
一种转子加工工艺.pdf

是你****噩呀

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种转子加工工艺.pdf
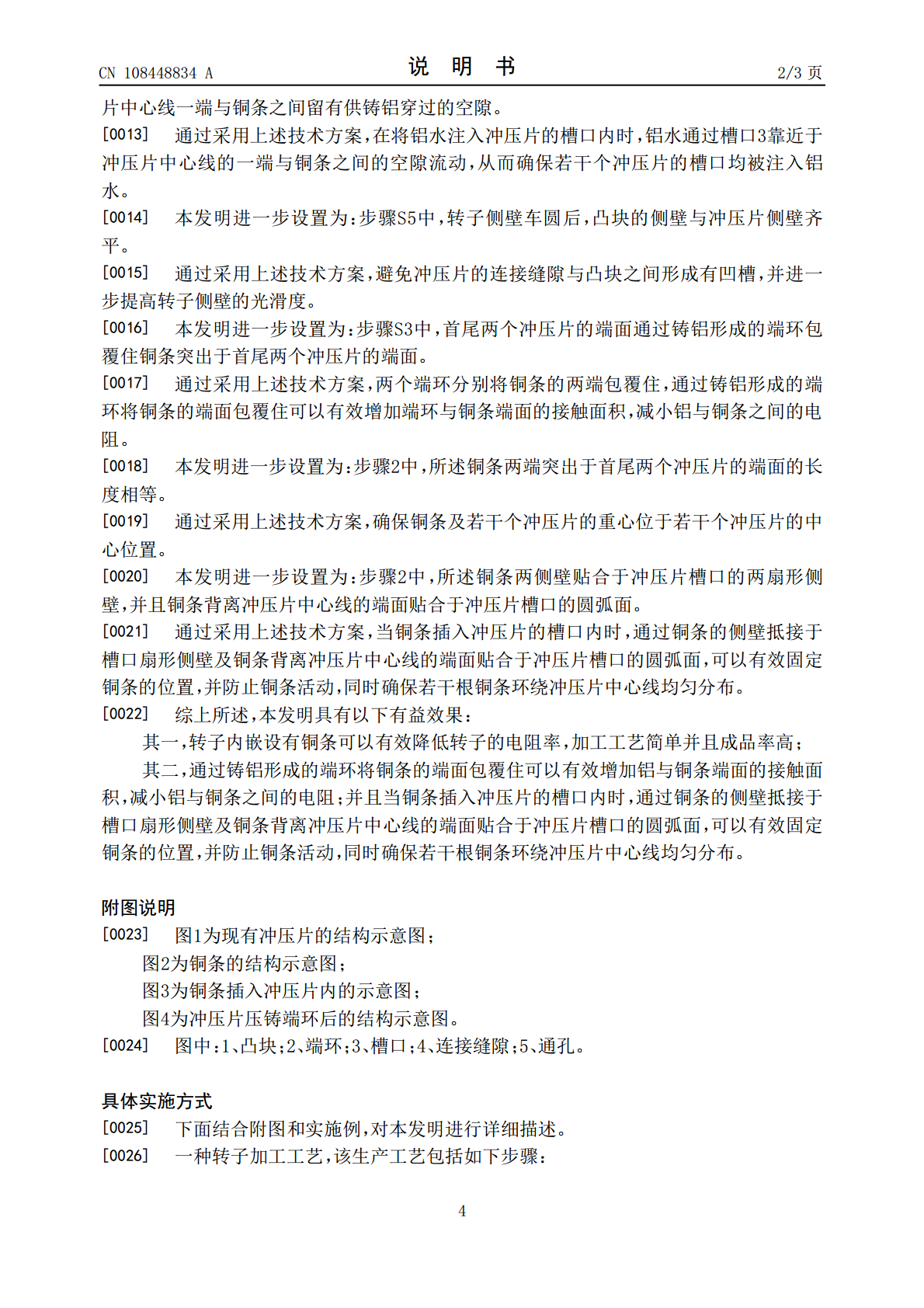
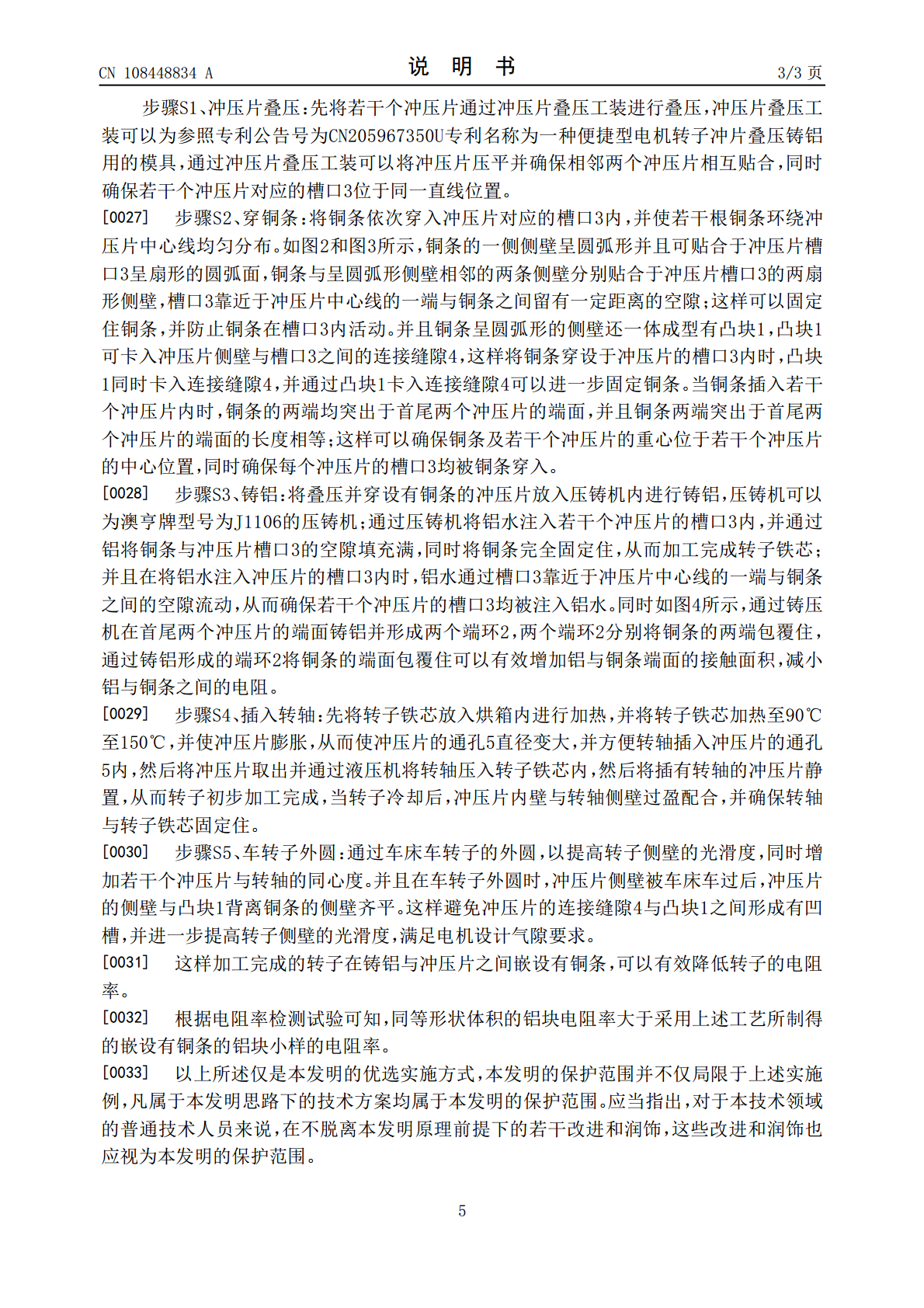
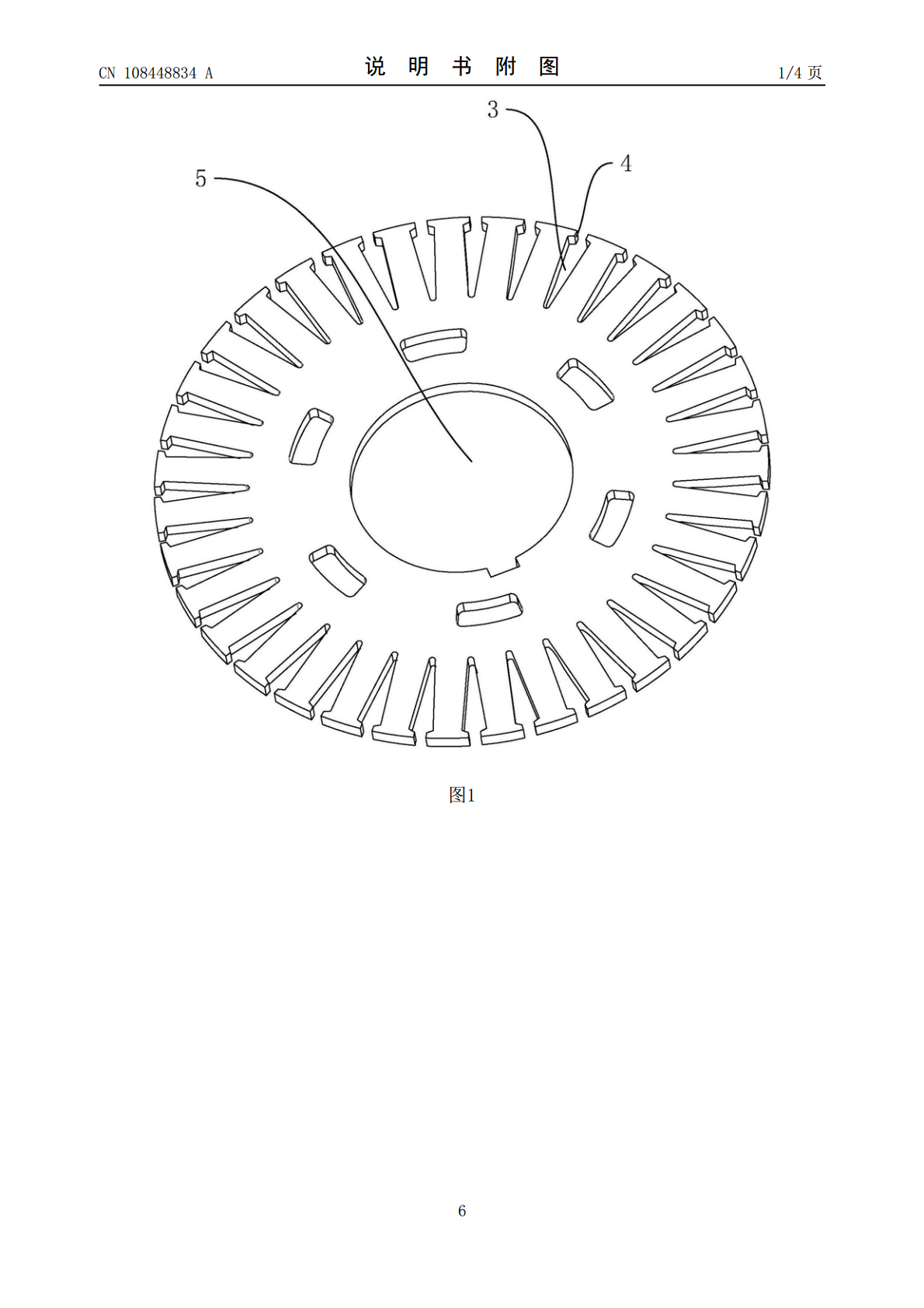
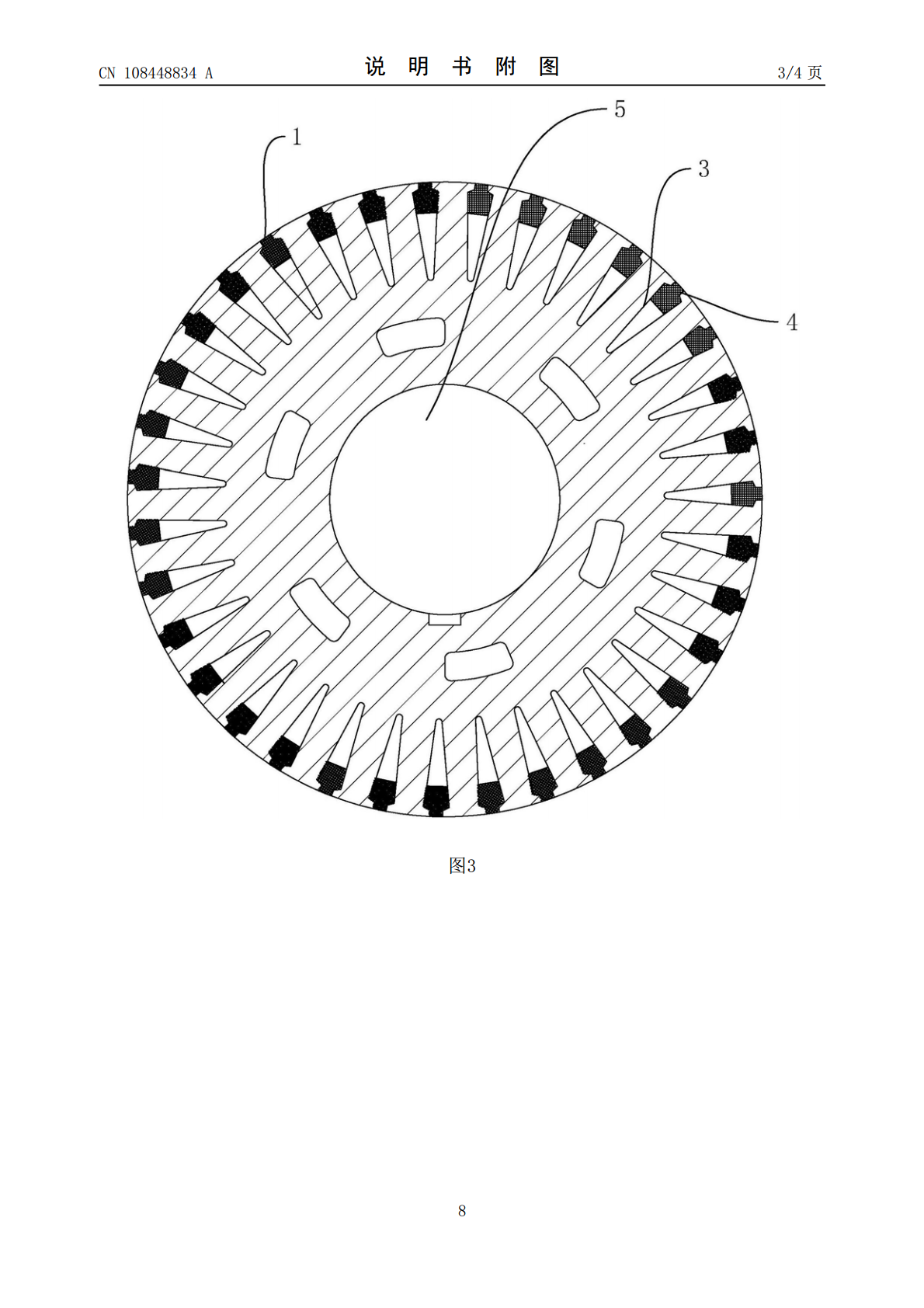
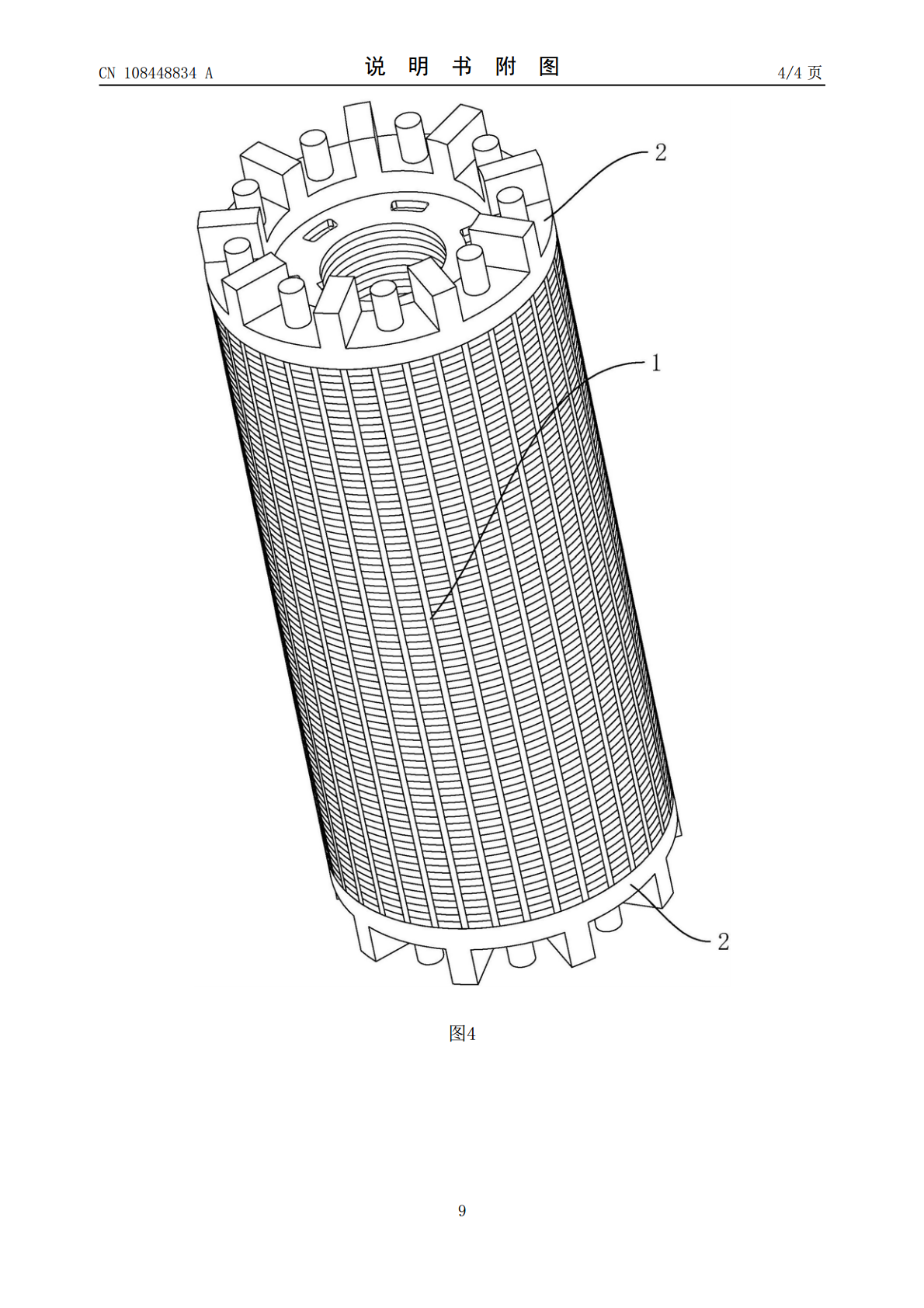
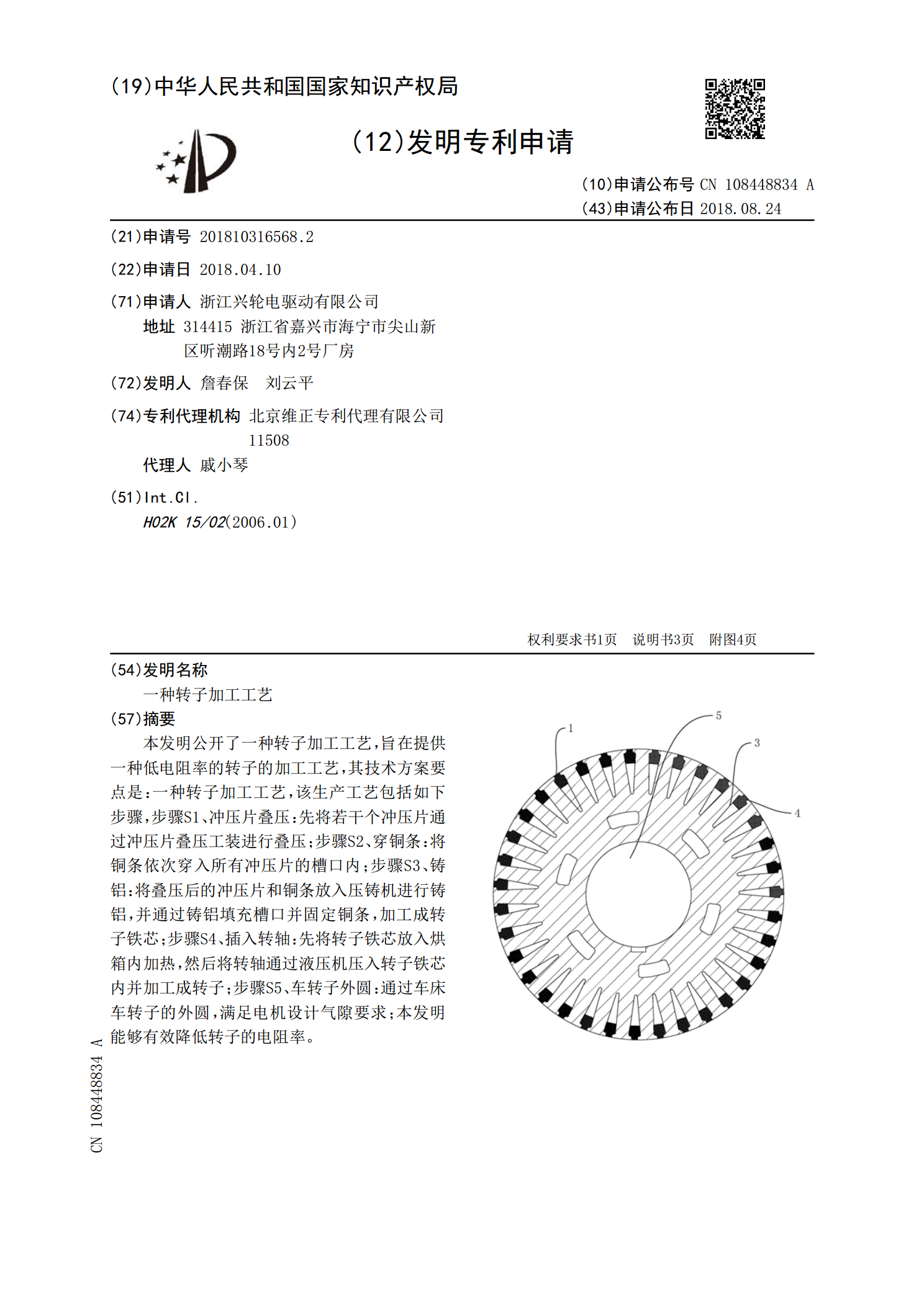
本发明公开了一种转子加工工艺,旨在提供一种低电阻率的转子的加工工艺,其技术方案要点是:一种转子加工工艺,该生产工艺包括如下步骤,步骤S1、冲压片叠压:先将若干个冲压片通过冲压片叠压工装进行叠压;步骤S2、穿铜条:将铜条依次穿入所有冲压片的槽口内;步骤S3、铸铝:将叠压后的冲压片和铜条放入压铸机进行铸铝,并通过铸铝填充槽口并固定铜条,加工成转子铁芯;步骤S4、插入转轴:先将转子铁芯放入烘箱内加热,然后将转轴通过液压机压入转子铁芯内并加工成转子;步骤S5、车转子外圆:通过车床车转子的外圆,满足电机设计气隙要求

一种转子轴机械加工工艺.pdf
本发明公开了一种转子轴机械加工工艺,将转子轴零件置于数控卧式车铣复合机床内,然后用数控卧式车铣复合机床将转子轴零件所有回转形状加工成型,精铣开始之前,将刀具的刃口与零件上的螺旋槽的侧面底部接触,螺旋槽的侧面为刀具与零件的啮合面,精铣过程中,刀具在刀具长度方向上保持不变,刀具在刀具直径方向上远离零件轴线方向偏移坐标,且在零件轴线方向往复移动,从而使得刀具不同高度的刃口分别与啮合面接触进行铣削。该方法在刀具长度方向上保持不变进行切削加工,从螺旋槽的侧面底部开始到顶部结束,在对难加工材料进行加工时,刀具不同高度

一种定转子冲片加工工艺.pdf
本发明公开了一种定转子冲片加工工艺,包括以下步骤:(1)定转子落料:以板料宽度定位,冲制定子外形轮廓、轴孔、以及转子槽形,其中转子槽形包括嵌线槽;(2)定子带冲带切气隙:以嵌线槽定位,同步复式冲定子槽形以及定转子之间的气隙,实现定子冲片与转子冲片的分离。所述嵌线槽有四个,并以环形阵列方式分布;所述转子槽形还包括阻尼孔、支撑棒孔。步骤(1)中的定子外形轮廓包括记号槽,用于区分板料正反面。操作人员的劳动强度减小,减轻了操作人员的工作量,在大批量生产中占有优势。该冲压工艺,省时省力,改变传统的工艺,转子槽形一次

一种汽车油泵转子及其加工工艺.pdf
本发明公开了一种汽车油泵转子及其加工工艺,包括内转子和外转子,所述内转子位于外转子内并相互配合,所述外转子内设有一个以上的内凹齿,所述内转子外设有个数比内凹齿个数少一个的外凸齿,且外凸齿与内凹齿能够相互啮合,在内转子的中心设有与轴件配合的中心通孔,相邻两个内凹齿之间设有向外转子中心凸起的弧形连接面,在相邻两个外凸齿之间设有向内转子外壁凸起并与弧形连接面配合的弧形接触面,在每一个内凹齿的侧边均设有一个圆环形的第一减轻槽,在每一个弧形接触面的内侧均设有靠近中心通孔的圆环形的第二减轻槽,在相邻两个第二减轻槽之间

一种高速转子轴的生产加工工艺.pdf
本发明公开了一种高速转子轴的生产加工工艺,涉及转子轴技术领域;为了解决在加工完成后,有些中心孔不符合要求,但无法调整修改而造成报废的问题;具体包括以下步骤,S1:选材;S2:圆钢下料;S3:粗加工;S4:半精加工;S5:热处理;S6:精加工;S7:加工完成后对其外观及其性能进行检测。本发明在转子轴芯轴增加两端外圆的面积,能够尽可能的提高芯轴的刚度;转子轴两端预留约5‑10mm的余量,方便后期根据加工要求进行二次修正,实际操作中二次修正直接将预留部分进行切除,重新加工中心孔,免对原有中心孔进行修正、维护从而