
冲压件常见的缺陷及处理ppt课件.ppt

lj****88

1/10
2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冲压件常见的缺陷及处理ppt课件.ppt
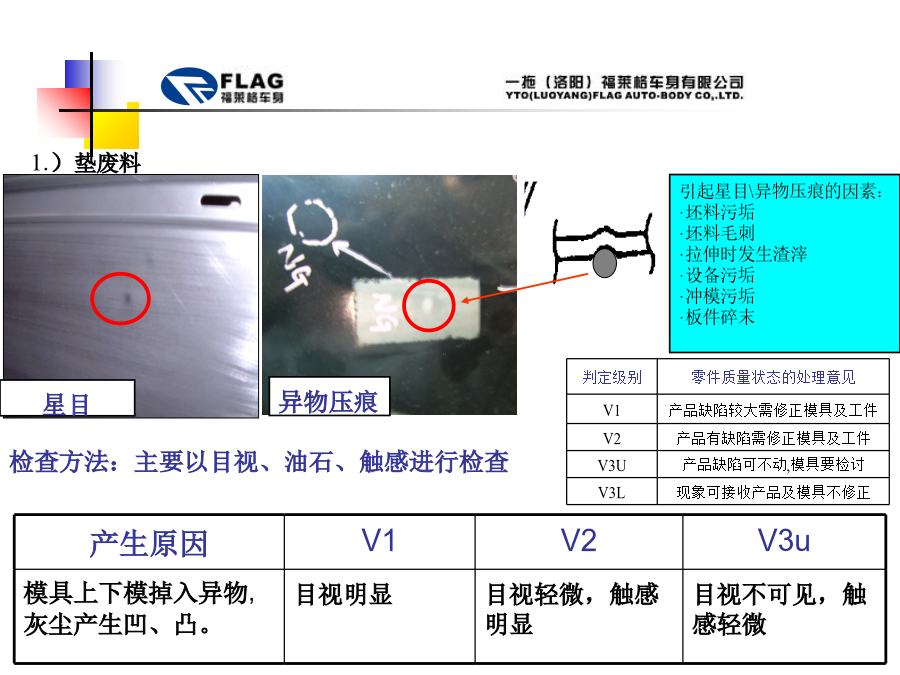
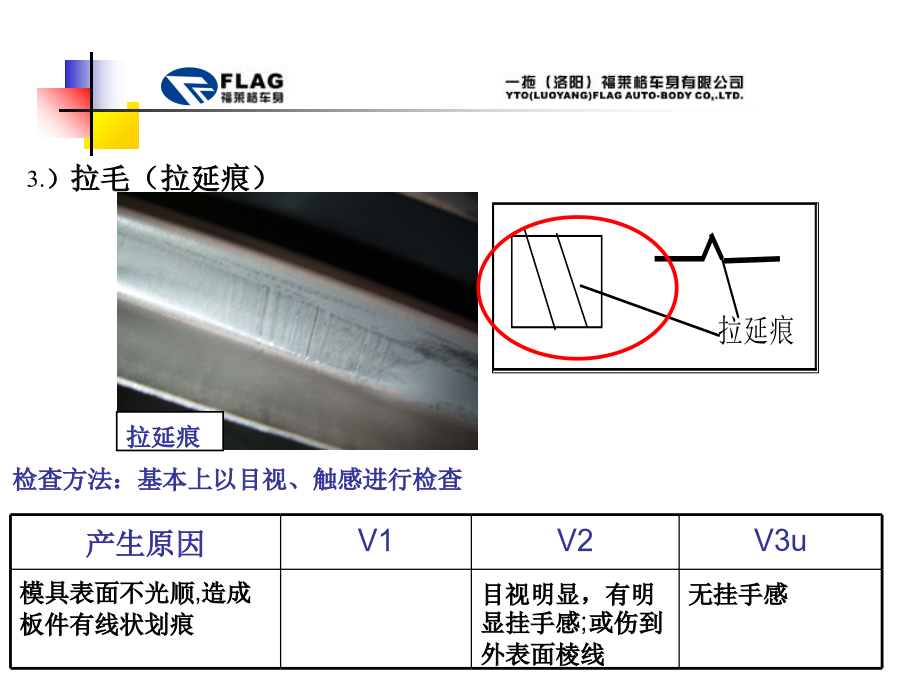
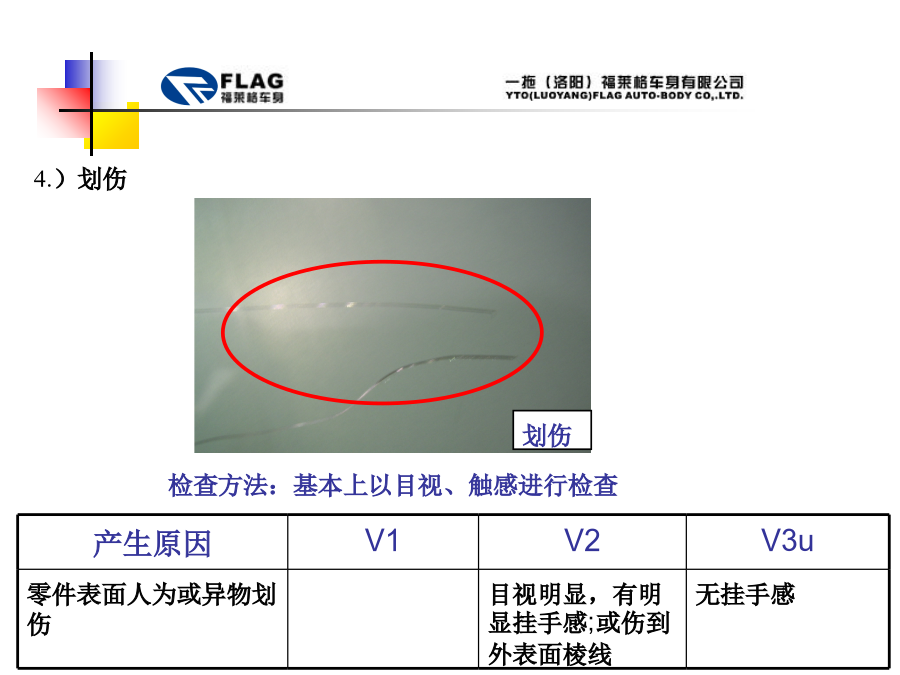
冲压件常见的缺陷及处理1.)垫废料垫废料:由于生产过程中,未及时清理废料,导致将冲孔废料带到工作区所致。在冲孔序出现垫废料几率最高。预防措施:及时清理废料2.)起皱起皱原因:主要原因是凸缘部分压边力太大,无法抵制过大的切向压应力而引起的切向变形,因而失去稳定后,形成皱纹预防措施:主要方法是加大压边圈的压边力和适当加大材料的厚度,使其拉深时,坯料在模具中始终处于稳定状态变形,即可减少皱纹发生。3.)拉毛(拉延痕)拉毛拉痕4.)划伤5.)少孔,孔变形,孔未冲透孔变形孔未冲透6.)压痕7.)变薄(颈缩、拉薄)、

冲压件常见的缺陷及处理.ppt
冲压件常见的缺陷及处理1.)垫废料垫废料:由于生产过程中,未及时清理废料,导致将冲孔废料带到工作区所致。在冲孔序出现垫废料几率最高。预防措施:及时清理废料2.)起皱起皱原因:主要原因是凸缘部分压边力太大,无法抵制过大的切向压应力而引起的切向变形,因而失去稳定后,形成皱纹预防措施:主要方法是加大压边圈的压边力和适当加大材料的厚度,使其拉深时,坯料在模具中始终处于稳定状态变形,即可减少皱纹发生。3.)拉毛(拉延痕)拉毛拉痕4.)划伤5.)少孔,孔变形,孔未冲透孔变形孔未冲透6.)压痕7.)变薄(颈缩、拉薄)、
冲压件常见的缺陷及处理.ppt
冲压件常见的缺陷及处理1.)垫废料2.)起皱起皱原因:主要原因是凸缘部分压边力太大,无法抵制过大的切向压应力而引起的切向变形,因而失去稳定后,形成皱纹预防措施:主要方法是加大压边圈的压边力和适当加大材料的厚度,使其拉深时,坯料在模具中始终处于稳定状态变形,即可减少皱纹发生。3.)拉毛(拉延痕)拉毛拉痕4.)划伤5.)少孔,孔变形,孔未冲透孔变形孔未冲透6.)压痕7.)变薄(颈缩、拉薄)、暗伤暗伤8.)拉裂拉裂9.)叠料10.)毛刺毛刺11.)到底标识不清晰12.)材料镀层脱落,表面粗糙冲压工序中易产生的缺

冲压件常见质量缺陷及检测ppt课件.ppt
废品产生的原因分析预防废品的主要措施落料件的自检项目修边、冲孔的自检整形的自检横梁、连接板的自检其它缺陷1、凸凹不平2、孔偏3、少孔4、孔变形5、拉深不到位6、折边不良7、压印8、碰伤、划伤拉延件常见质量问题拉延件自检项目此课件下载可自行编辑修改,供参考!感谢您的支持,我们努力做得更好!

冲压件常见的缺陷专题培训课件.ppt
常见的外观缺陷及处理1.)锈蚀、混件、毛刺--11.)锈蚀、混件、毛刺--22.)起皱、叠料--12.)起皱、叠料--23.)变形(突起、凹陷、孔变形、形状不符)、拉毛(拉延痕)--1检查方法:基本上以目视、触感进行检查4.)压痕(划伤、碰伤、压印)--15.)漏序(少孔、孔未冲透、未整型、漏焊/压接螺母、未切断、未倒角、未打凸点、未打磨、漏漆膜)--15.)漏序(少孔、孔未冲透、未整型、漏焊/压接螺母、未切断、未倒角、未打凸点、未打磨、漏漆膜)--2130G漏冲孔72/73076漏切断8RD505380