
一种大型直齿轮在线焊接修复工艺.pdf

王秋****哥哥


1/9
2/9
3/9

4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大型直齿轮在线焊接修复工艺.pdf
本发明公开了一种大型直齿轮在线焊接修复工艺,特点是该工艺按照焊接前准备、焊接处理、焊接后处理进行,其中焊接处理包括焊件位置调整及焊前清洗、焊接断齿处修平及焊件加热、过渡打底层焊接、堆焊层焊接;焊接完成后,用先制作的齿形样板进行比对,多余的焊缝用等离子气刨切割修平,然后用角磨机大致修磨,以符合齿形样板尺寸最后进行应力消除操作。本发明的优点是在狭窄的空间内完成对待焊齿轮部位的在线焊接修复,堆焊后的直齿通过手工研磨达到符合运转尺寸,表面没有任何焊接缺陷,保证后续运转周期质量,节约检修时间,降低维修成本,减少停机

一种大型焊接齿轮的加工工艺.pdf
本发明公开了一种大型焊接齿轮的加工工艺,具体包括以下步骤:步骤1:齿坯初步机械加工,步骤2:毛坯预备热处理,步骤3:齿轮齿形的初步加工,步骤4:齿轮齿形的车削加工,步骤5:齿轮各部件的焊接,步骤6:齿轮剃齿、滚齿精加工,步骤7:齿轮的二次热处理,本发明涉及齿轮技术领域。该大型焊接齿轮的加工工艺,通过步骤5的设置,使得齿轮在焊接时对焊接部位进行预加热并且进行保温,预加热后,齿轮的整体性能较常温状态更加活泼,焊接时焊点能够完全加热融合,达到最佳焊接状态,并且焊接时采用二氧化碳进行焊接保护,有效避免空气对焊点进

利用保养焊接技术修复大型齿轮.docx
利用保养焊接技术修复大型齿轮标题:利用保养焊接技术修复大型齿轮摘要:大型齿轮在工业生产中扮演着重要的角色,但长期使用和物理作用的影响会导致齿轮表面磨损或裂纹等问题。保养焊接技术作为一种有效的修复方法,在大型齿轮修复中发挥着重要作用。本文将介绍保养焊接技术的工作原理、应用范围,以及修复大型齿轮所需的步骤和注意事项等相关内容,旨在为大型齿轮的修复提供参考。一、引言近年来,大型齿轮在各行业的重要性日益凸显。然而,由于长期使用和物理作用的影响,大型齿轮往往会出现磨损、裂纹等问题,严重影响设备的正常运转。因此,修复

大型齿轮焊接工艺研究.docx
大型齿轮焊接工艺研究一、引言大型齿轮是重要的机械传动部件,在各种工业行业中广泛应用。对于大型齿轮的制造,焊接是其中一个非常重要的工艺。与传统的加工方法相比,齿轮的焊接可以更好地满足各种实际需求,提高生产效率和降低生产成本。本文旨在深入探讨大型齿轮焊接工艺的研究现状及其未来发展趋势。二、大型齿轮焊接工艺研究现状1.焊接材料的选择在大型齿轮焊接工艺中,合适的焊接材料选择至关重要。一般来说,焊接材料的选择应该依据工作温度、硬度、热处理和机械性能等指标。常见的焊接材料有铜、铁、钢等金属制成的合金,其中钢具有较高的
大型焊接齿轮及其加工工艺方法.pdf
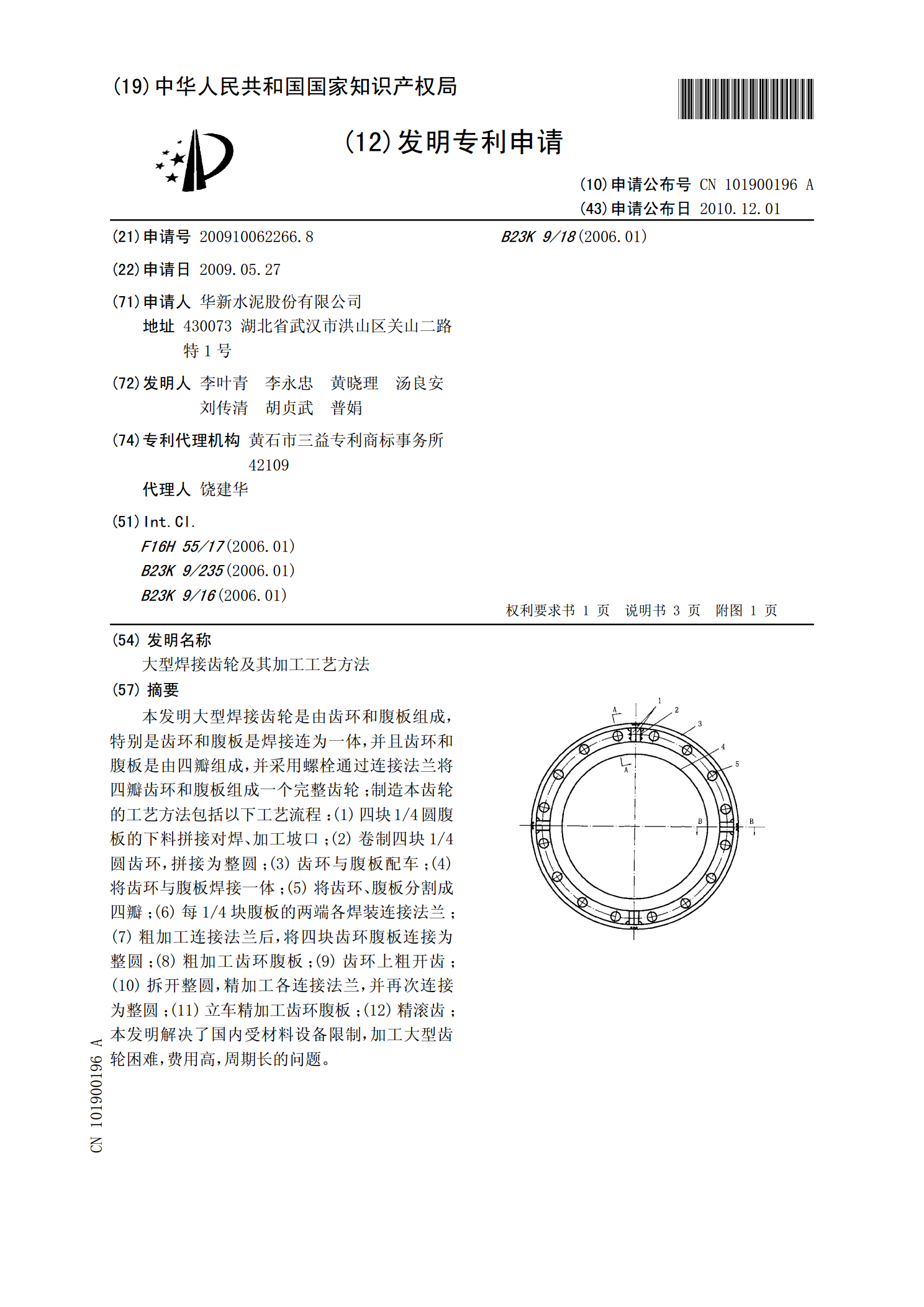
本发明大型焊接齿轮是由齿环和腹板组成,特别是齿环和腹板是焊接连为一体,并且齿环和腹板是由四瓣组成,并采用螺栓通过连接法兰将四瓣齿环和腹板组成一个完整齿轮;制造本齿轮的工艺方法包括以下工艺流程:(1)四块1/4圆腹板的下料拼接对焊、加工坡口;(2)卷制四块1/4圆齿环,拼接为整圆;(3)齿环与腹板配车;(4)将齿环与腹板焊接一体;(5)将齿环、腹板分割成四瓣;(6)每1/4块腹板的两端各焊装连接法兰;(7)粗加工连接法兰后,将四块齿环腹板连接为整圆;(8)粗加工齿环腹板;(9)齿环上粗开齿;(10)拆开整圆