
一种完全拼装式磁齿轮调制环及其拼装方法.pdf

美丽****ka


1/10

2/10

3/10

4/10
5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种完全拼装式磁齿轮调制环及其拼装方法.pdf
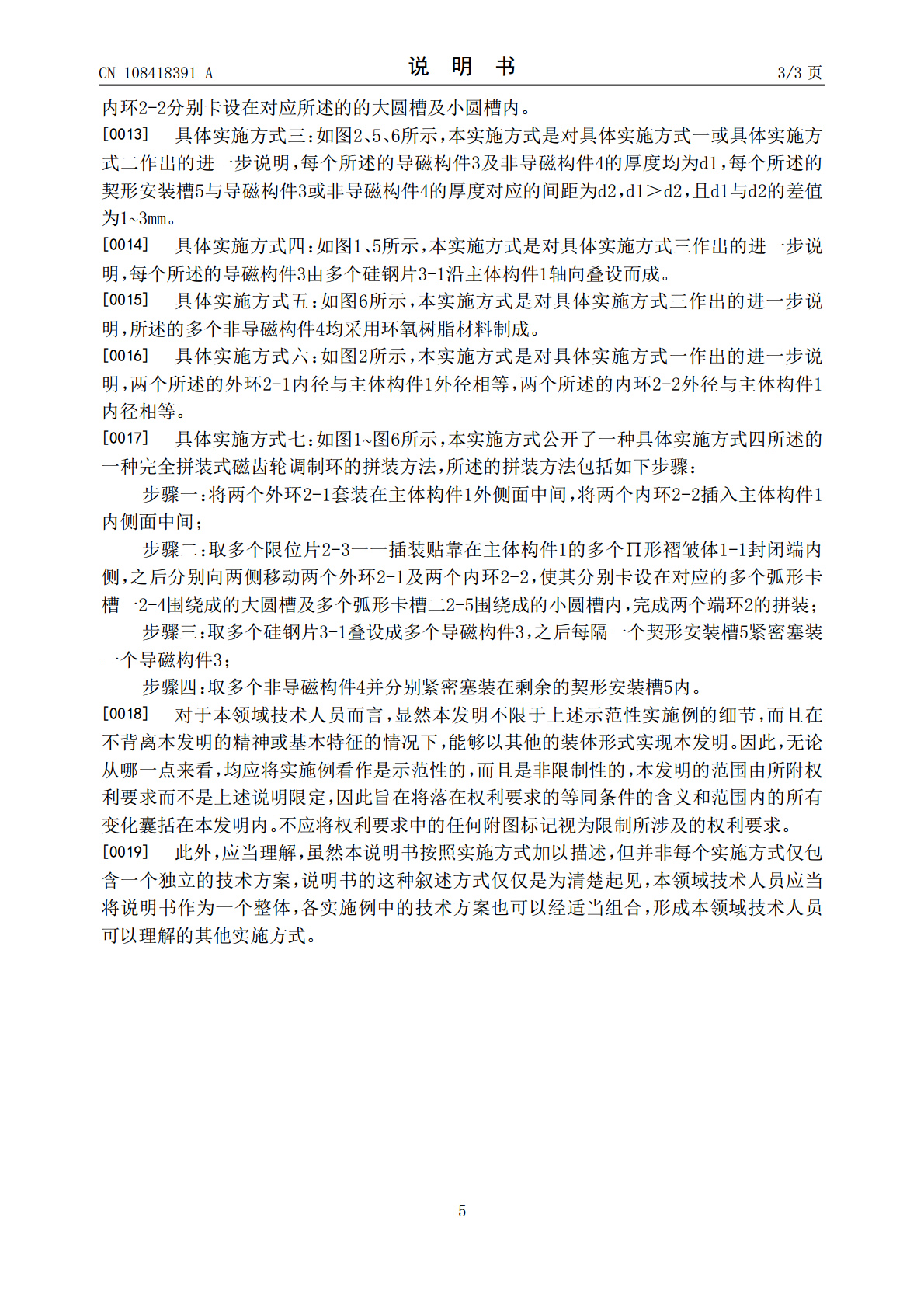
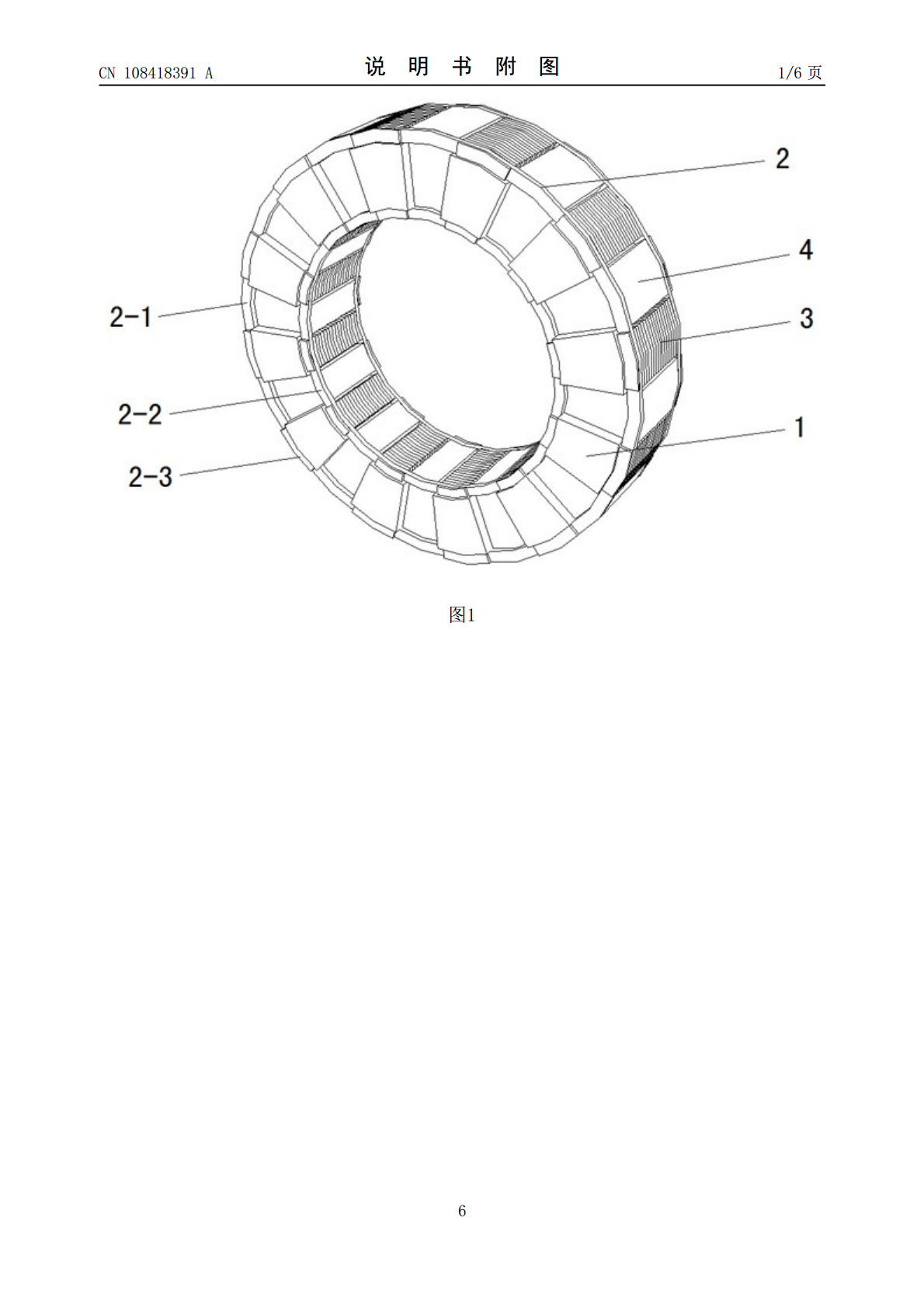
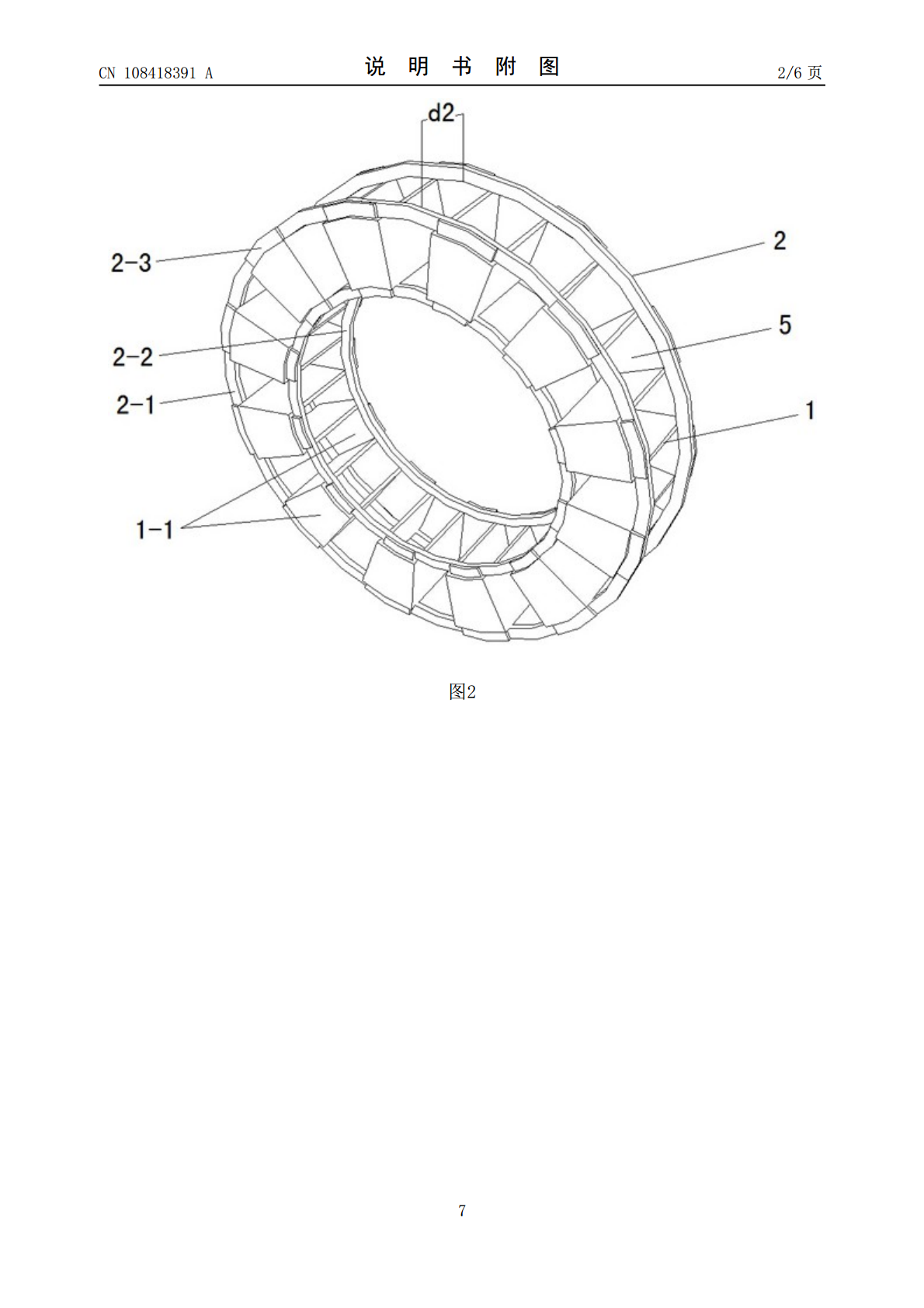
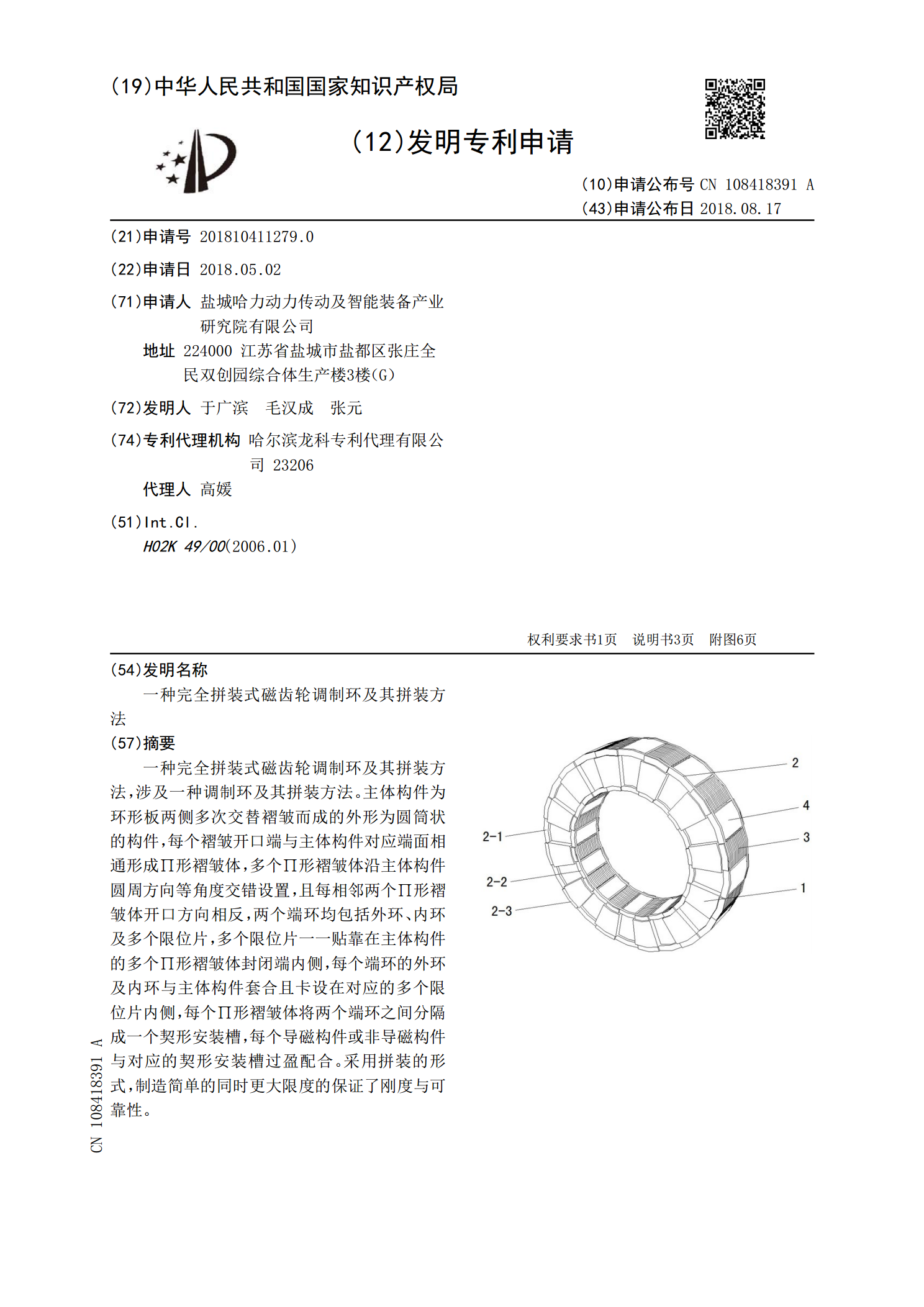
一种完全拼装式磁齿轮调制环及其拼装方法,涉及一种调制环及其拼装方法。主体构件为环形板两侧多次交替褶皱而成的外形为圆筒状的构件,每个褶皱开口端与主体构件对应端面相通形成∏形褶皱体,多个∏形褶皱体沿主体构件圆周方向等角度交错设置,且每相邻两个∏形褶皱体开口方向相反,两个端环均包括外环、内环及多个限位片,多个限位片一一贴靠在主体构件的多个∏形褶皱体封闭端内侧,每个端环的外环及内环与主体构件套合且卡设在对应的多个限位片内侧,每个∏形褶皱体将两个端环之间分隔成一个契形安装槽,每个导磁构件或非导磁构件与对应的契形安装
一种同心式磁齿轮的调制环及其制造方法.pdf
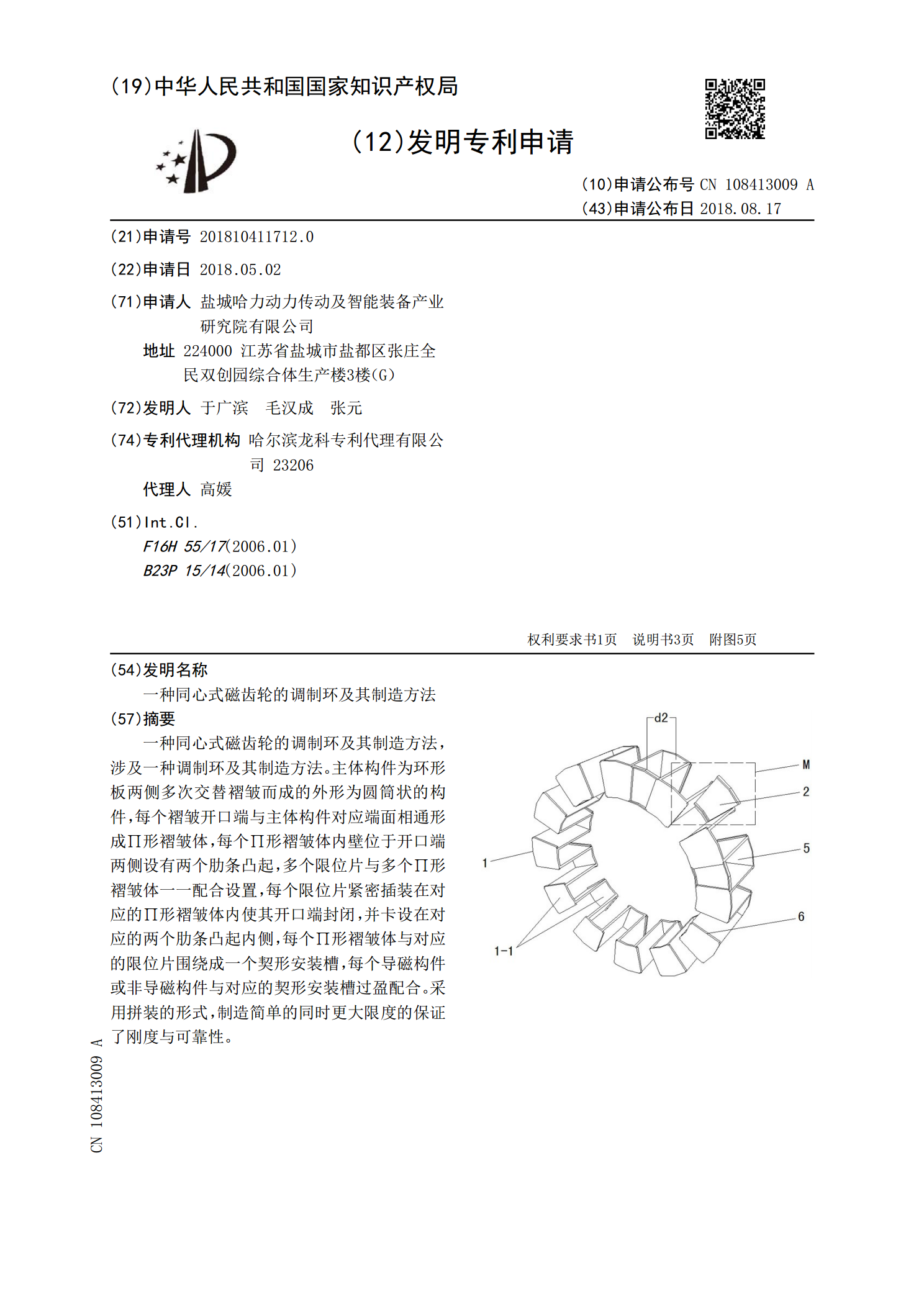
一种同心式磁齿轮的调制环及其制造方法,涉及一种调制环及其制造方法。主体构件为环形板两侧多次交替褶皱而成的外形为圆筒状的构件,每个褶皱开口端与主体构件对应端面相通形成∏形褶皱体,每个∏形褶皱体内壁位于开口端两侧设有两个肋条凸起,多个限位片与多个∏形褶皱体一一配合设置,每个限位片紧密插装在对应的∏形褶皱体内使其开口端封闭,并卡设在对应的两个肋条凸起内侧,每个∏形褶皱体与对应的限位片围绕成一个契形安装槽,每个导磁构件或非导磁构件与对应的契形安装槽过盈配合。采用拼装的形式,制造简单的同时更大限度的保证了刚度与可靠

一种拼装式汽车齿轮.pdf
本发明公开了一种拼装式汽车齿轮,包括基齿轮,基齿轮的内壁开设有两个限位孔,且两个限位孔以基齿轮的轴心为中心对称设置,基齿轮的表面开设有整圈的第一T形槽,第一T形槽内卡接有设置在卡盘下表面的卡环,卡盘的上表面开设有整圈的第二T形槽,卡盘的上表面还开设有与第二T形槽相连通的凹槽,基齿轮分别与设置在第一半齿圈和第二半齿圈内壁的齿轨啮合。该拼装式汽车齿轮,通过设置基齿轮、卡盘、第二T形槽、第一半齿圈、第二半齿圈、齿轨、连接杆和圆盘,使基齿轮可以通过外接第一半齿圈和第二半齿圈,从而可以改变齿轮的直径和齿牙数量,从而

预制拼装桥墩及其拼装方法.pdf
本发明公开了一种预制拼装桥墩及其拼装方法,所述预制拼装桥墩包括底部设有墩底连接装置的预制立柱,和顶部设有承台预埋件的现浇承台,所述墩底连接装置包括若干预留受力主钢筋接头和若干对应的机械接头,所述机械接头套设于所述预留受力主钢筋接头和位置对应的所述承台预埋件的预埋钢筋接头的外围,用于实现所述预留受力主钢筋接头和所述承台预埋件的上下对接,所述预制立柱和所述现浇承台通过所述预留受力主钢筋接头、所述机械接头与所述承台预埋件的上下配合安装实现连接固定。本发明的预制拼装桥墩在保障受力性能的同时,可以解决由于灌浆套筒直

一种预制整体拼装式活动板房的拼装方法.pdf
一种预制整体拼装式活动板房的拼装方法,所述方法包括采用工业化生产预制可拆卸拼接式墙体单元和楼板单元,墙体单元内预埋有起吊吊点预埋件、竖向连接预埋件和螺栓预埋件,楼板单元预埋有螺栓预埋件,并预留有供螺栓穿过的通孔。本发明活动板房在组装时,墙体单元间、墙体与楼板单元、墙体与楼梯以及栏杆与楼板单元之间均通过预埋件结合螺杆、螺母配合安装固定,该方法可方便快捷地进行活动板房的组装和拆卸,实现了临时建筑的通用标准化,树立了环保节能、快捷高效的建筑理念,使临时房屋进入了一个系列化开发、集成化生产、配套化供应、可库存和可