
一种用于轴承轨道超精密成形磨削加工装置及方法.pdf

书生****萌哒

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于轴承轨道超精密成形磨削加工装置及方法.pdf
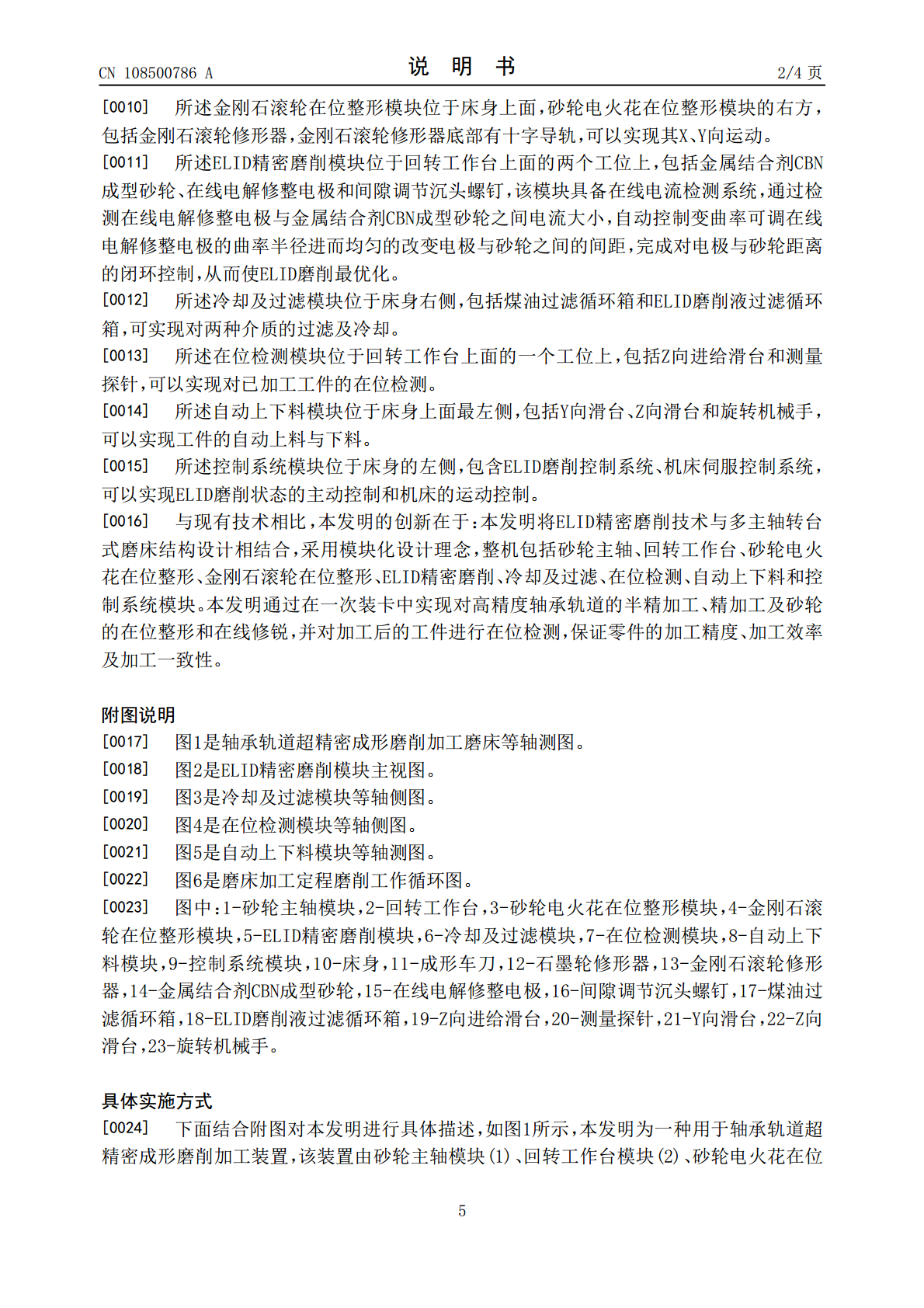
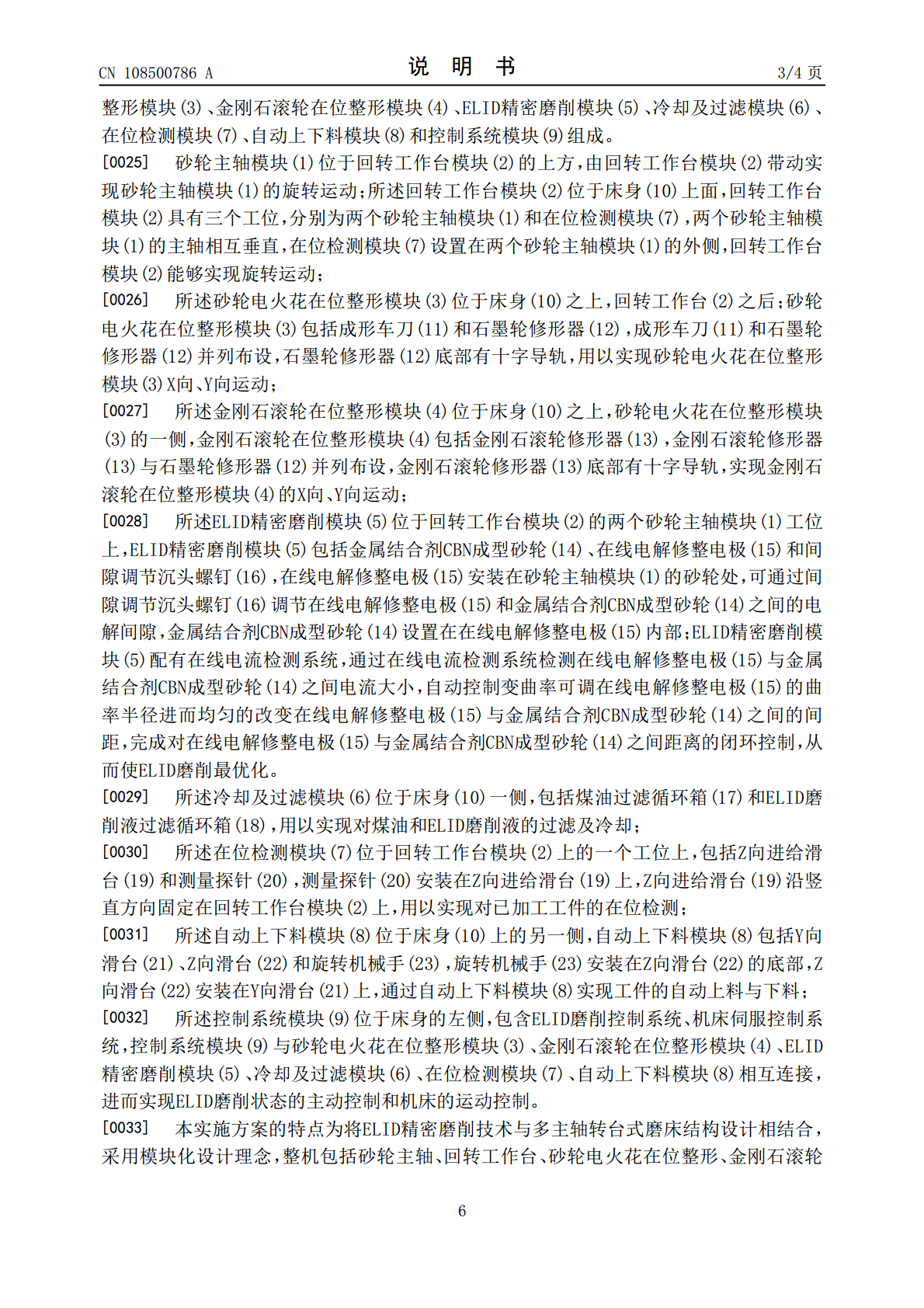
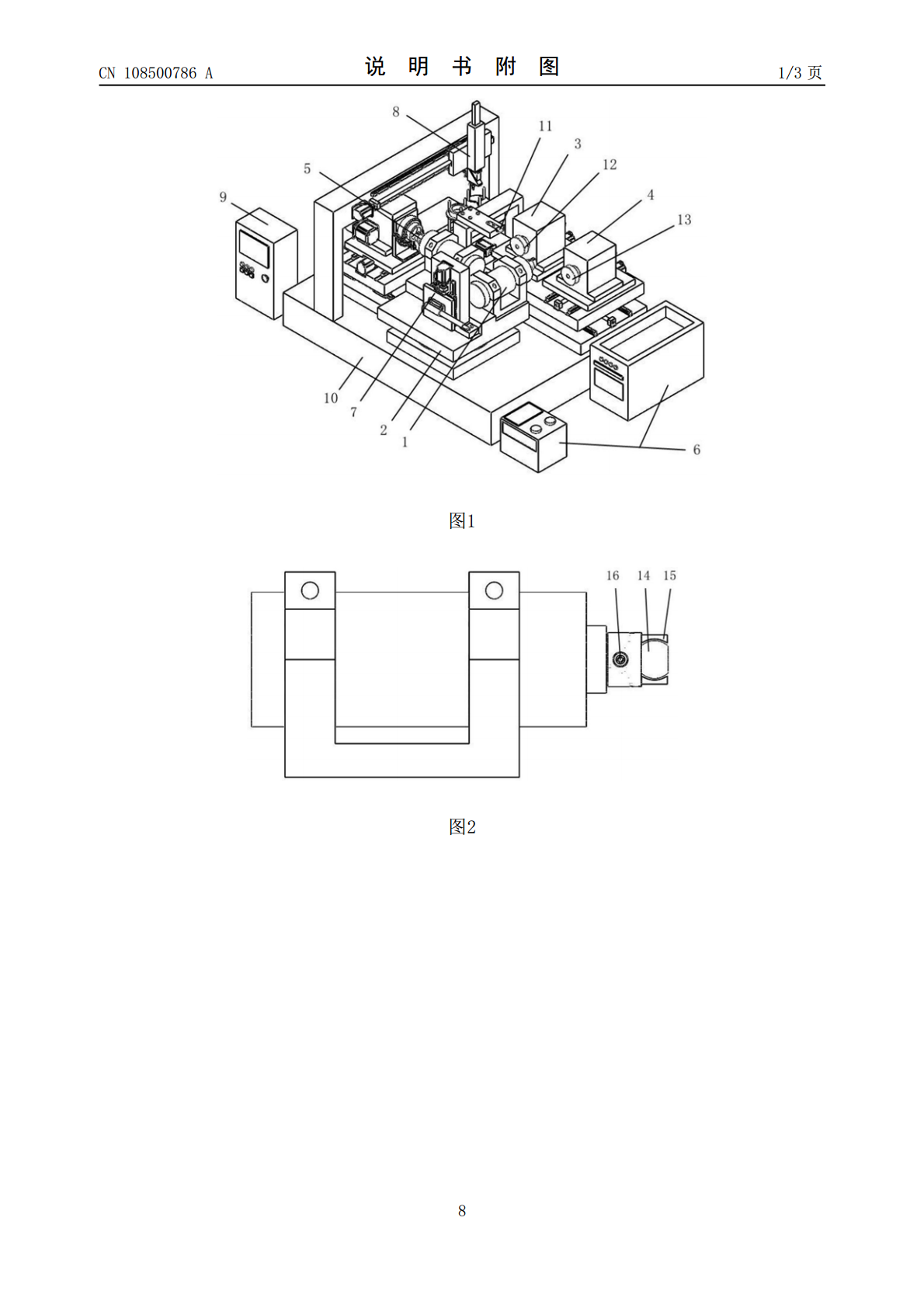
本发明公开了一种用于轴承轨道超精密成形磨削加工装置及方法,属于精密超精密加工技术领域。主要由砂轮主轴模块、回转工作台模块、砂轮电火花在位整形模块、金刚石滚轮在位整形模块、ELID精密磨削模块、冷却及过滤模块、在位检测模块、自动上下料模块和控制系统模块组成。本发明将ELID精密磨削技术与多主轴转台式磨床结构设计相结合,采用模块化设计理念,本发明通过在一次装卡中实现对高精度轴承轨道的半精加工、精加工及砂轮的在位整形和在线修锐,并对加工后的工件进行在位检测,保证零件的加工精度、加工效率及加工一致性。
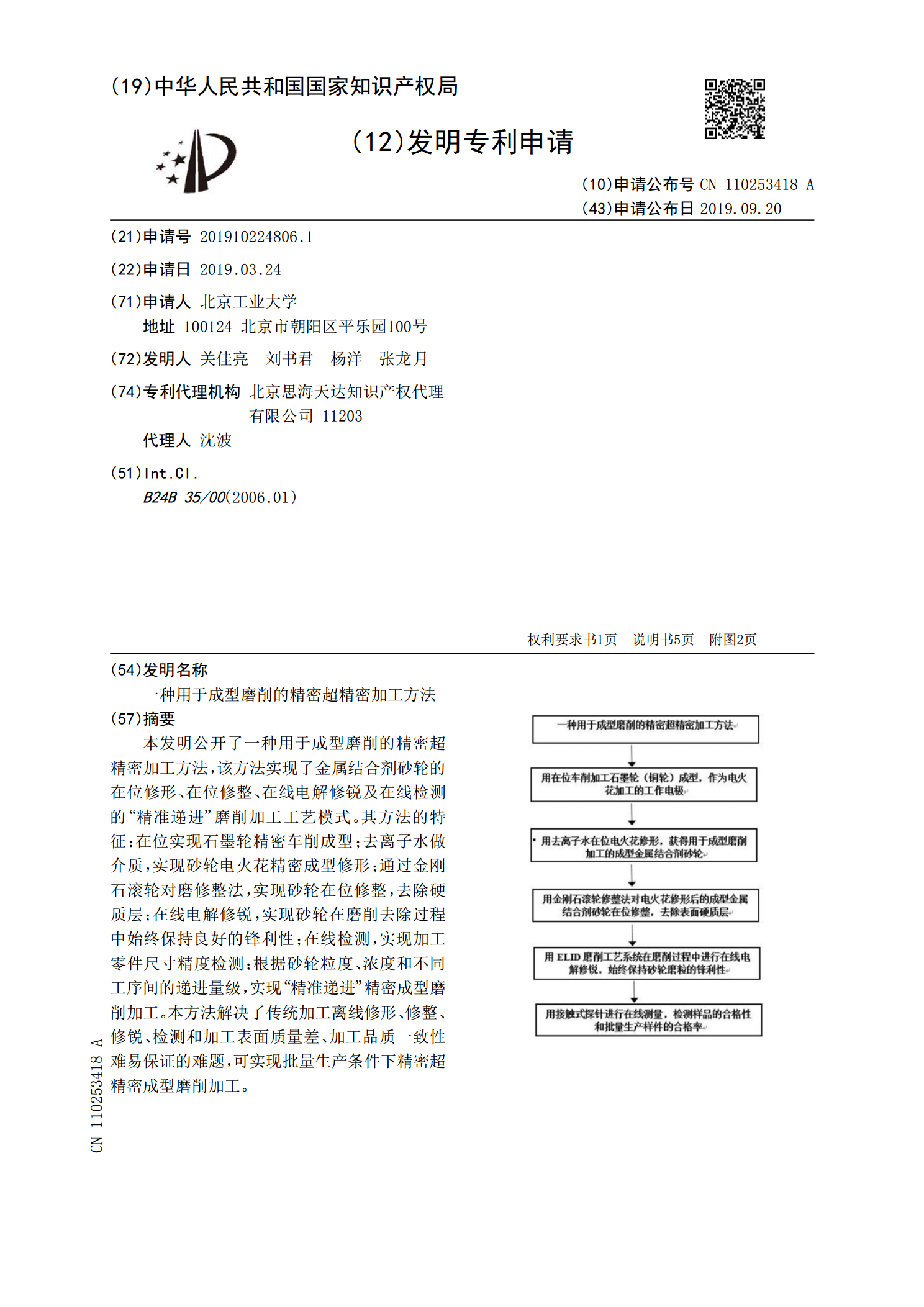
一种用于成型磨削的精密超精密加工方法.pdf
本发明公开了一种用于成型磨削的精密超精密加工方法,该方法实现了金属结合剂砂轮的在位修形、在位修整、在线电解修锐及在线检测的“精准递进”磨削加工工艺模式。其方法的特征:在位实现石墨轮精密车削成型;去离子水做介质,实现砂轮电火花精密成型修形;通过金刚石滚轮对磨修整法,实现砂轮在位修整,去除硬质层;在线电解修锐,实现砂轮在磨削去除过程中始终保持良好的锋利性;在线检测,实现加工零件尺寸精度检测;根据砂轮粒度、浓度和不同工序间的递进量级,实现“精准递进”精密成型磨削加工。本方法解决了传统加工离线修形、修整、修锐、检

用于精密超精密加工的可变角度超声振动辅助磨削装置.pdf
本发明涉及一种用于精密超精密加工的可变角度超声振动辅助磨削装置,包括置于测力仪上面的圆盘形旋转台下底座和圆盘形旋转台上底座、变幅杆夹紧装置下底座和变幅杆夹紧装置上底座、连接变幅杆的超声波发生器以及工件托台,所述圆盘形旋转台下底座与圆盘形旋转台上底座之间同心定位可转动连接,所述变幅杆夹紧装置下底座和变幅杆夹紧装置上底座中间对合夹紧固定变幅杆。本发明通过旋转台上下底座的精确旋转实现了任意方向的超声振动;同时由于采用了对合的夹紧方式方便工件托台平面调整水平;测力仪只与旋转台下底座连接,可以保证变幅杆任意角度旋转

用于磨削和精密加工的方法和装置.pdf
本发明涉及用于磨削和精密加工的方法和装置,其中磨床具有两个工件主轴(3,3′)、至少一个砂轮主轴座(8,9)和两个精密加工装置(10,17),其中工件(6)自动夹紧在工件主轴(3,3′)上,借助至少一个砂轮主轴座(8,9)进行尺寸和形状磨削,随后,借助精密加工装置(10,17)完成加工,其中在工件主轴(3,3′)上对工件(6)进行尺寸和形状磨削的时间段内,在另一个工件主轴(3,3′)上,对工件(6)进行精密加工,并自动换上未加工的工件(6)。
精密磨削和超精密磨削加工方法分类.ppt
精密磨削和超精密磨削加工方法分类第1节概述砂轮粒度8/20/2024第1节概述第1节概述第1节概述第1节概述第1节概述第1节概述第1节概述