
涡轮增压器转子轴焊接箱.pdf

绮兰****文章

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

涡轮增压器转子轴焊接箱.pdf
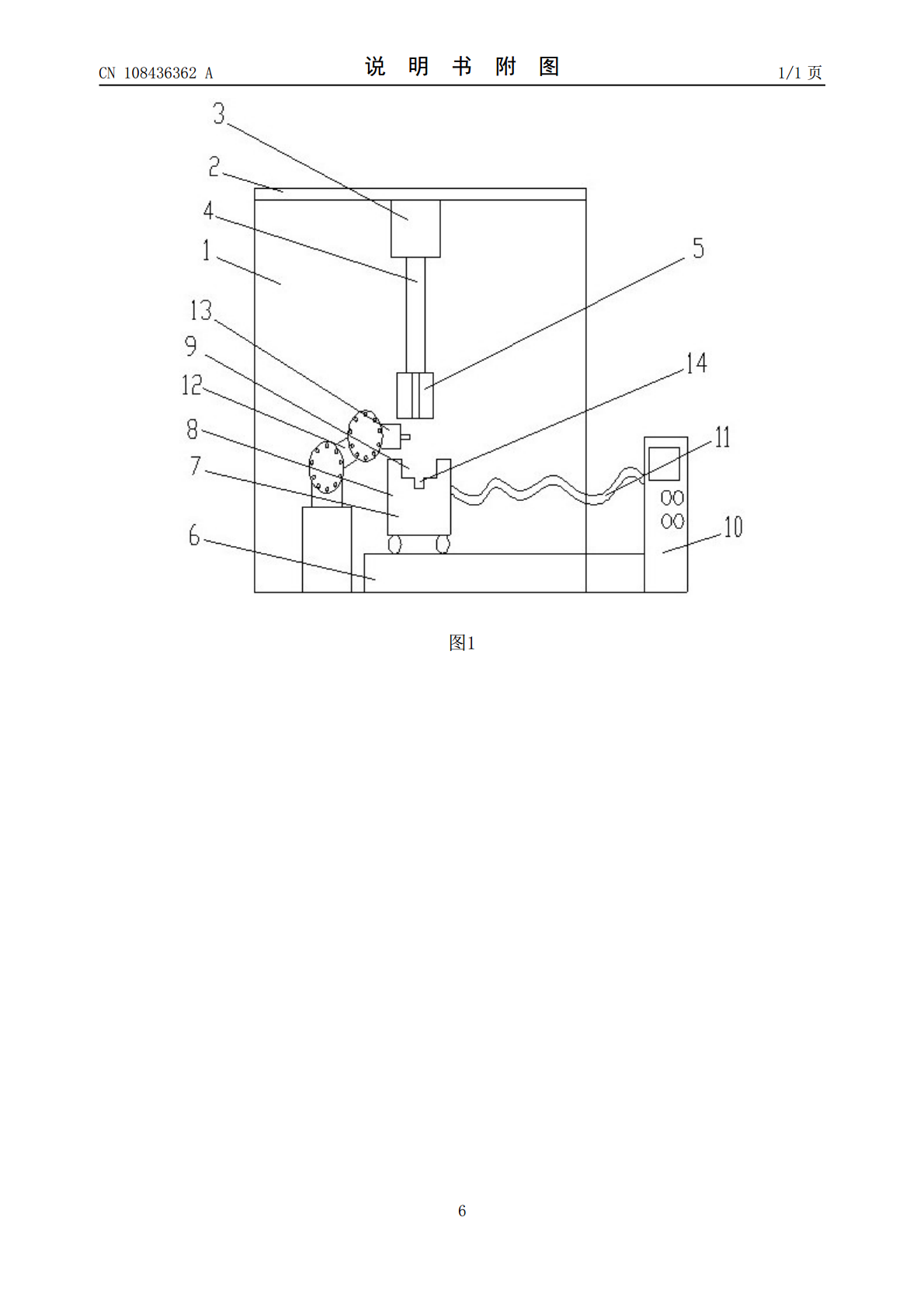
本发明公开了一种涡轮增压器转子轴焊接箱,包括焊接箱本体,所述焊接箱本体两端开放式设置,所述焊接箱本体顶端铺设有移动轨道,所述移动轨道上连接有倒挂式升降器,所述倒挂式升降器下端导出伸缩杆装置,所述伸缩杆装置下端固定安装有转子轴夹具体,所述焊接箱本体底部端铺设有焊接小车滑动轨道,所述焊接小车滑动轨道上滑动连接有焊接小车,所述焊接小车上端设有焊接台,所述焊接箱本体内部一端还设有焊接机器人,所述焊接机器人上设有多节机器手臂,所述焊接机器人末端的机器手臂上设有焊枪装置。通过上述方式,本发明能够用于涡轮增压器转子轴焊
一种涡轮增压器用转子轴.pdf
本发明涉及一种涡轮增压器用转子轴,所述主轴与第一轴之间固设有定位圈;所述第一轴上设有与其螺纹连接的扇叶组件;所述主轴的圆周面上开有若干个阵列分布的容置槽,上述容置槽内嵌设有水冷管;所述主轴上套设有隔热管,上述隔热管一端卡设在定位圈的卡槽内,另一端通过与第二轴螺纹连接的锁紧圈进行压紧;所述隔热管上开有若个散热孔;所述隔热管的中部还套设有叶轮。本发明的涡轮增压器用转子轴,加工成本低,整体结构由主轴、第一轴和第二轴相连设置而成,在主轴内设有水冷管加速了主轴的散热,同时保证第一轴和第二轴的温度也不高,提高了整体的

一种高铌钛铝涡轮增压器转子与钢轴的焊接方法.pdf
本发明介绍了一种高铌钛铝涡轮增压器转子与钢轴的焊接方法,焊接钎料为BNi73CrFeSiB(C)、BNi82CrSiBFe、BNi92SiB、BNi95SiB、BNi71CrSi;钎料厚度0.02-0.20mm;钎焊温度液相线以上10-80℃;压力0.1-20MPa;时间30秒-30min;真空钎焊真空度1×10-4--1×10-1Pa;感应钎焊时用氩气保护。本发明钎焊后的接头室温抗拉强度Rm:≥270MPa;600℃抗拉强度Rm:≥250Mpa,满足使用要求。
一种钛铝合金涡轮增压器转子与钢轴的焊接方法.pdf
本发明介绍了一种钛铝合金涡轮增压器转子与钢轴的焊接方法,钛铝合金涡轮转子成分为:Ti-(32-36wt%)Al-(0.1-2wt%)Si-(0.1-5wt%)Nb-(0.1-3wt%)Cr,钎料为BNi73CrFeSiB(C)、BNi82CrSiBFe、BNi92SiB、BNi95SiB或BNi71CrSi;钎料厚度0.02-0.20mm;钎焊温度液相线以上10-80℃;压力0.1-20MPa;时间30秒-30min。本发明钎焊后的接头室温抗拉强度Rm:≥180MPa;600℃抗拉强度Rm:≥155MPa
一种涡轮增压器转子轴加工工艺.pdf
一种涡轮增压器转子轴加工工艺,其特征在于:其热处理方式是将多根轴立放在一轴架上,再将多根轴同时放到炉里进行淬火处理,本发明与现有技术相比,具有产量高、废品少、成本低、劳动生产率高、质量稳定、同轴度好等优点。