
一种金属板材冲孔整修复合成形装置及方法.pdf

邻家****曼玉


1/8
2/8

3/8

4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种金属板材冲孔整修复合成形装置及方法.pdf
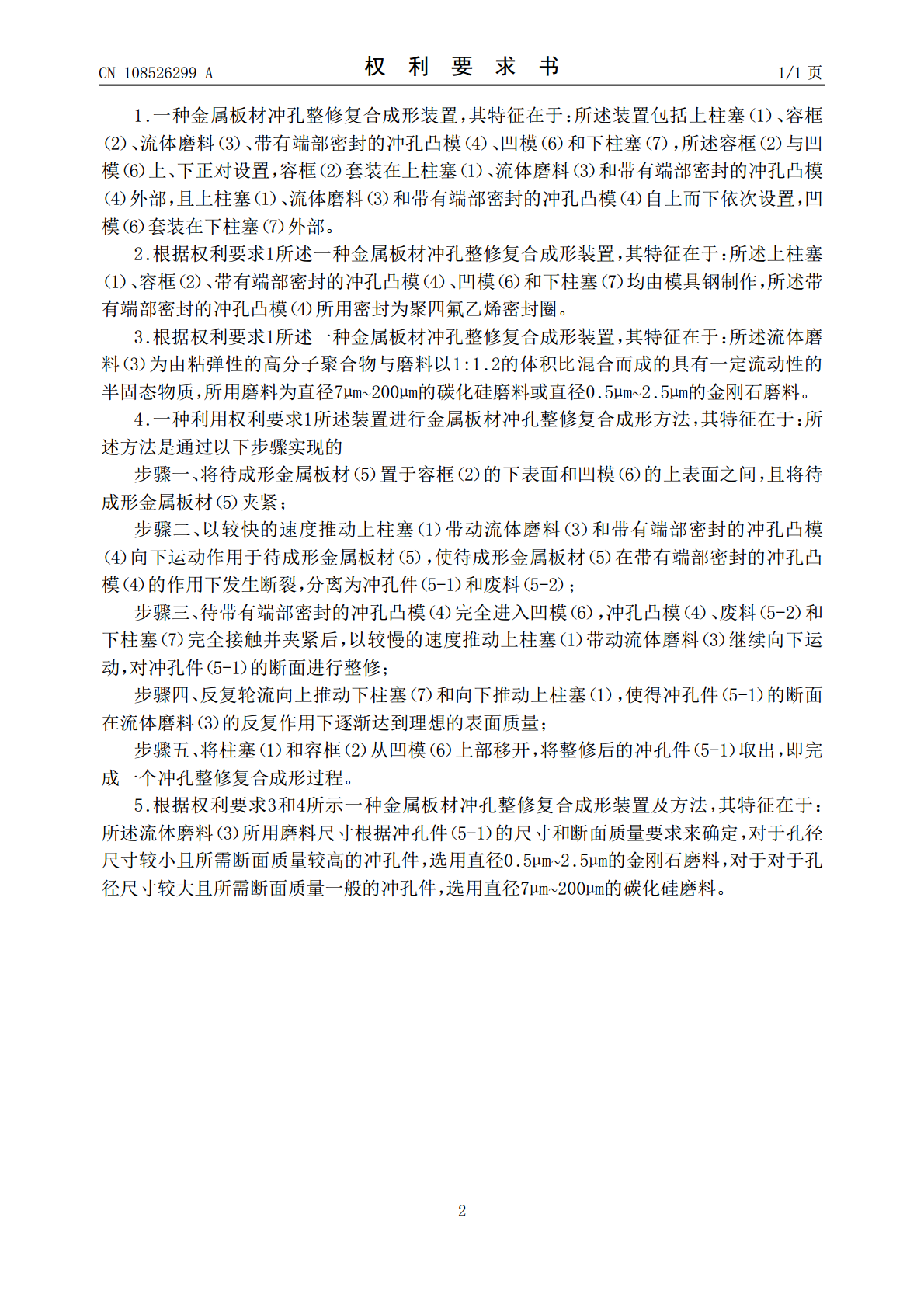
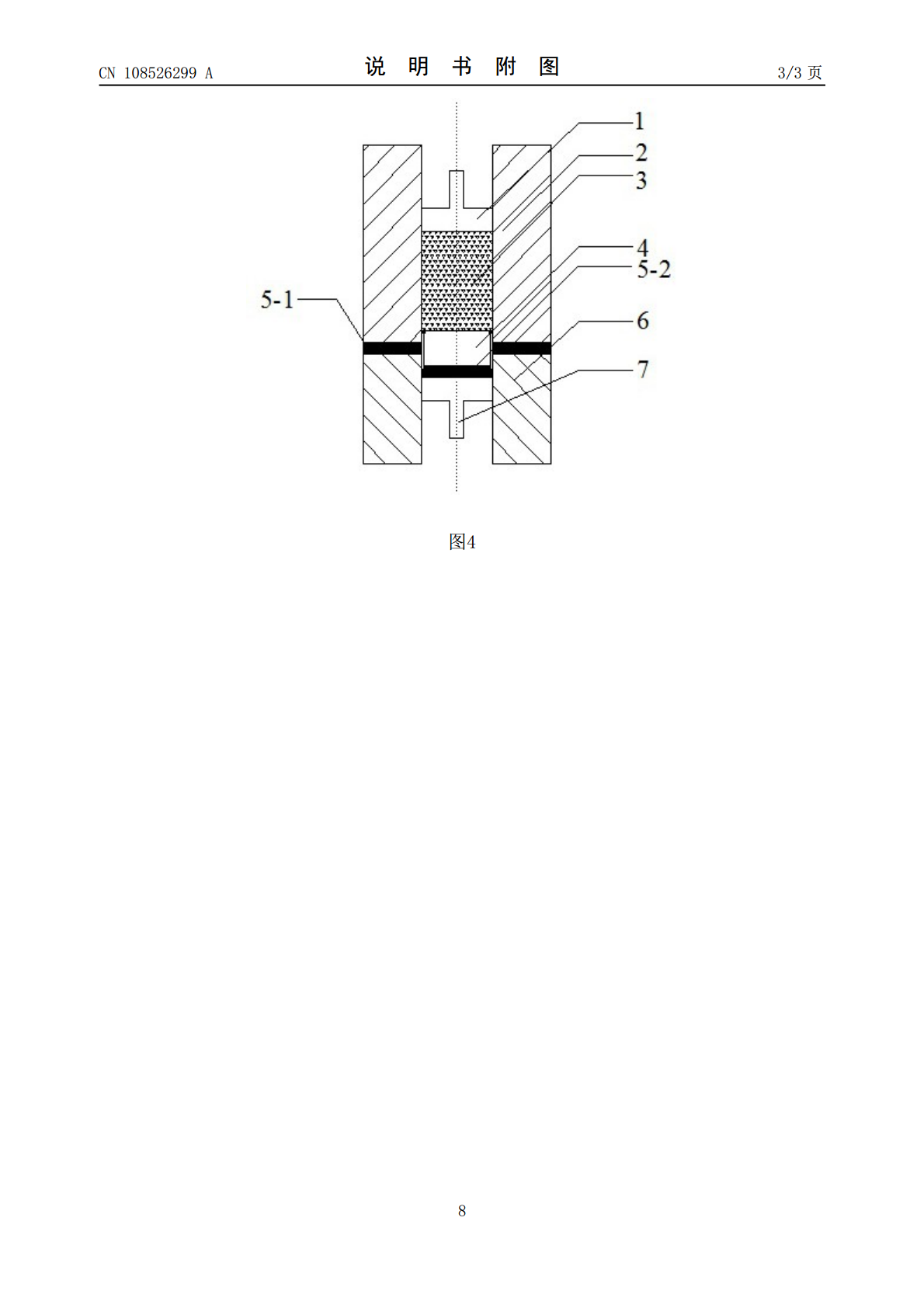
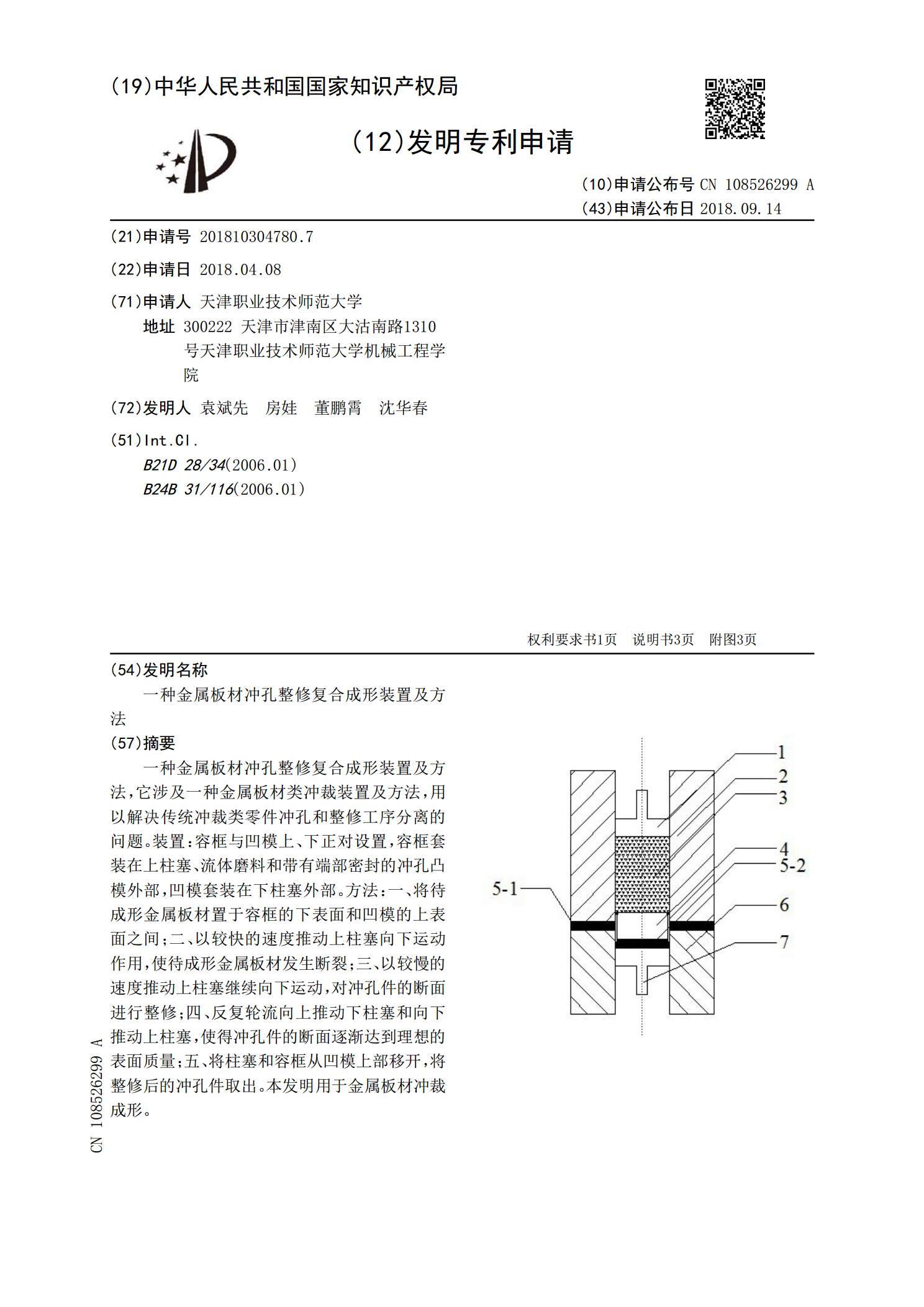
一种金属板材冲孔整修复合成形装置及方法,它涉及一种金属板材类冲裁装置及方法,用以解决传统冲裁类零件冲孔和整修工序分离的问题。装置:容框与凹模上、下正对设置,容框套装在上柱塞、流体磨料和带有端部密封的冲孔凸模外部,凹模套装在下柱塞外部。方法:一、将待成形金属板材置于容框的下表面和凹模的上表面之间;二、以较快的速度推动上柱塞向下运动作用,使待成形金属板材发生断裂;三、以较慢的速度推动上柱塞继续向下运动,对冲孔件的断面进行整修;四、反复轮流向上推动下柱塞和向下推动上柱塞,使得冲孔件的断面逐渐达到理想的表面质量;
一种金属复合板材的热成形方法.pdf
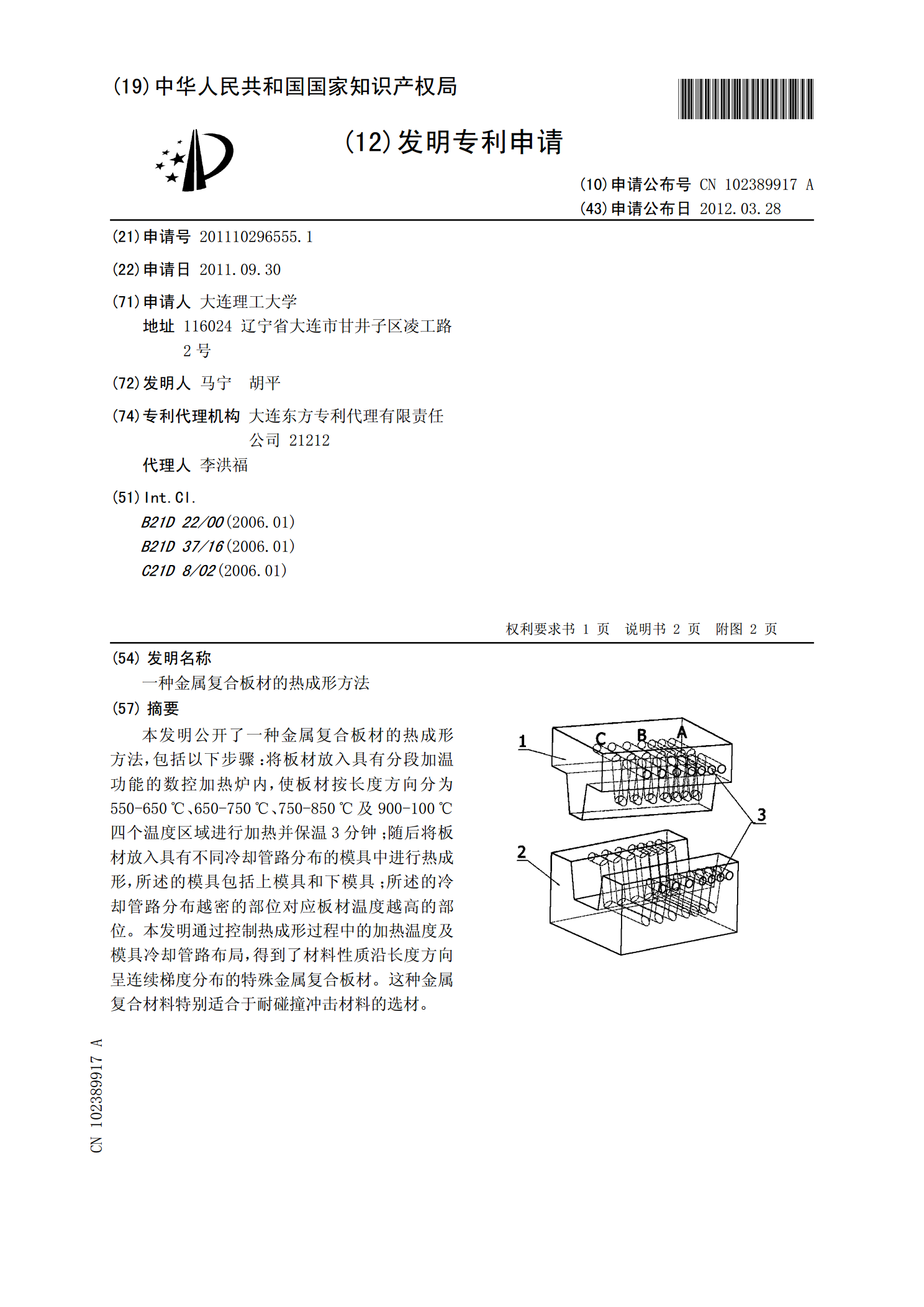
本发明公开了一种金属复合板材的热成形方法,包括以下步骤:将板材放入具有分段加温功能的数控加热炉内,使板材按长度方向分为550-650℃、650-750℃、750-850℃及900-100℃四个温度区域进行加热并保温3分钟;随后将板材放入具有不同冷却管路分布的模具中进行热成形,所述的模具包括上模具和下模具;所述的冷却管路分布越密的部位对应板材温度越高的部位。本发明通过控制热成形过程中的加热温度及模具冷却管路布局,得到了材料性质沿长度方向呈连续梯度分布的特殊金属复合板材。这种金属复合材料特别适合于耐碰撞冲击材

一种用于板材的电磁-多点复合成形装置及其成形方法.pdf
本发明公开了一种用于板材的电磁‑多点复合成形装置,包括上冲头和下冲头,多个所述上冲头阵列形成所述凸模,多个所述下冲头阵列形成所述凹模,所述凸模和/或凹模内设置有可上下位移的线圈支撑杆,所述线圈支撑杆的靠近所述板材的一端设置有可对所述板材成形的电磁线圈。本发明一方面可以将计算机控制上冲头和下冲头的位置形成形状可变的“柔性模具”,从而实现不同形状的板材的快速成形;另一方面通过电磁成形实现板材,回弹的大幅度降低甚至完全消除,提升了板材成形的质量。
一种板材生产用冲孔装置及冲孔方法.pdf
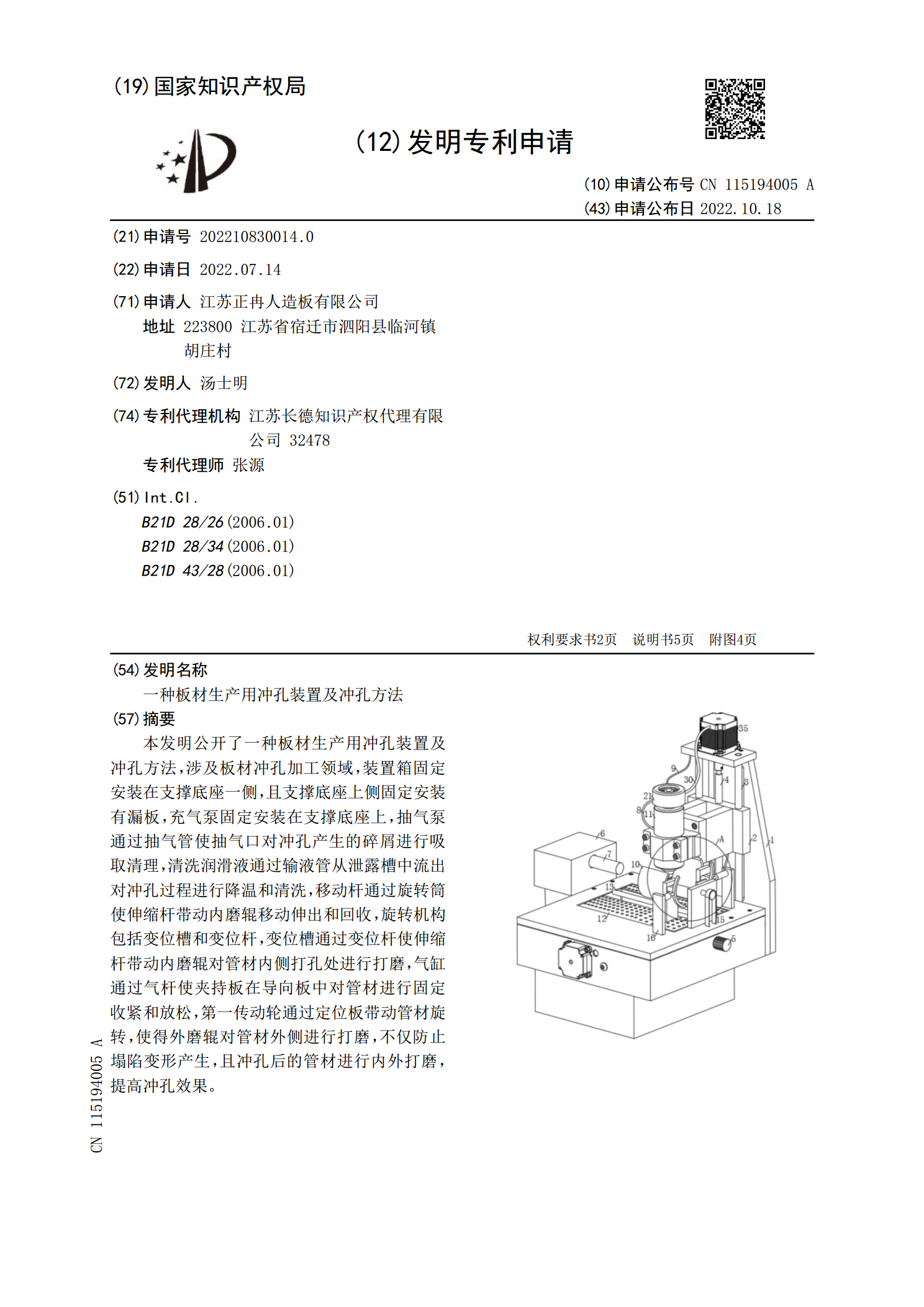
本发明公开了一种板材生产用冲孔装置及冲孔方法,涉及板材冲孔加工领域,装置箱固定安装在支撑底座一侧,且支撑底座上侧固定安装有漏板,充气泵固定安装在支撑底座上,抽气泵通过抽气管使抽气口对冲孔产生的碎屑进行吸取清理,清洗润滑液通过输液管从泄露槽中流出对冲孔过程进行降温和清洗,移动杆通过旋转筒使伸缩杆带动内磨辊移动伸出和回收,旋转机构包括变位槽和变位杆,变位槽通过变位杆使伸缩杆带动内磨辊对管材内侧打孔处进行打磨,气缸通过气杆使夹持板在导向板中对管材进行固定收紧和放松,第一传动轮通过定位板带动管材旋转,使得外磨辊对

一种多层金属复合板材的热成形方法.pdf
本发明公开了一种多层金属复合板材的热成形方法,包括以下步骤:将冷却管路分别安装在模具的上模具和下模具中;将硼合金钢板材加热使之奥氏体化,随后将红热的板材送入有冷却管路的模具内、将模具放入有可控气氛保护加热炉进行热冲压成形;加热炉中温度控制在在750~800℃之间;在大于50℃/s的冷却速率下均匀冷却成形。通过试样硬度测试表明,采用本发明的方法制造的板材硬度从表面到内部逐渐增加,HRC硬度从20左右增加到50左右,这也说明热成形过程中试件得到均匀可控的成形与淬火。由于试样的强度分布与硬度分布趋势相同,说明本