
一种全自动长杆类工件热镀锌生产线.pdf

星菱****23

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种全自动长杆类工件热镀锌生产线.pdf
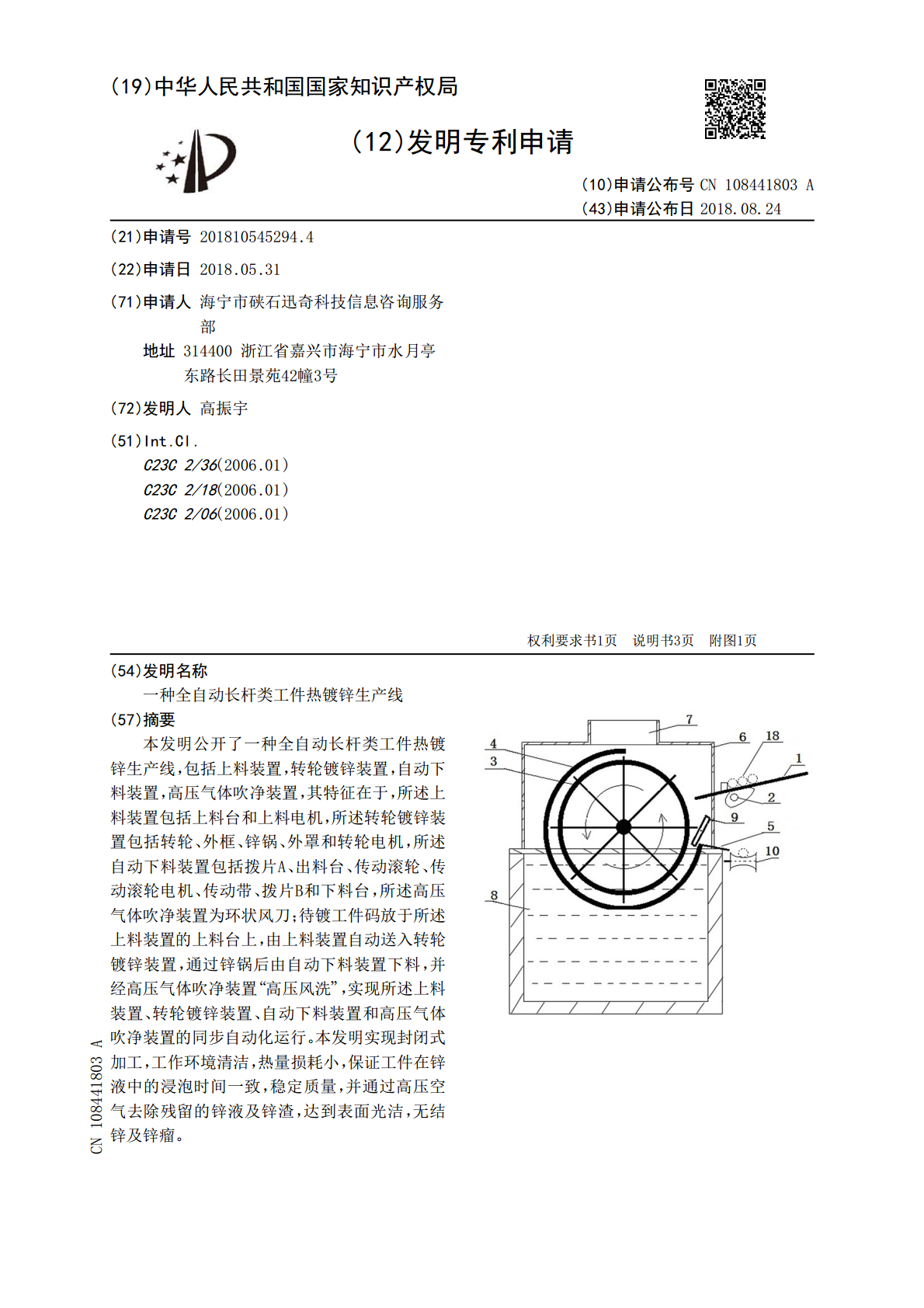
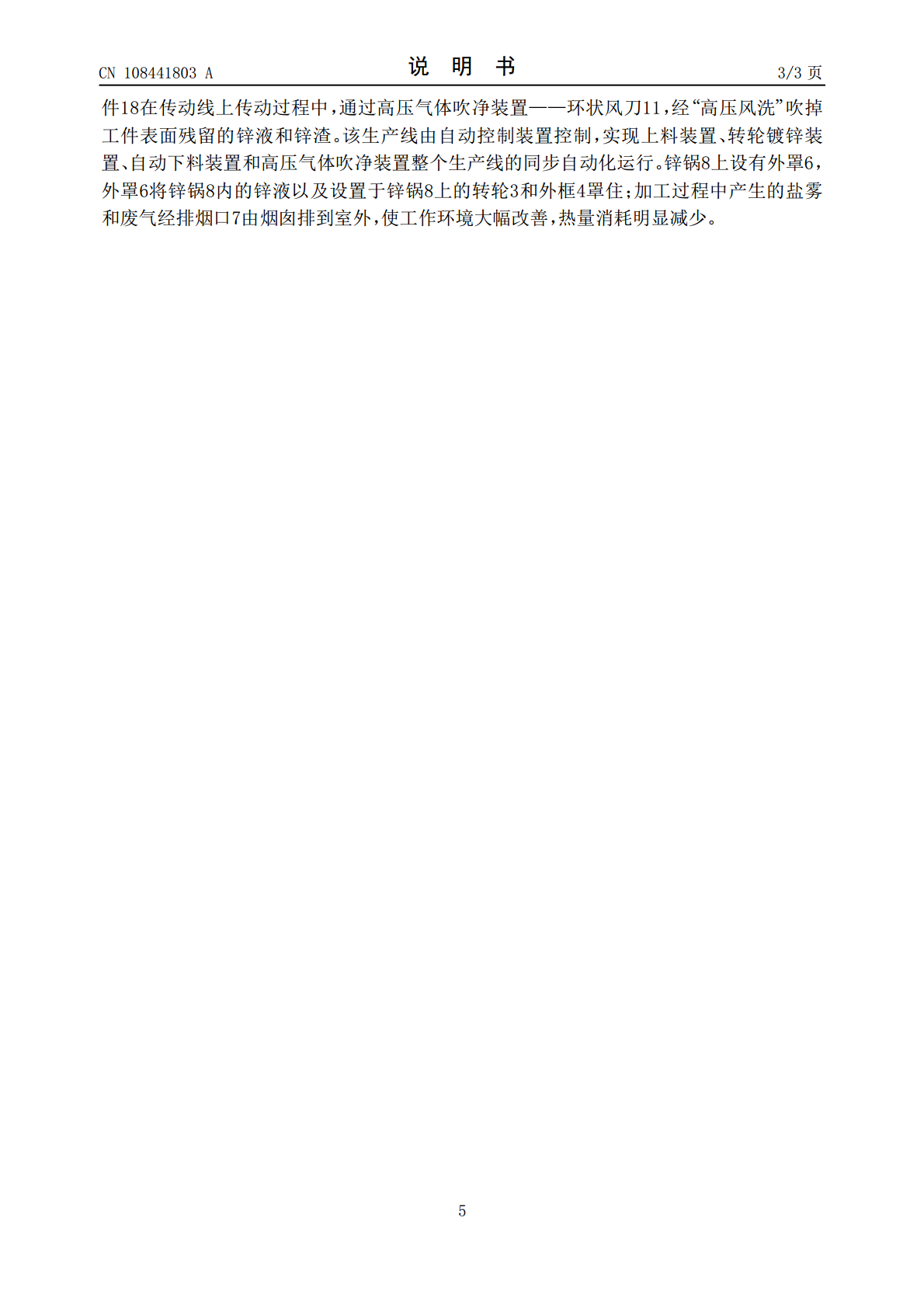
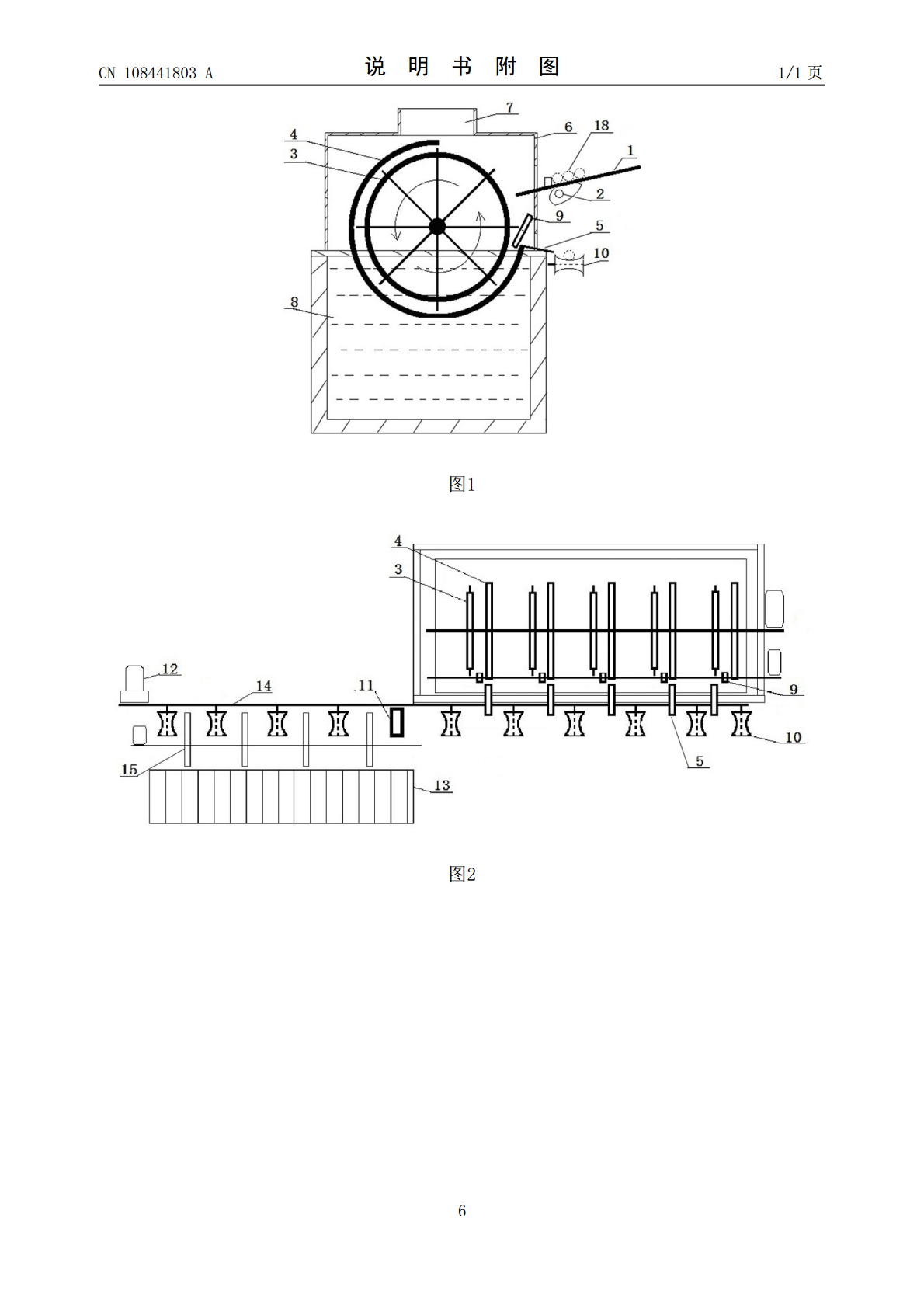
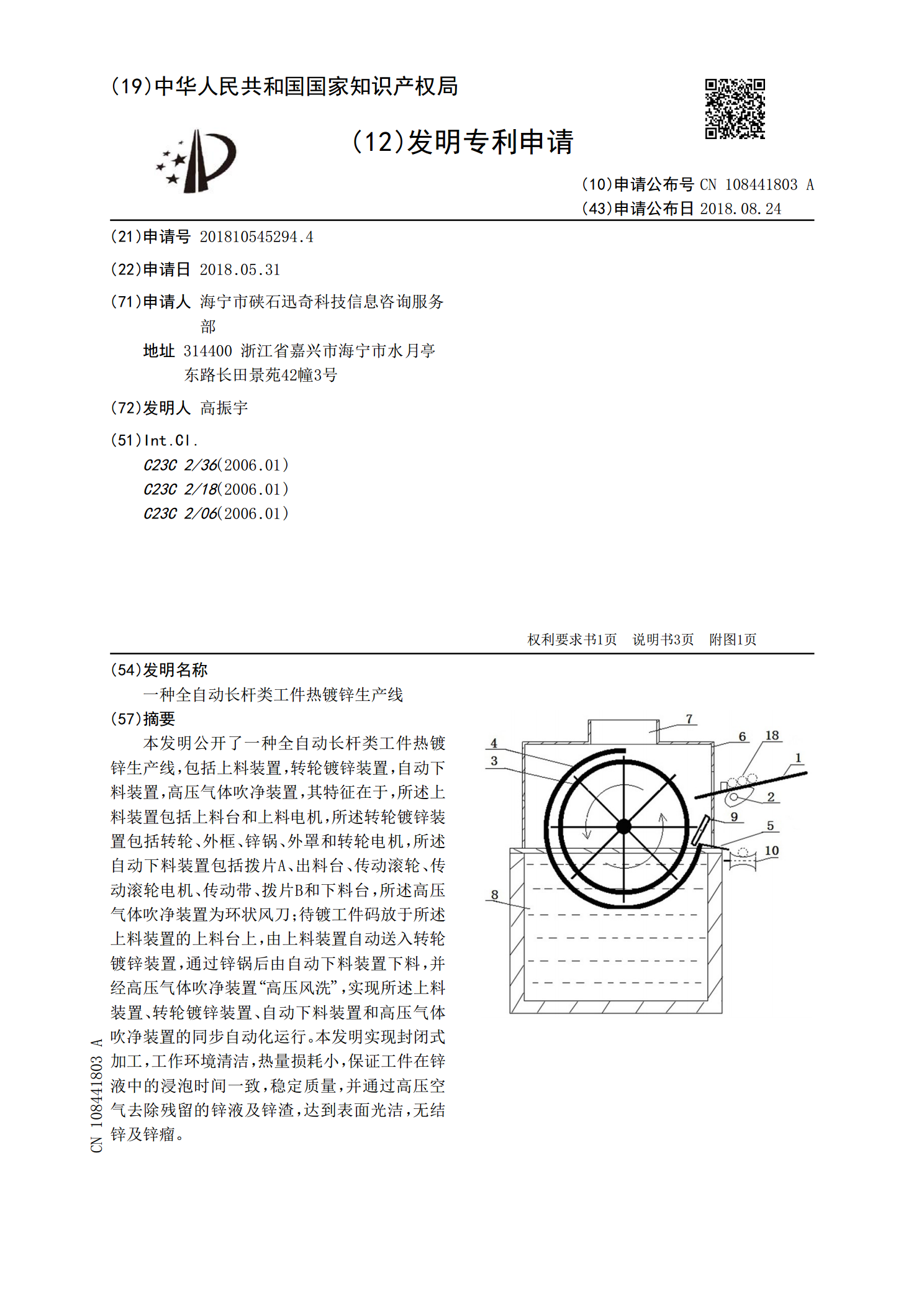
本发明公开了一种全自动长杆类工件热镀锌生产线,包括上料装置,转轮镀锌装置,自动下料装置,高压气体吹净装置,其特征在于,所述上料装置包括上料台和上料电机,所述转轮镀锌装置包括转轮、外框、锌锅、外罩和转轮电机,所述自动下料装置包括拨片A、出料台、传动滚轮、传动滚轮电机、传动带、拨片B和下料台,所述高压气体吹净装置为环状风刀;待镀工件码放于所述上料装置的上料台上,由上料装置自动送入转轮镀锌装置,通过锌锅后由自动下料装置下料,并经高压气体吹净装置“高压风洗”,实现所述上料装置、转轮镀锌装置、自动下料装置和高压气体
一种长杆类工件热处理线.pdf
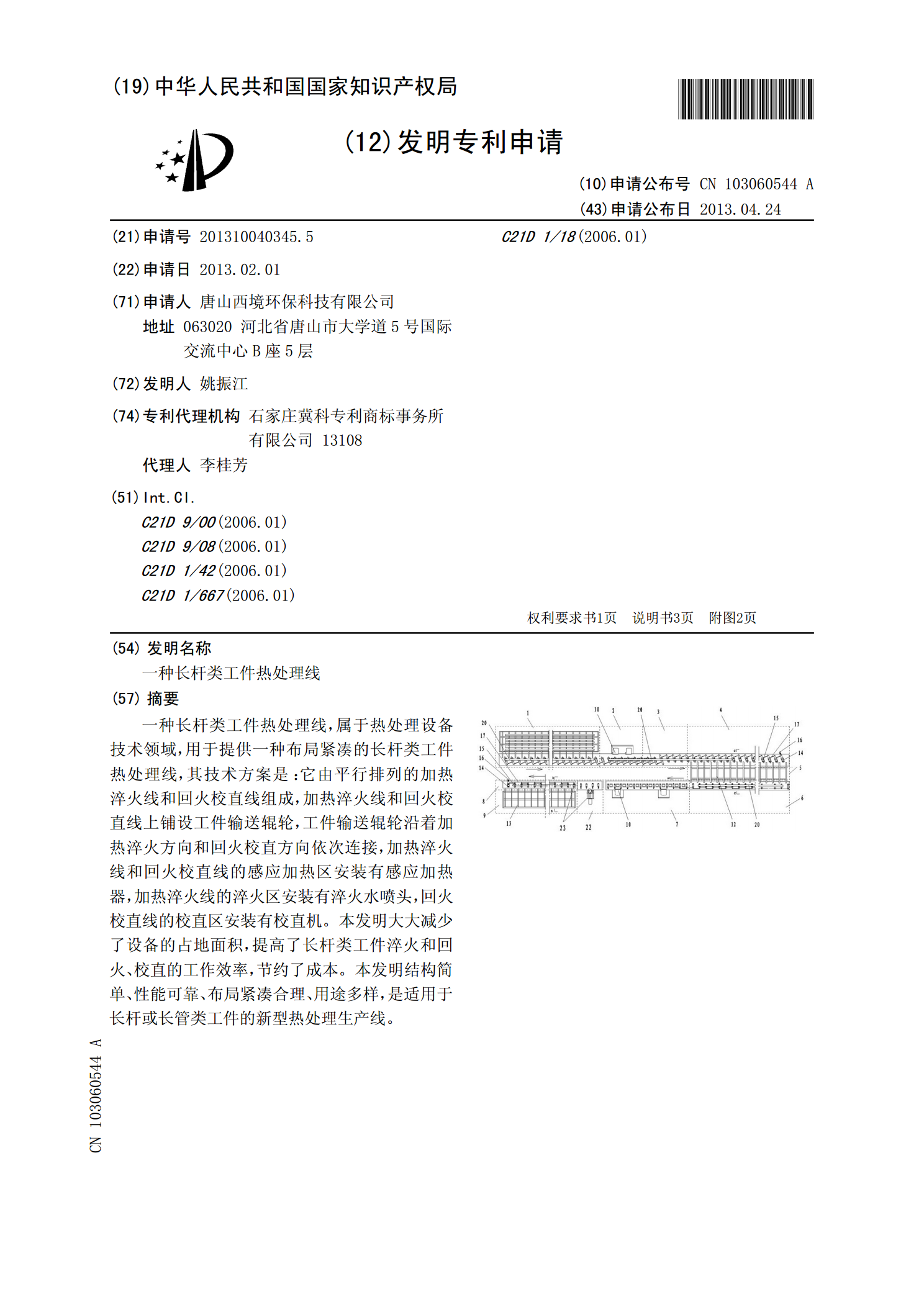
一种长杆类工件热处理线,属于热处理设备技术领域,用于提供一种布局紧凑的长杆类工件热处理线,其技术方案是:它由平行排列的加热淬火线和回火校直线组成,加热淬火线和回火校直线上铺设工件输送辊轮,工件输送辊轮沿着加热淬火方向和回火校直方向依次连接,加热淬火线和回火校直线的感应加热区安装有感应加热器,加热淬火线的淬火区安装有淬火水喷头,回火校直线的校直区安装有校直机。本发明大大减少了设备的占地面积,提高了长杆类工件淬火和回火、校直的工作效率,节约了成本。本发明结构简单、性能可靠、布局紧凑合理、用途多样,是适用于长杆
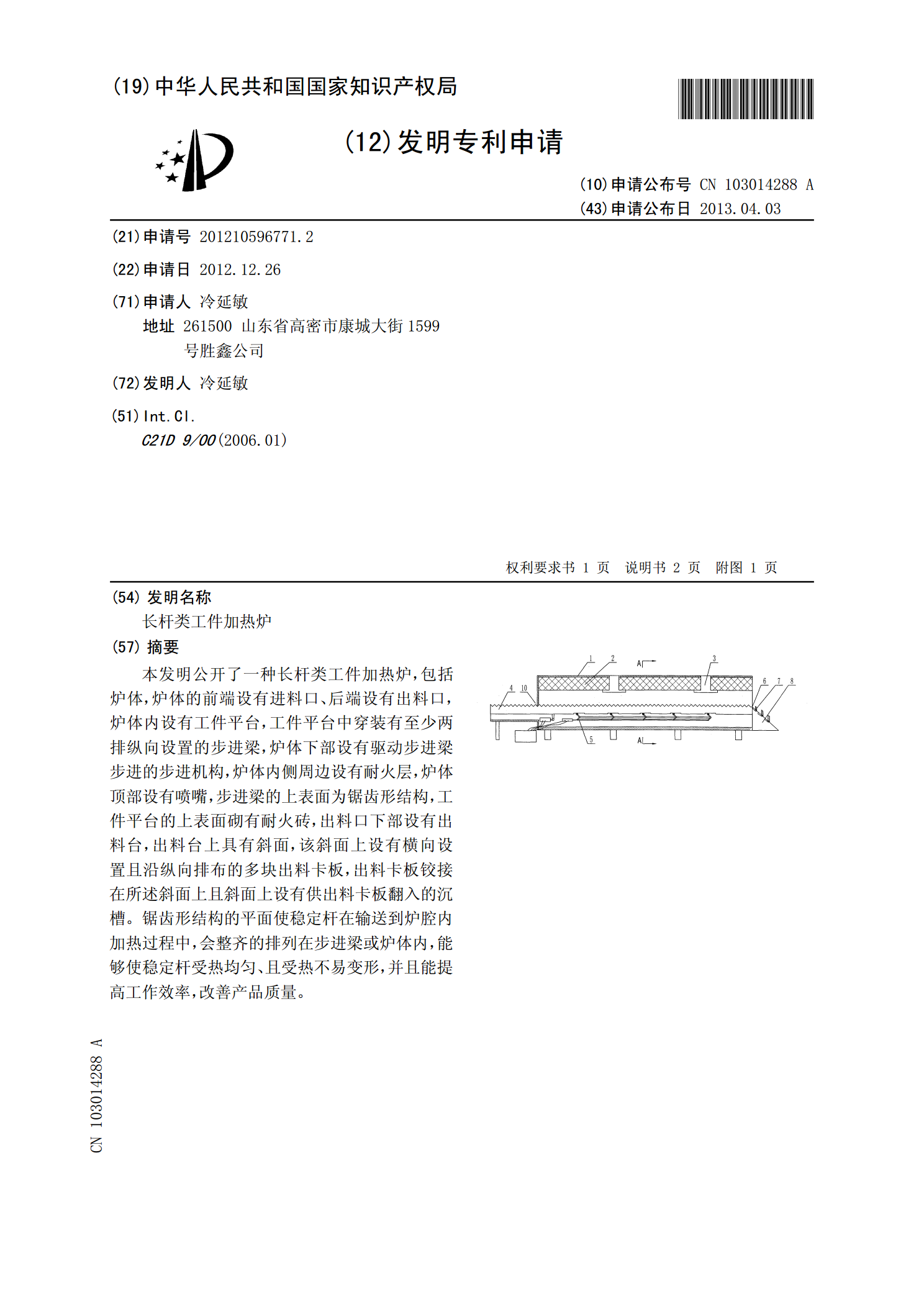
长杆类工件加热炉.pdf
本发明公开了一种长杆类工件加热炉,包括炉体,炉体的前端设有进料口、后端设有出料口,炉体内设有工件平台,工件平台中穿装有至少两排纵向设置的步进梁,炉体下部设有驱动步进梁步进的步进机构,炉体内侧周边设有耐火层,炉体顶部设有喷嘴,步进梁的上表面为锯齿形结构,工件平台的上表面砌有耐火砖,出料口下部设有出料台,出料台上具有斜面,该斜面上设有横向设置且沿纵向排布的多块出料卡板,出料卡板铰接在所述斜面上且斜面上设有供出料卡板翻入的沉槽。锯齿形结构的平面使稳定杆在输送到炉腔内加热过程中,会整齐的排列在步进梁或炉体内,能够
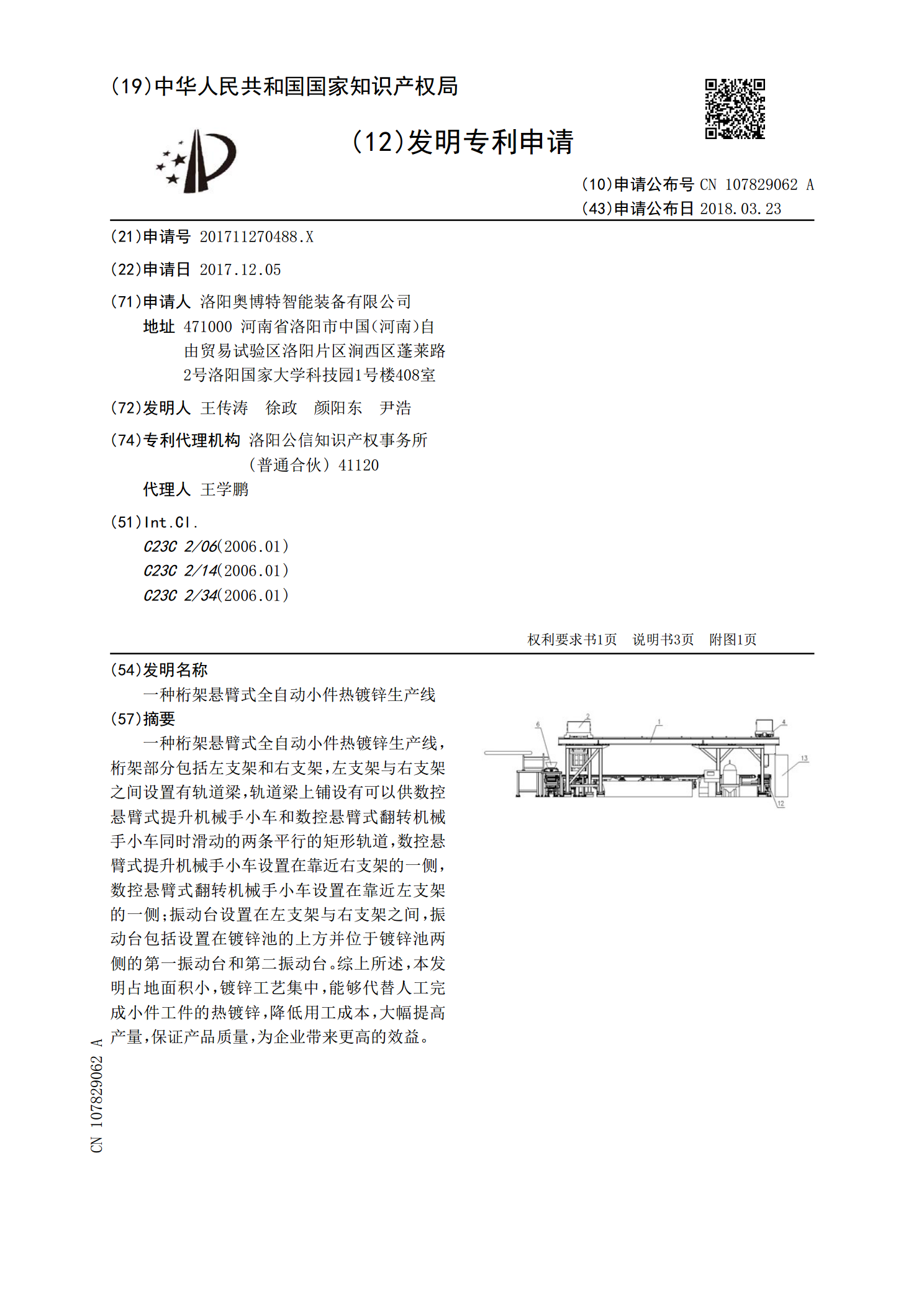
一种桁架悬臂式全自动小件热镀锌生产线.pdf
一种桁架悬臂式全自动小件热镀锌生产线,桁架部分包括左支架和右支架,左支架与右支架之间设置有轨道梁,轨道梁上铺设有可以供数控悬臂式提升机械手小车和数控悬臂式翻转机械手小车同时滑动的两条平行的矩形轨道,数控悬臂式提升机械手小车设置在靠近右支架的一侧,数控悬臂式翻转机械手小车设置在靠近左支架的一侧;振动台设置在左支架与右支架之间,振动台包括设置在镀锌池的上方并位于镀锌池两侧的第一振动台和第二振动台。综上所述,本发明占地面积小,镀锌工艺集中,能够代替人工完成小件工件的热镀锌,降低用工成本,大幅提高产量,保证产品质
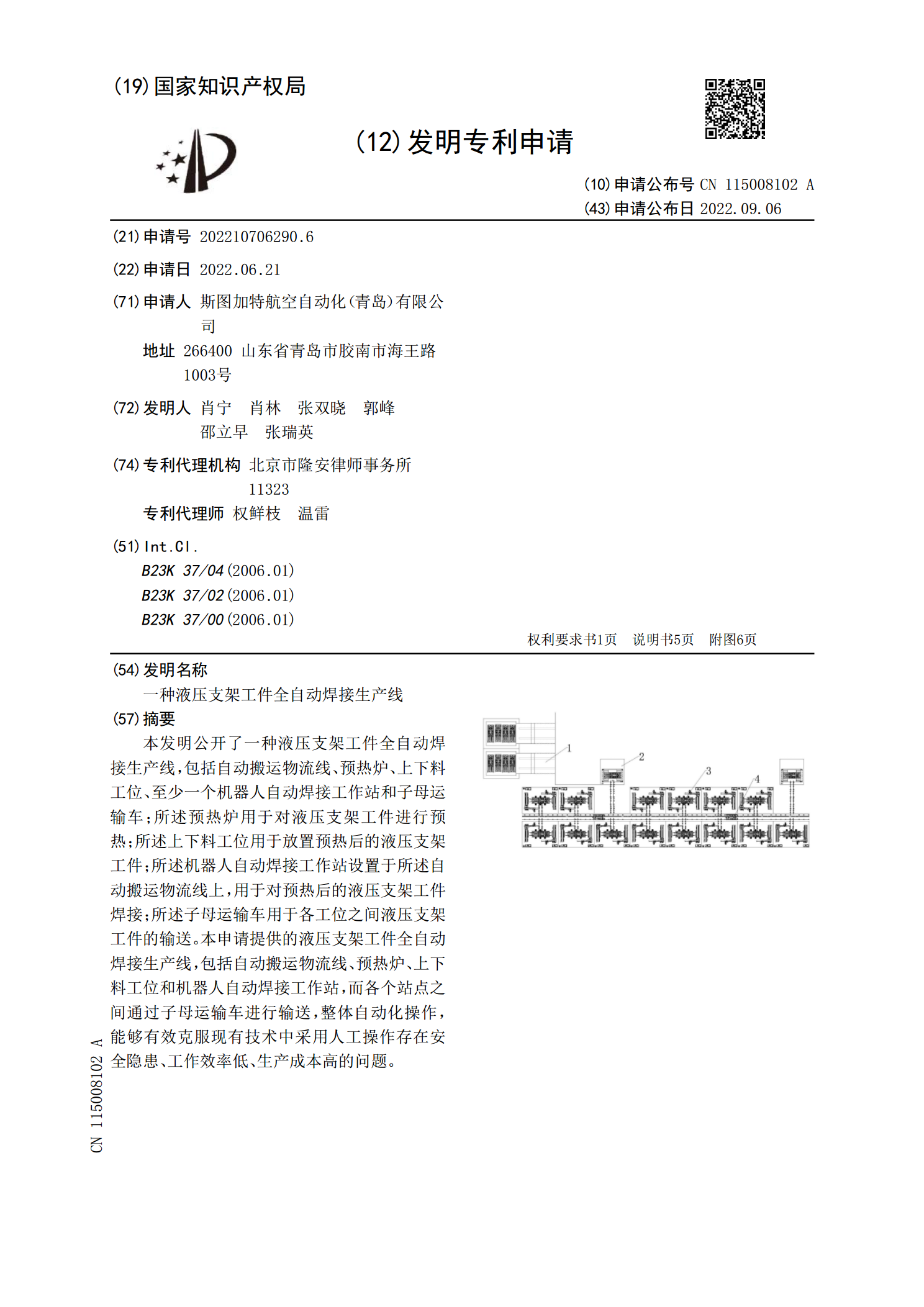
一种液压支架工件全自动焊接生产线.pdf
本发明公开了一种液压支架工件全自动焊接生产线,包括自动搬运物流线、预热炉、上下料工位、至少一个机器人自动焊接工作站和子母运输车;所述预热炉用于对液压支架工件进行预热;所述上下料工位用于放置预热后的液压支架工件;所述机器人自动焊接工作站设置于所述自动搬运物流线上,用于对预热后的液压支架工件焊接;所述子母运输车用于各工位之间液压支架工件的输送。本申请提供的液压支架工件全自动焊接生产线,包括自动搬运物流线、预热炉、上下料工位和机器人自动焊接工作站,而各个站点之间通过子母运输车进行输送,整体自动化操作,能够有效克