
一种多层金属复合板材的热成形方法.pdf

春岚****23

1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种多层金属复合板材的热成形方法.pdf
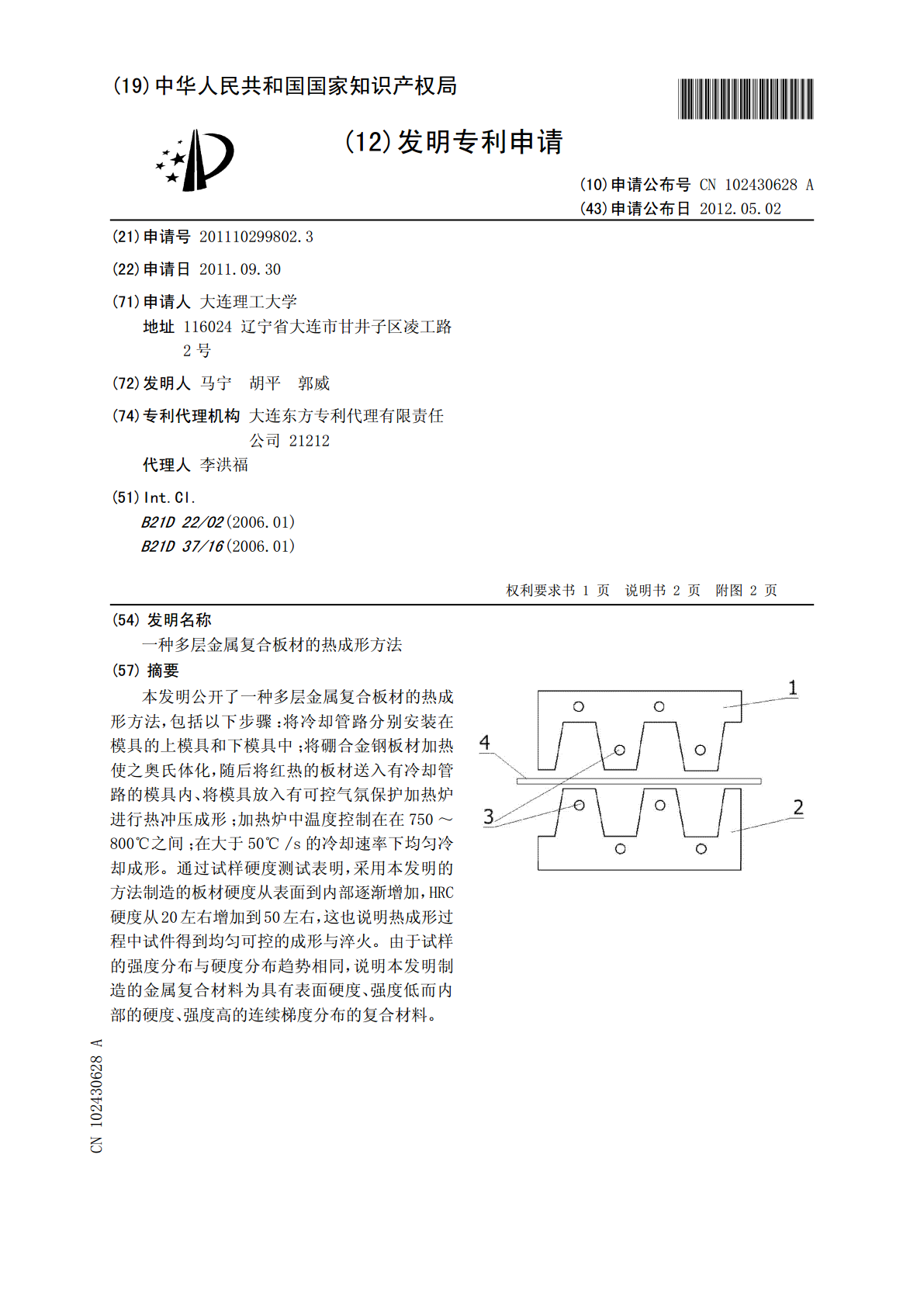
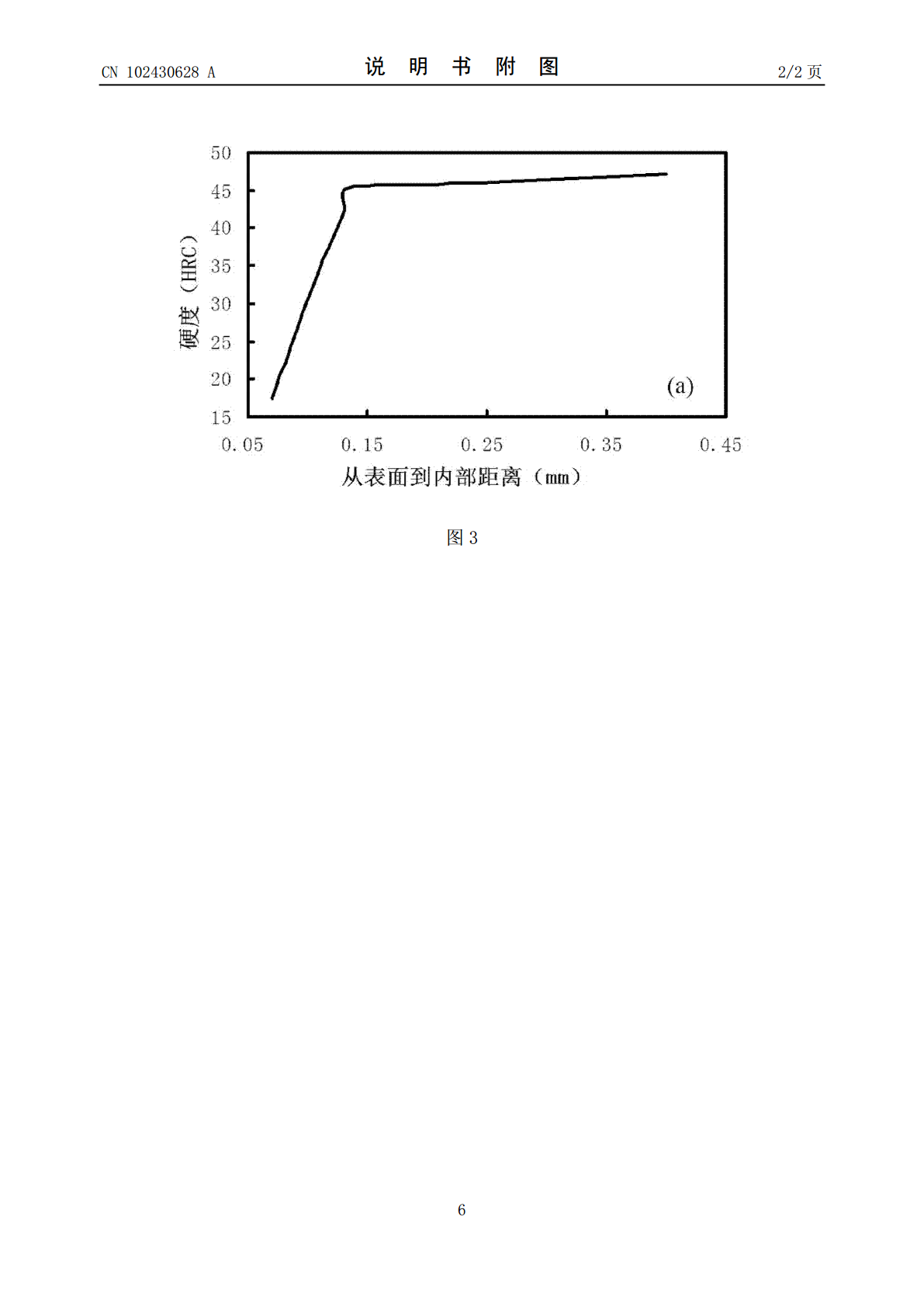
本发明公开了一种多层金属复合板材的热成形方法,包括以下步骤:将冷却管路分别安装在模具的上模具和下模具中;将硼合金钢板材加热使之奥氏体化,随后将红热的板材送入有冷却管路的模具内、将模具放入有可控气氛保护加热炉进行热冲压成形;加热炉中温度控制在在750~800℃之间;在大于50℃/s的冷却速率下均匀冷却成形。通过试样硬度测试表明,采用本发明的方法制造的板材硬度从表面到内部逐渐增加,HRC硬度从20左右增加到50左右,这也说明热成形过程中试件得到均匀可控的成形与淬火。由于试样的强度分布与硬度分布趋势相同,说明本
一种金属复合板材的热成形方法.pdf
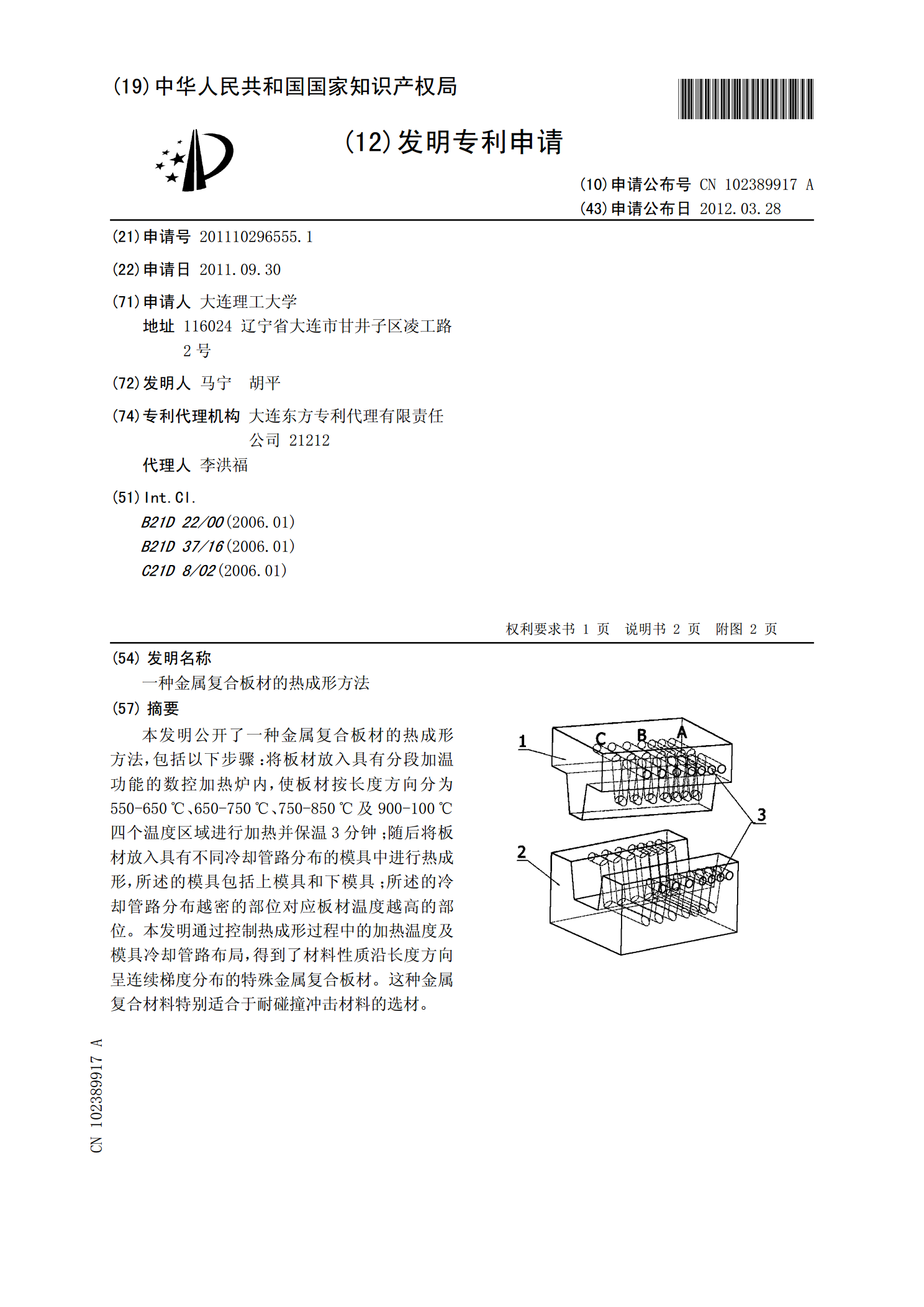
本发明公开了一种金属复合板材的热成形方法,包括以下步骤:将板材放入具有分段加温功能的数控加热炉内,使板材按长度方向分为550-650℃、650-750℃、750-850℃及900-100℃四个温度区域进行加热并保温3分钟;随后将板材放入具有不同冷却管路分布的模具中进行热成形,所述的模具包括上模具和下模具;所述的冷却管路分布越密的部位对应板材温度越高的部位。本发明通过控制热成形过程中的加热温度及模具冷却管路布局,得到了材料性质沿长度方向呈连续梯度分布的特殊金属复合板材。这种金属复合材料特别适合于耐碰撞冲击材

基于多层普通金属复合板热冲压成形制作汽车B柱的方法.pdf
基于多层普通金属复合板热冲压成形制作汽车B柱的方法,包括获取复合金属板作为原料板材;制作冲压模具,凸模与凹模的所有拐角处均用圆角过渡;将原料板材经剪板机裁剪成所需的轮廓形状;使裁切后的板料实现奥氏体化组织转变;用定位销将裁切后的板料定位;压边圈比凸模先接触板料,压边圈对板料完成压边之后、凸模将压边区域内的板料压向凹模内;凸模与凹模合模、冷却淬火并保压,获得冲压淬火件;采用加热保温退火工艺对冲压淬火件进行时效处理;然后用喷丸方式去除氧化皮并利用激光修边设备对冲压淬火件进行修边操作。本发明具有能够提高汽车板的
一种金属板材冲孔整修复合成形装置及方法.pdf
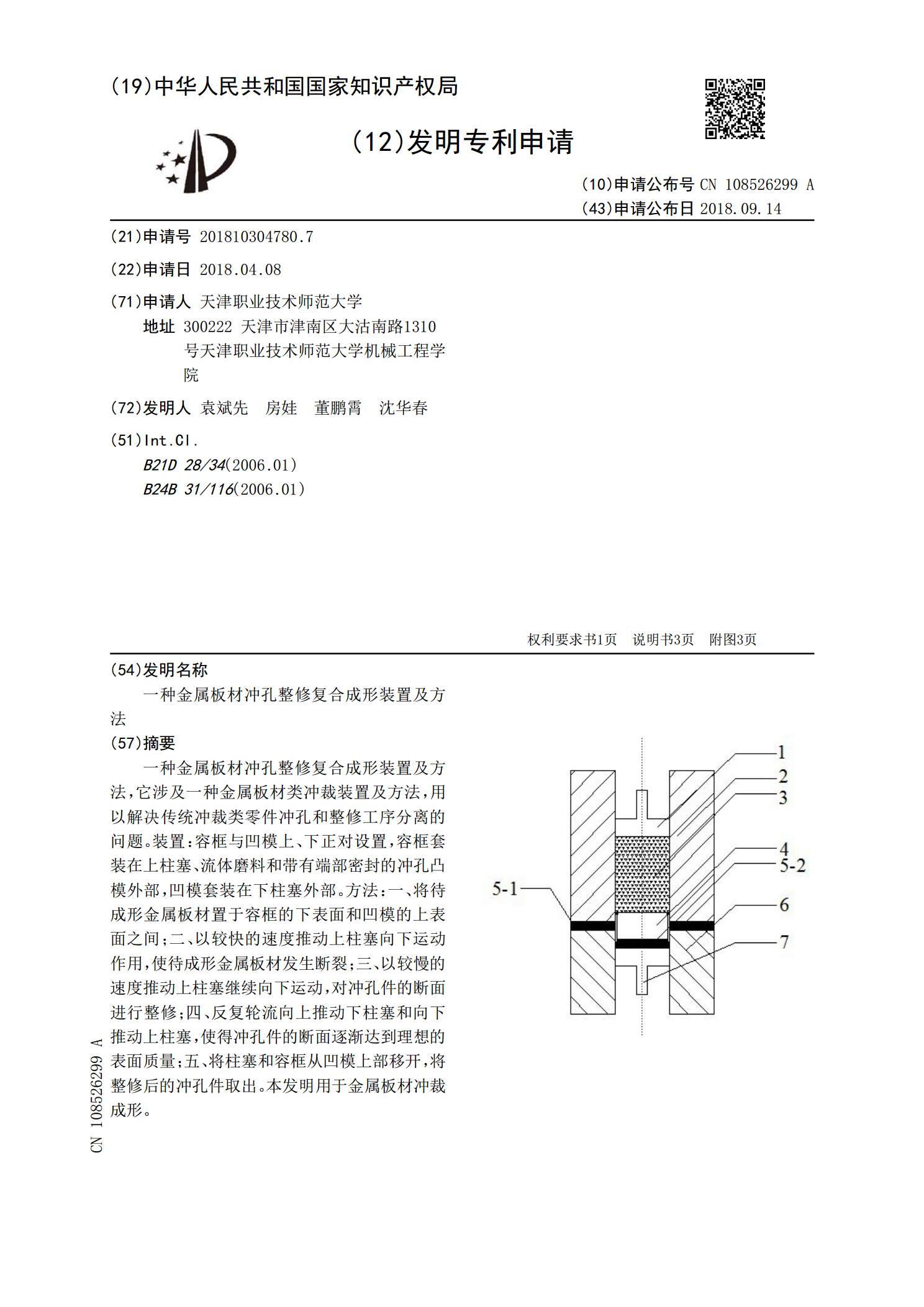
一种金属板材冲孔整修复合成形装置及方法,它涉及一种金属板材类冲裁装置及方法,用以解决传统冲裁类零件冲孔和整修工序分离的问题。装置:容框与凹模上、下正对设置,容框套装在上柱塞、流体磨料和带有端部密封的冲孔凸模外部,凹模套装在下柱塞外部。方法:一、将待成形金属板材置于容框的下表面和凹模的上表面之间;二、以较快的速度推动上柱塞向下运动作用,使待成形金属板材发生断裂;三、以较慢的速度推动上柱塞继续向下运动,对冲孔件的断面进行整修;四、反复轮流向上推动下柱塞和向下推动上柱塞,使得冲孔件的断面逐渐达到理想的表面质量;

热塑板材多层复合设备热压成型温度控制方法及装置.pdf
本发明涉及一种热塑板材多层复合设备热压成型温度控制方法,通过触摸屏设置温度目标值为A;控制器检测设备是否运行,若检测结果为否,进入加热停止步骤;若检测结果为是,则控制器接收来自于温度传感探头提供的成型温度检测信号,并将该检测信号计算为实际温度值为B;控制器将当前的实际温度值B与设置的温度目标值A进行比较,若A和B相等,则直接进入加热停止的步骤;否则,进一步比较A是否大于B,若A大于B的比较结果为是,则控制器输出加热控制信号,低压接触器在加热控制信号下吸合,使加热元件对热塑板材多层复合设备进行加热;若A大于