
一种加工隔板装配定位板的专用工具及其加工方法.pdf

一吃****仪凡


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种加工隔板装配定位板的专用工具及其加工方法.pdf
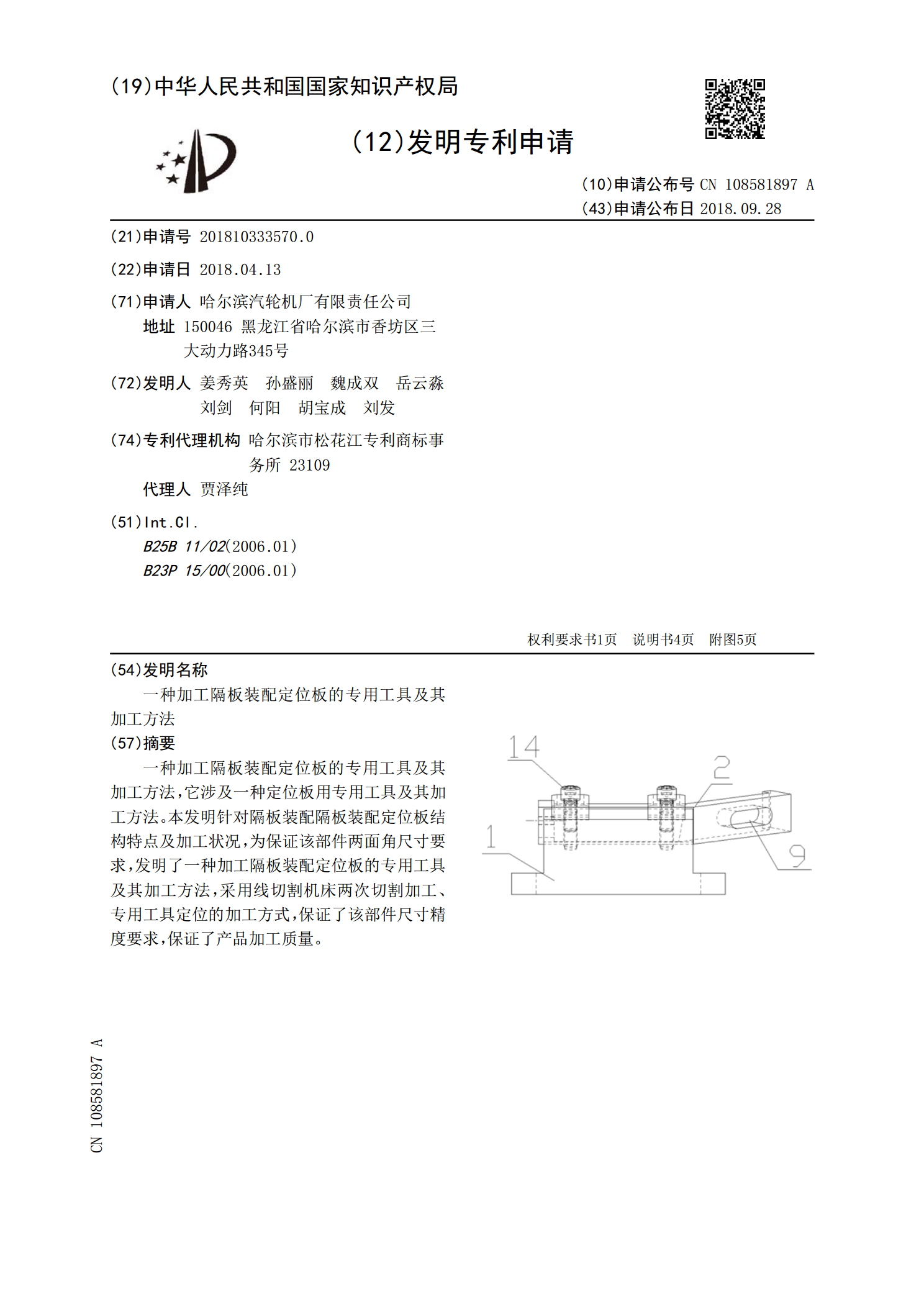
一种加工隔板装配定位板的专用工具及其加工方法,它涉及一种定位板用专用工具及其加工方法。本发明针对隔板装配隔板装配定位板结构特点及加工状况,为保证该部件两面角尺寸要求,发明了一种加工隔板装配定位板的专用工具及其加工方法,采用线切割机床两次切割加工、专用工具定位的加工方式,保证了该部件尺寸精度要求,保证了产品加工质量。

一种汽轮机的隔板及其加工方法.pdf
本发明公开了一种汽轮机的隔板及其加工方法,属于汽轮机设备,其技术方案要点是;包括若干可拼合成圆形的叶栅,相邻所述叶栅之间固定连接,所述叶栅包括固定连接的内环块、叶片和外环块,所述叶片位于外环块和内环块之间。本发明的结构合理,在焊接时不再需要对叶片进行焊接,从而使叶片在安装过程中不会产生变形,使叶片的安装精度不会受到影响。

一种弯管定位装配的加工方法.pdf
本发明公开了一种弯管定位装配的加工方法,包括如下步骤:在开设有通孔与斜孔相连通的工件上,从斜孔的末端对斜孔进行扩孔处理,使扩孔后的斜孔孔径与弯管套的外径相匹配;将弯管从工件的通孔处伸入斜孔内,使弯管的直段位于工件的通孔内,弯管的弯段位于工件扩孔后的斜孔内;在弯管套的外壁与内壁预留的钎料槽内预置膏状钎料,弯管套的内径与弯管弯段的外径相匹配,弯管套的外径与扩孔后的斜孔的内径相匹配;将弯管套从斜孔的末端套在弯管的弯段上,确保弯管套将弯管弯段与扩孔后的斜孔之间的环缝封堵;将工件放入真空炉中,进行真空钎焊,冷却后出

一种吸音石膏板定位打孔加工机械及加工方法.pdf
本发明涉及一种吸音石膏板定位打孔加工机械及加工方法,包括支撑架、收集装置和打孔装置,所述的支撑架呈U型结构,支撑架内部下端安装有收集装置,收集装置上方设置有打孔装置,打孔装置安装在支撑架上。本发明可以解决现有的设备在对石膏板进行打孔时,打孔针外表面通常会粘附大量的石膏粉尘,不能够快速的对石膏粉尘进行清理,导致石膏粉尘影响石膏板打孔精度以及易造成环境污染,同时在对石膏板进行打孔时,不能够快速的对打孔产生的冲料进行排出,而且石膏粉尘收集不方便,影响石膏板的加工效率等难题。
多孔薄壁凸轮板加工定位工装及加工方法.pdf
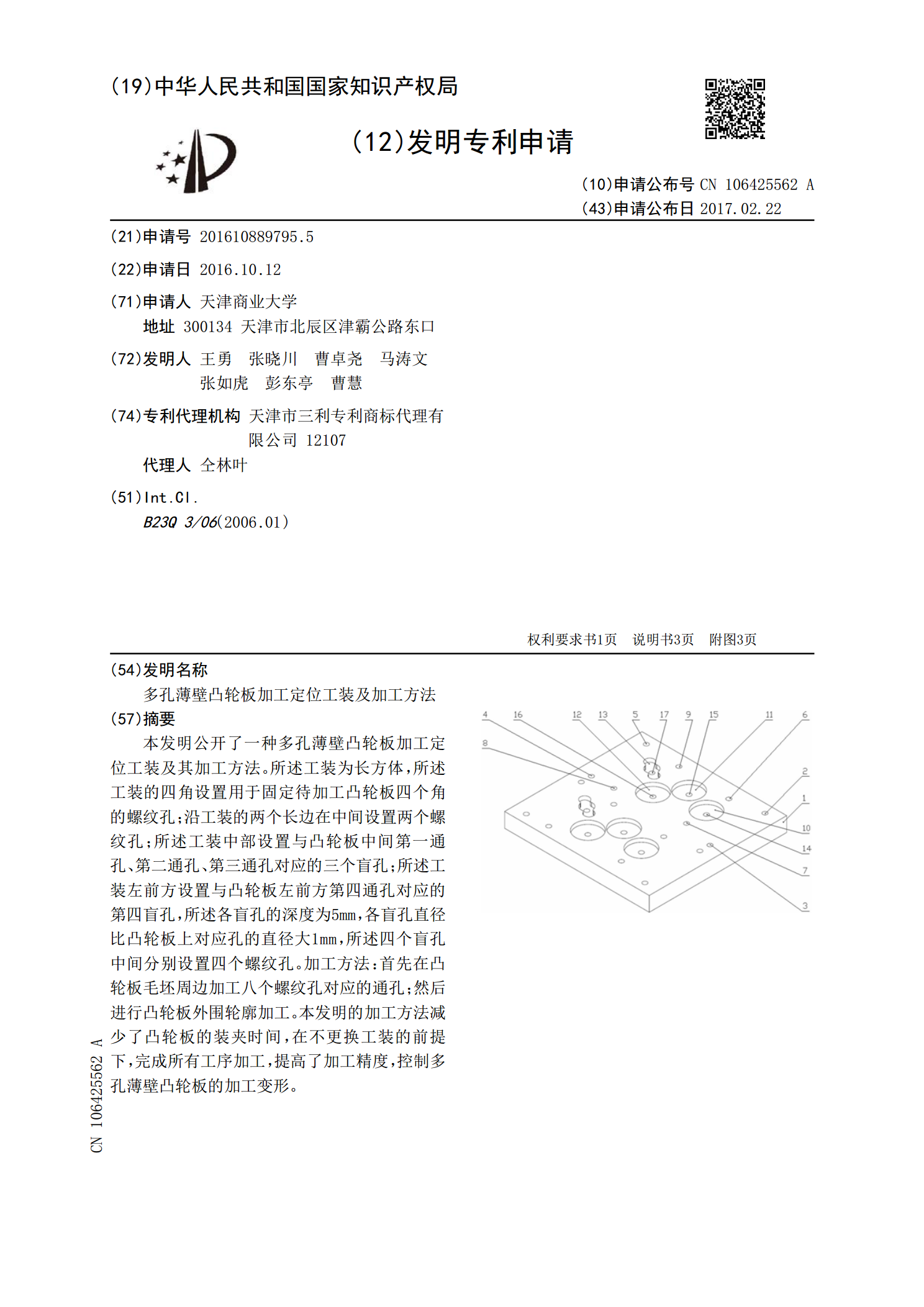
本发明公开了一种多孔薄壁凸轮板加工定位工装及其加工方法。所述工装为长方体,所述工装的四角设置用于固定待加工凸轮板四个角的螺纹孔;沿工装的两个长边在中间设置两个螺纹孔;所述工装中部设置与凸轮板中间第一通孔、第二通孔、第三通孔对应的三个盲孔;所述工装左前方设置与凸轮板左前方第四通孔对应的第四盲孔,所述各盲孔的深度为5mm,各盲孔直径比凸轮板上对应孔的直径大1mm,所述四个盲孔中间分别设置四个螺纹孔。加工方法:首先在凸轮板毛坯周边加工八个螺纹孔对应的通孔;然后进行凸轮板外围轮廓加工。本发明的加工方法减少了凸轮板