
冲压零件常见缺陷分析PPT课件.ppt

天马****23


1/10

2/10

3/10

4/10
5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共40页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冲压零件常见缺陷分析PPT课件.ppt
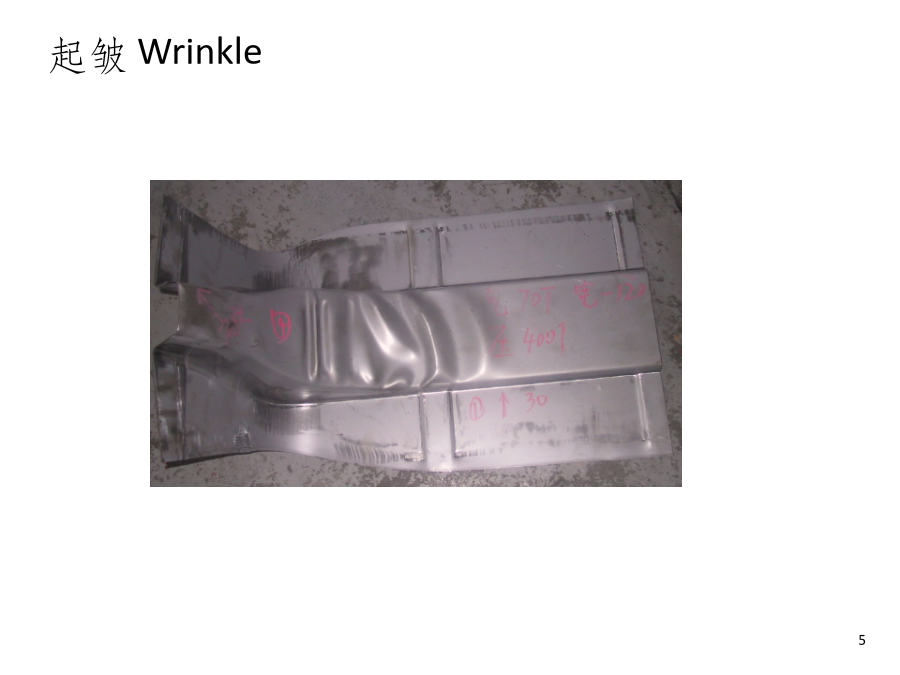
冲压零件常见缺陷分析StampingpartsCommondefectsanaylse模具开发基本流程Diesprojectflow产品数模零件常见问题Commondefects起皱Wrinkle主要原因:由于板料受到挤压,当平面方向的主、次应力达到一定程度时,厚度方向失稳,从而产生起皱现象。Mainreason:Theblankhavebeenextrusion,theMajorstrain,minorstraingotoworst,Thicknessdirectionofinstability,bri

冲压常见缺陷及措施ppt课件.ppt
第一节金属塑性成型件质量检验的目的第二节金属塑性成型件缺陷的分类二.按产生缺陷的工序和过程第三节金属塑性成型件质量检验的内容二.锻造成型件质量检验的内容检验项目第四节金属塑性成型件质量检验标准及方法2.冲压件内部质量检验3.冲压件精度检验二.各种冲压成型件质量缺陷形式及检验标准弯曲件的质量缺陷形式孔不同心:弯曲时毛坯产生了滑动,故引起中心线错移弯曲后的弹复使孔中心倾斜。尺寸偏移:毛坯在向凹模滑动时,两边受到的摩擦阻力不相等,故发生尺寸偏移。以不对称形状压弯件为显著。弯曲端鼓起:弯曲时中性层内侧的金属层、纵

常见冲压问题及解决—产生冲压件质量缺陷的分析PPT课件.ppt
常见冲压质量问题及解决——产生冲压件质量缺陷的分析培训内容总括冲裁是利用模具使板料分离的冲压工序。冲裁件常见缺陷有:毛刺、制件表面翘曲、尺寸超差。1、毛刺在板料冲裁中,产生不同程度的毛刺,一般来讲是很难避免的,但是提高制件的工艺性,改善冲压条件,就能减小毛刺。产生毛刺的原因主要有以下几方面:1.1间隙冲裁间隙过大、过小或不均匀均可产生毛刺。影响间隙过大、过小或不均匀的有如下因素:a模具制造误差-冲模零件加工不符合图纸、底板平行度不好等;b模具装配误差-导向部分间隙大、凸凹模装配不同心等;c压力机精度差—如
常见冲压问题及解决产生冲压件质量缺陷的分析ppt课件.ppt
常见冲压质量问题及解决——产生冲压件质量缺陷的分析培训内容总括冲裁是利用模具使板料分离的冲压工序。冲裁件常见缺陷有:毛刺、制件表面翘曲、尺寸超差。1、毛刺在板料冲裁中,产生不同程度的毛刺,一般来讲是很难避免的,但是提高制件的工艺性,改善冲压条件,就能减小毛刺。产生毛刺的原因主要有以下几方面:1.1间隙冲裁间隙过大、过小或不均匀均可产生毛刺。影响间隙过大、过小或不均匀的有如下因素:a模具制造误差-冲模零件加工不符合图纸、底板平行度不好等;b模具装配误差-导向部分间隙大、凸凹模装配不同心等;c压力机精度差—如

冲压件常见的缺陷及处理ppt课件.ppt
冲压件常见的缺陷及处理1.)垫废料垫废料:由于生产过程中,未及时清理废料,导致将冲孔废料带到工作区所致。在冲孔序出现垫废料几率最高。预防措施:及时清理废料2.)起皱起皱原因:主要原因是凸缘部分压边力太大,无法抵制过大的切向压应力而引起的切向变形,因而失去稳定后,形成皱纹预防措施:主要方法是加大压边圈的压边力和适当加大材料的厚度,使其拉深时,坯料在模具中始终处于稳定状态变形,即可减少皱纹发生。3.)拉毛(拉延痕)拉毛拉痕4.)划伤5.)少孔,孔变形,孔未冲透孔变形孔未冲透6.)压痕7.)变薄(颈缩、拉薄)、