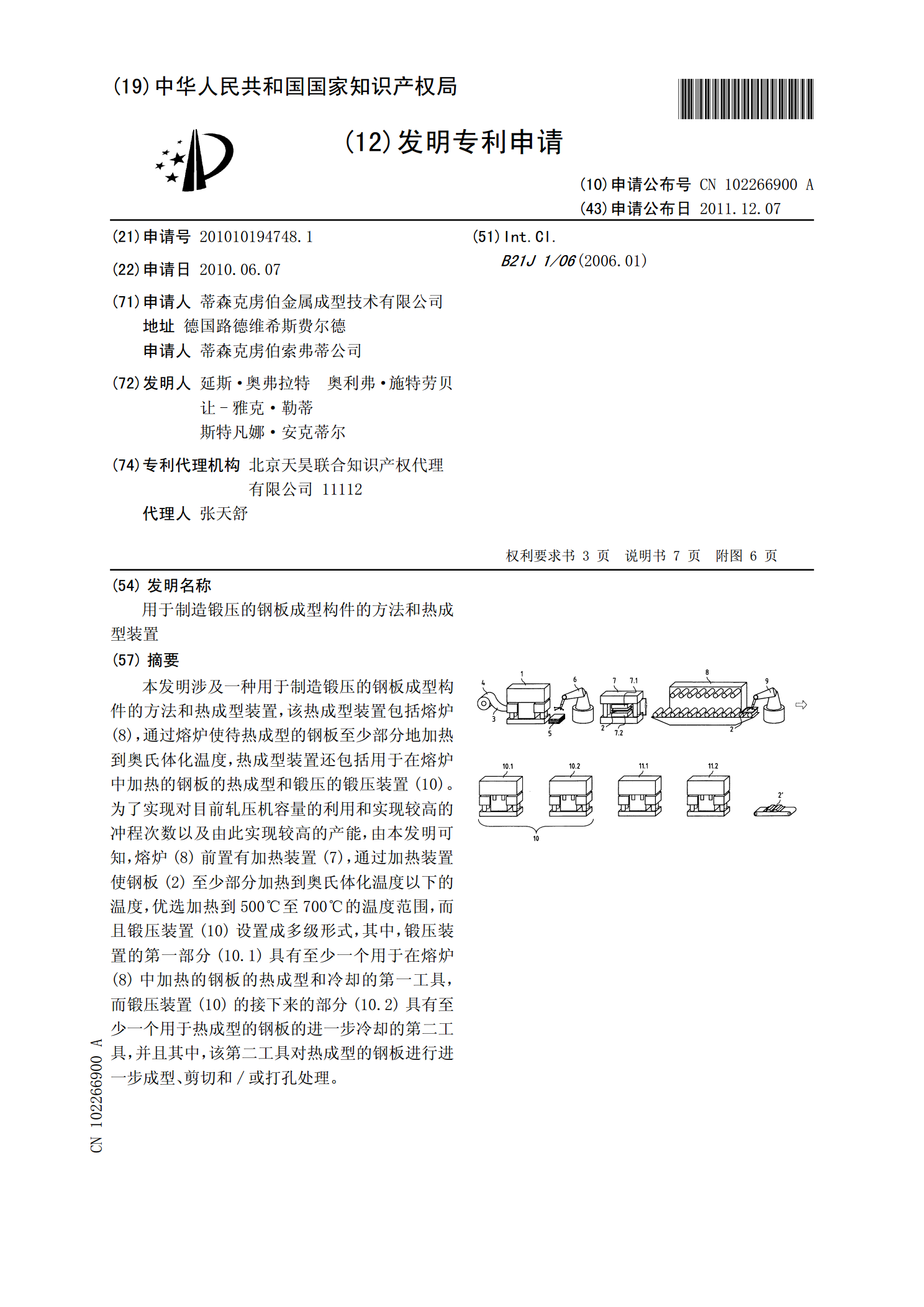
本发明涉及一种用于制造锻压的钢板成型构件的方法和热成型装置,该热成型装置包括熔炉(8),通过熔炉使待热成型的钢板至少部分地加热到奥氏体化温度,热成型装置还包括用于在熔炉中加热的钢板的热成型和锻压的锻压装置(10)。为了实现对目前轧压机容量的利用和实现较高的冲程次数以及由此实现较高的产能,由本发明可知,熔炉(8)前置有加热装置(7),通过加热装置使钢板(2)至少部分加热到奥氏体化温度以下的温度,优选加热到500℃至700℃的温度范围,而且锻压装置(10)设置成多级形式,其中,锻压装置的第一部分(10.1)具
用于制造注塑件的注塑模具和用于制造注塑件的方法.pdf
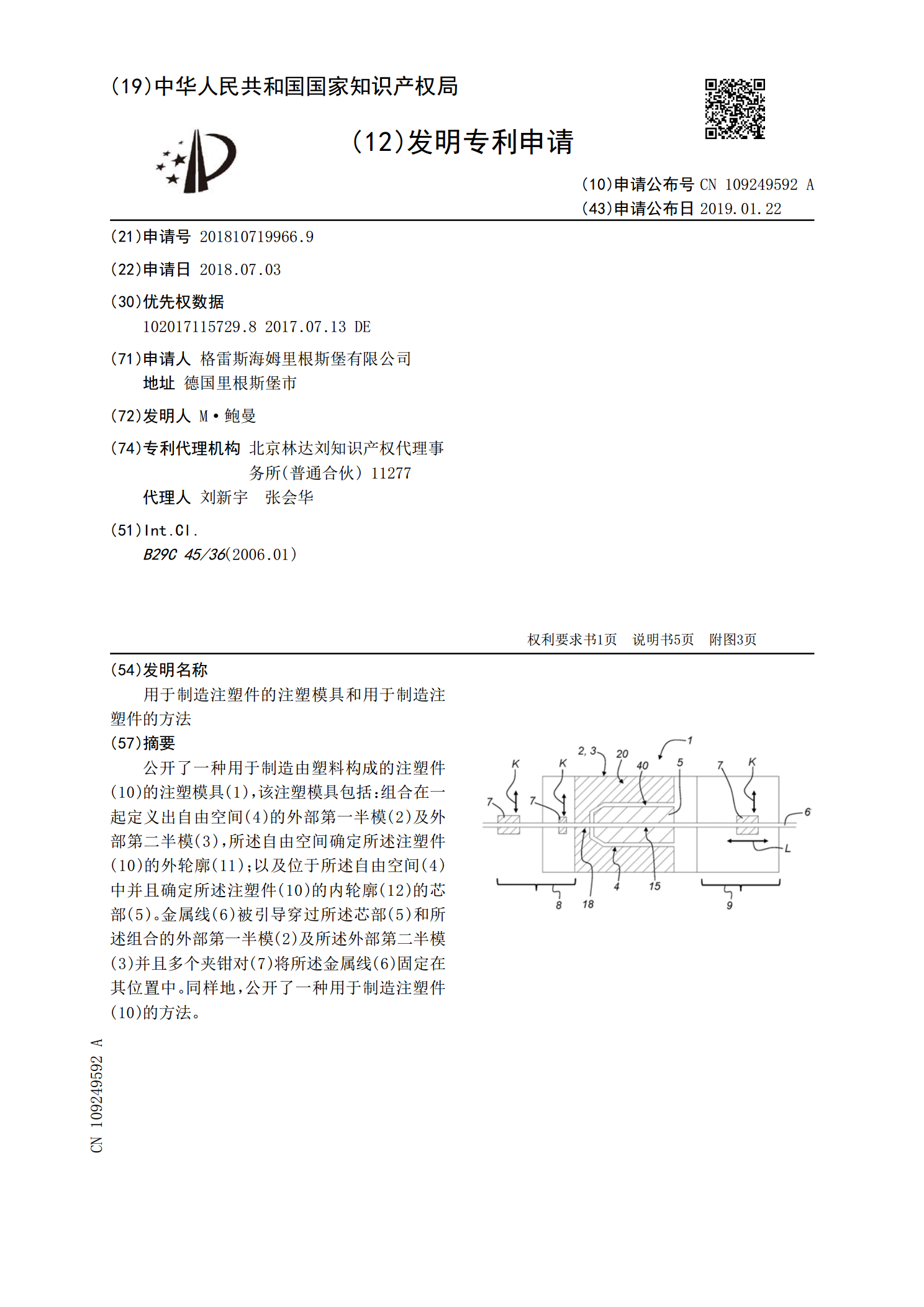
公开了一种用于制造由塑料构成的注塑件(10)的注塑模具(1),该注塑模具包括:组合在一起定义出自由空间(4)的外部第一半模(2)及外部第二半模(3),所述自由空间确定所述注塑件(10)的外轮廓(11);以及位于所述自由空间(4)中并且确定所述注塑件(10)的内轮廓(12)的芯部(5)。金属线(6)被引导穿过所述芯部(5)和所述组合的外部第一半模(2)及所述外部第二半模(3)并且多个夹钳对(7)将所述金属线(6)固定在其位置中。同样地,公开了一种用于制造注塑件(10)的方法。
成型体制造方法和成型体制造装置.pdf
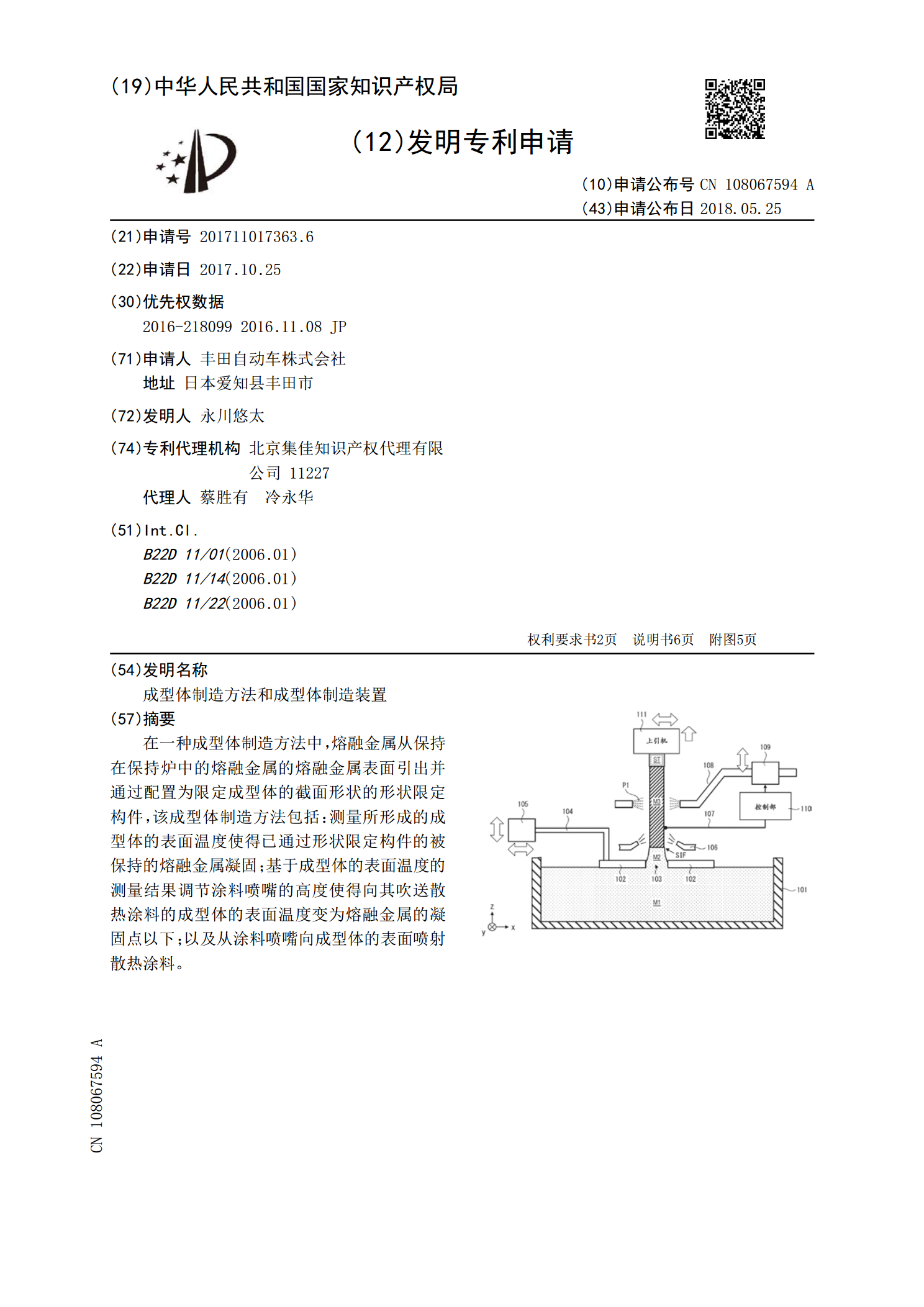
在一种成型体制造方法中,熔融金属从保持在保持炉中的熔融金属的熔融金属表面引出并通过配置为限定成型体的截面形状的形状限定构件,该成型体制造方法包括:测量所形成的成型体的表面温度使得已通过形状限定构件的被保持的熔融金属凝固;基于成型体的表面温度的测量结果调节涂料喷嘴的高度使得向其吹送散热涂料的成型体的表面温度变为熔融金属的凝固点以下;以及从涂料喷嘴向成型体的表面喷射散热涂料。
一种用于制造注塑成型件的方法.pdf
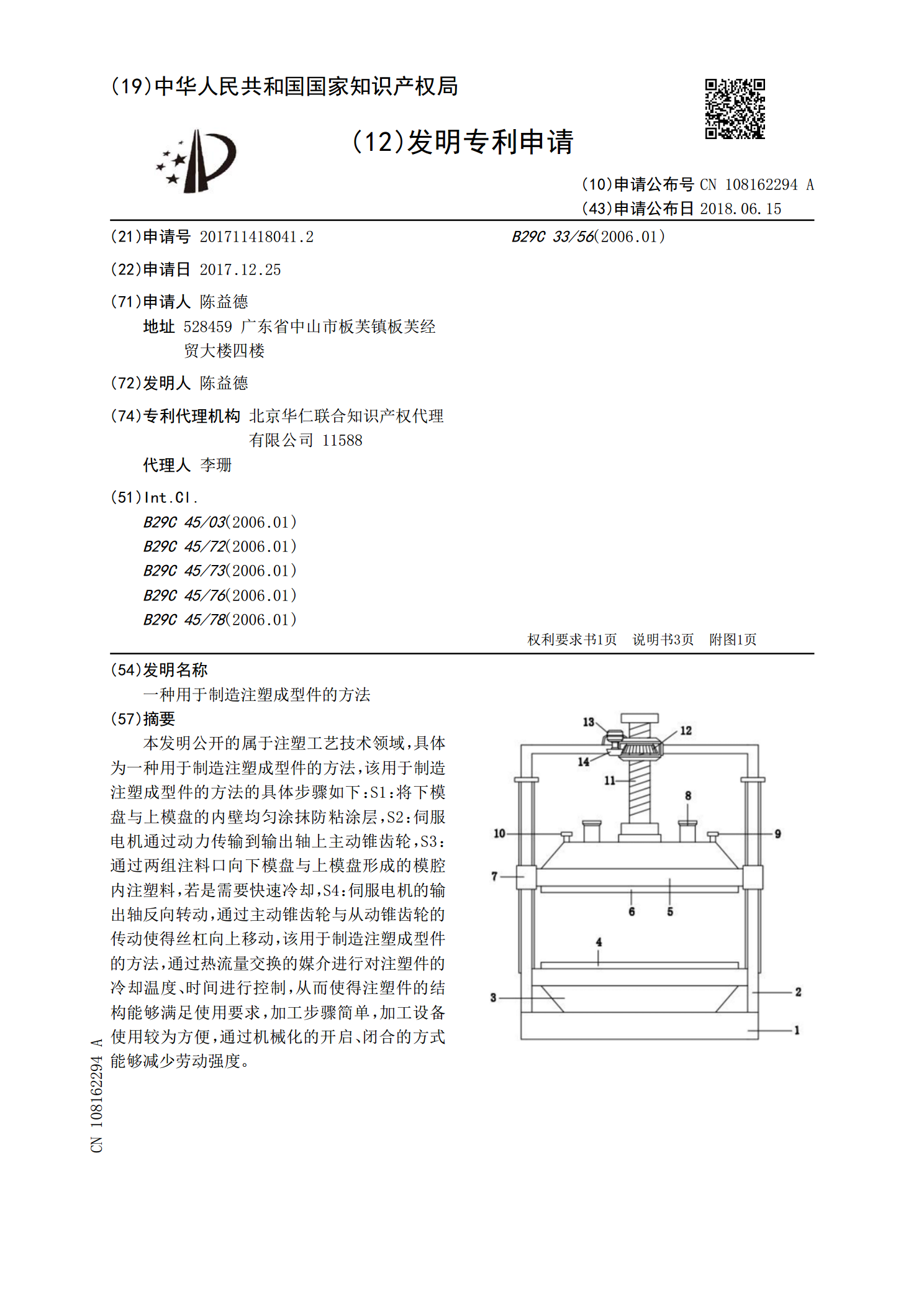
本发明公开的属于注塑工艺技术领域,具体为一种用于制造注塑成型件的方法,该用于制造注塑成型件的方法的具体步骤如下:S1:将下模盘与上模盘的内壁均匀涂抹防粘涂层,S2:伺服电机通过动力传输到输出轴上主动锥齿轮,S3:通过两组注料口向下模盘与上模盘形成的模腔内注塑料,若是需要快速冷却,S4:伺服电机的输出轴反向转动,通过主动锥齿轮与从动锥齿轮的传动使得丝杠向上移动,该用于制造注塑成型件的方法,通过热流量交换的媒介进行对注塑件的冷却温度、时间进行控制,从而使得注塑件的结构能够满足使用要求,加工步骤简单,加工设备使