
一种硅晶体线切割装置.pdf

宜欣****外呢

1/7
2/7
3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种硅晶体线切割装置.pdf
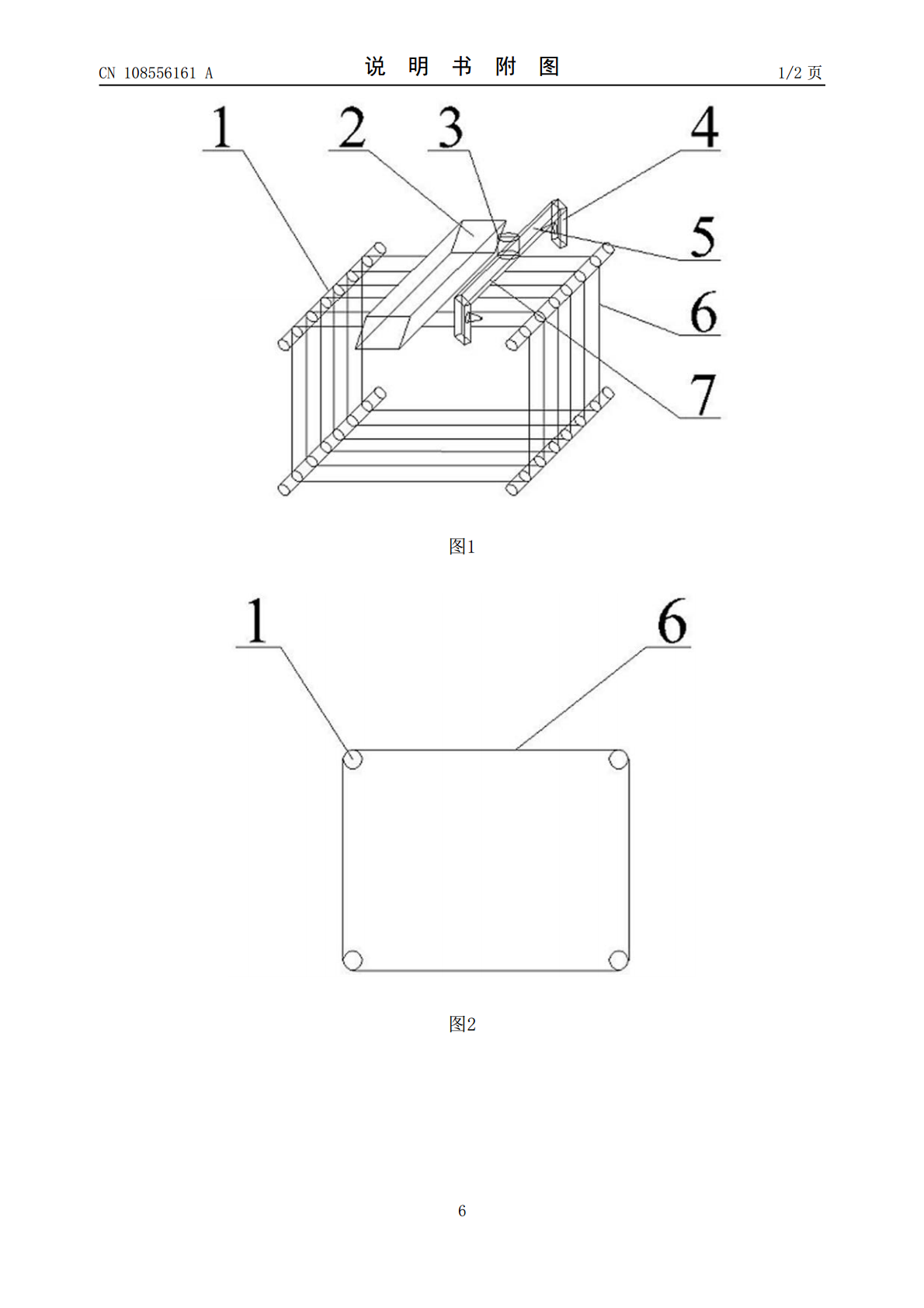
本发明公开了一种硅晶体线切割装置,属于晶体切割技术领域。本发明所述网线导向轮(1)边缘连接切割网线(6);所述硅晶体固定装置(2)和喷涂装置(7)设置在装置上方;所述喷涂装置(7)由储液罐(3),喷涂罐(4)和导流槽(5);所述导流槽(5)上方设置储液罐(3);所述导流槽(5)下端设置喷涂罐(4);所述喷涂罐(4)中设置喷嘴(8)。本发明提供的硅晶体线切割装置具有优异的切割效率。
晶体硅多线切割机及晶体硅切割方法.pdf
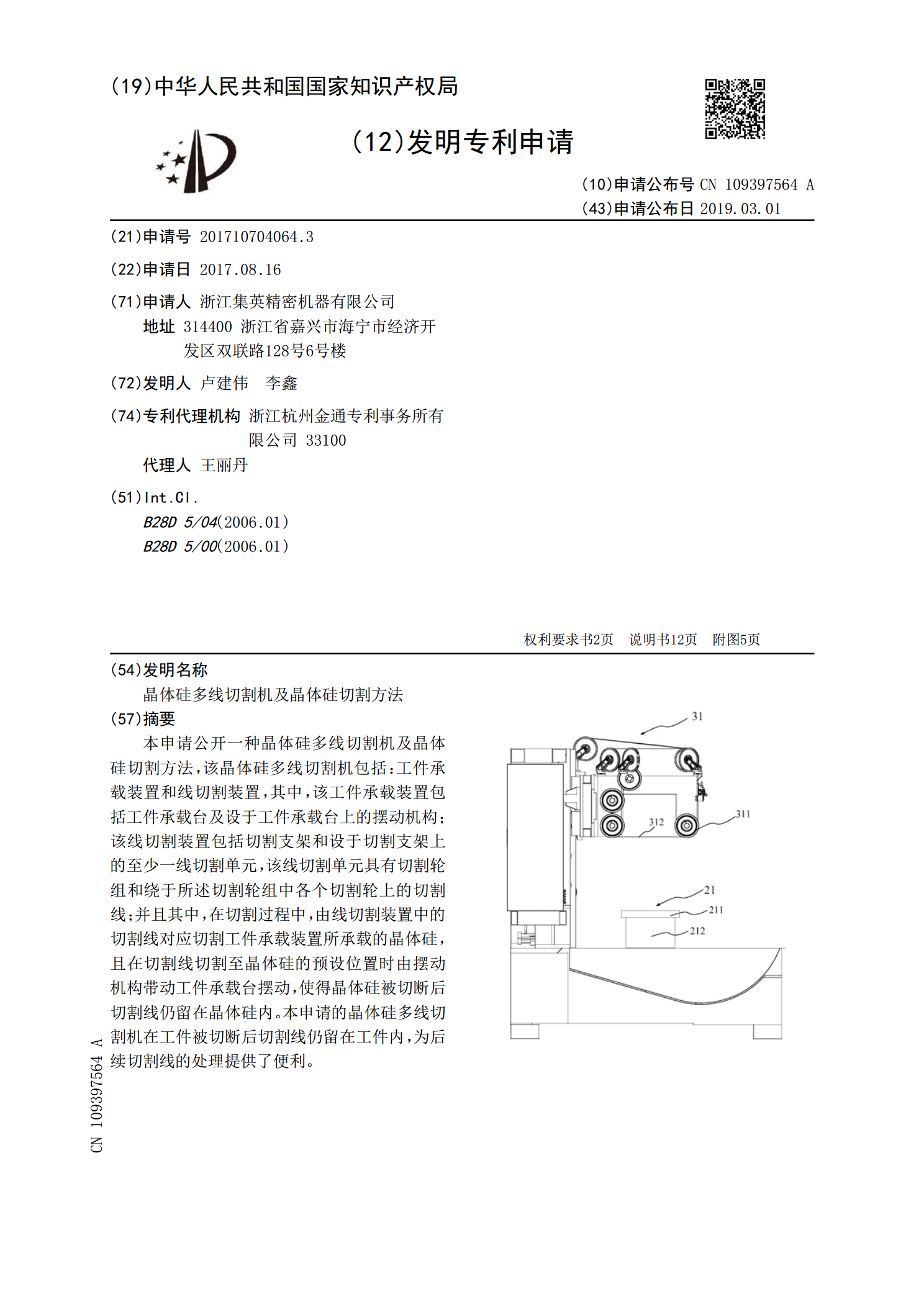
本申请公开一种晶体硅多线切割机及晶体硅切割方法,该晶体硅多线切割机包括:工件承载装置和线切割装置,其中,该工件承载装置包括工件承载台及设于工件承载台上的摆动机构;该线切割装置包括切割支架和设于切割支架上的至少一线切割单元,该线切割单元具有切割轮组和绕于所述切割轮组中各个切割轮上的切割线;并且其中,在切割过程中,由线切割装置中的切割线对应切割工件承载装置所承载的晶体硅,且在切割线切割至晶体硅的预设位置时由摆动机构带动工件承载台摆动,使得晶体硅被切断后切割线仍留在晶体硅内。本申请的晶体硅多线切割机在工件被切断

一种晶体硅切割装置.pdf
本发明涉及晶体硅生产技术领域,尤其涉及一种晶体硅切割装置,包括底座、固定支架、双滑块无杆气缸、支撑架、切割装置、固定座、夹紧块、立板;所述固定支架安装在底座上;所述双滑块无杆气缸固定在固定支架上;所述支撑架数量为二,固定在双滑块无杆气缸的滑块上;所述切割装置数量为二,切割装置固定在支撑架上;所述固定座数量为二,其中一个固定座固定在固定支架上,另一个固定座固定在立板上;所述夹紧块数量为二,夹紧块分别固定在两块固定座上;所述立板固定在底座上。本发明能够对晶体硅实现精确切割,切割过程稳定性好;同时本发明能够减少
一种硅晶体破碎装置.pdf
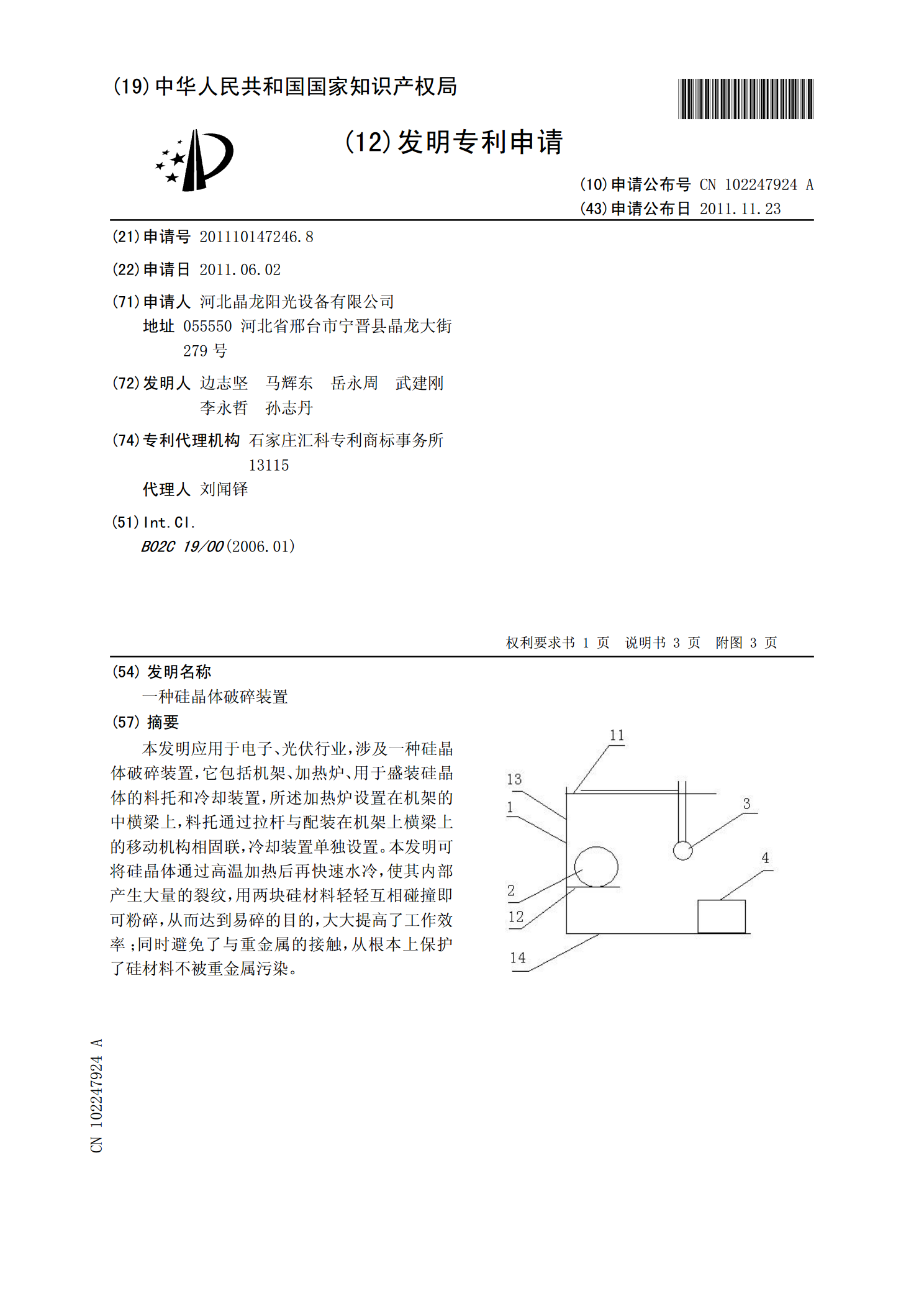
本发明应用于电子、光伏行业,涉及一种硅晶体破碎装置,它包括机架、加热炉、用于盛装硅晶体的料托和冷却装置,所述加热炉设置在机架的中横梁上,料托通过拉杆与配装在机架上横梁上的移动机构相固联,冷却装置单独设置。本发明可将硅晶体通过高温加热后再快速水冷,使其内部产生大量的裂纹,用两块硅材料轻轻互相碰撞即可粉碎,从而达到易碎的目的,大大提高了工作效率;同时避免了与重金属的接触,从根本上保护了硅材料不被重金属污染。
一种利用金刚线切割晶体硅废料制备工业用硅的方法.pdf
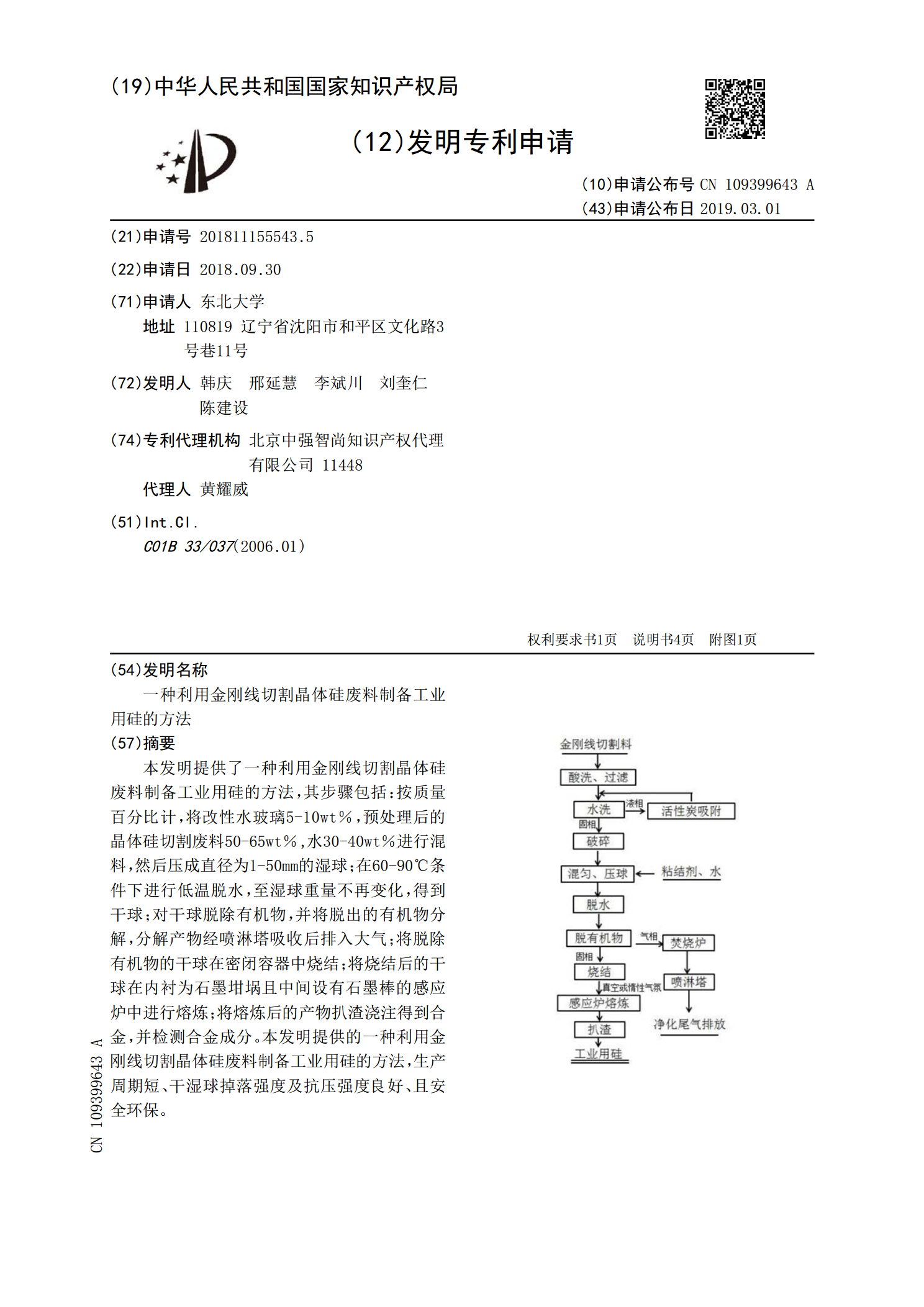
本发明提供了一种利用金刚线切割晶体硅废料制备工业用硅的方法,其步骤包括:按质量百分比计,将改性水玻璃5‑10wt%,预处理后的晶体硅切割废料50‑65wt%,水30‑40wt%进行混料,然后压成直径为1‑50mm的湿球;在60‑90℃条件下进行低温脱水,至湿球重量不再变化,得到干球;对干球脱除有机物,并将脱出的有机物分解,分解产物经喷淋塔吸收后排入大气;将脱除有机物的干球在密闭容器中烧结;将烧结后的干球在内衬为石墨坩埚且中间设有石墨棒的感应炉中进行熔炼;将熔炼后的产物扒渣浇注得到合金,并检测合金成分。本发