
用于轮廓珩磨的珩磨方法和加工机.pdf

雨巷****轶丽

1/10
2/10

3/10
4/10

5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于轮廓珩磨的珩磨方法和加工机.pdf
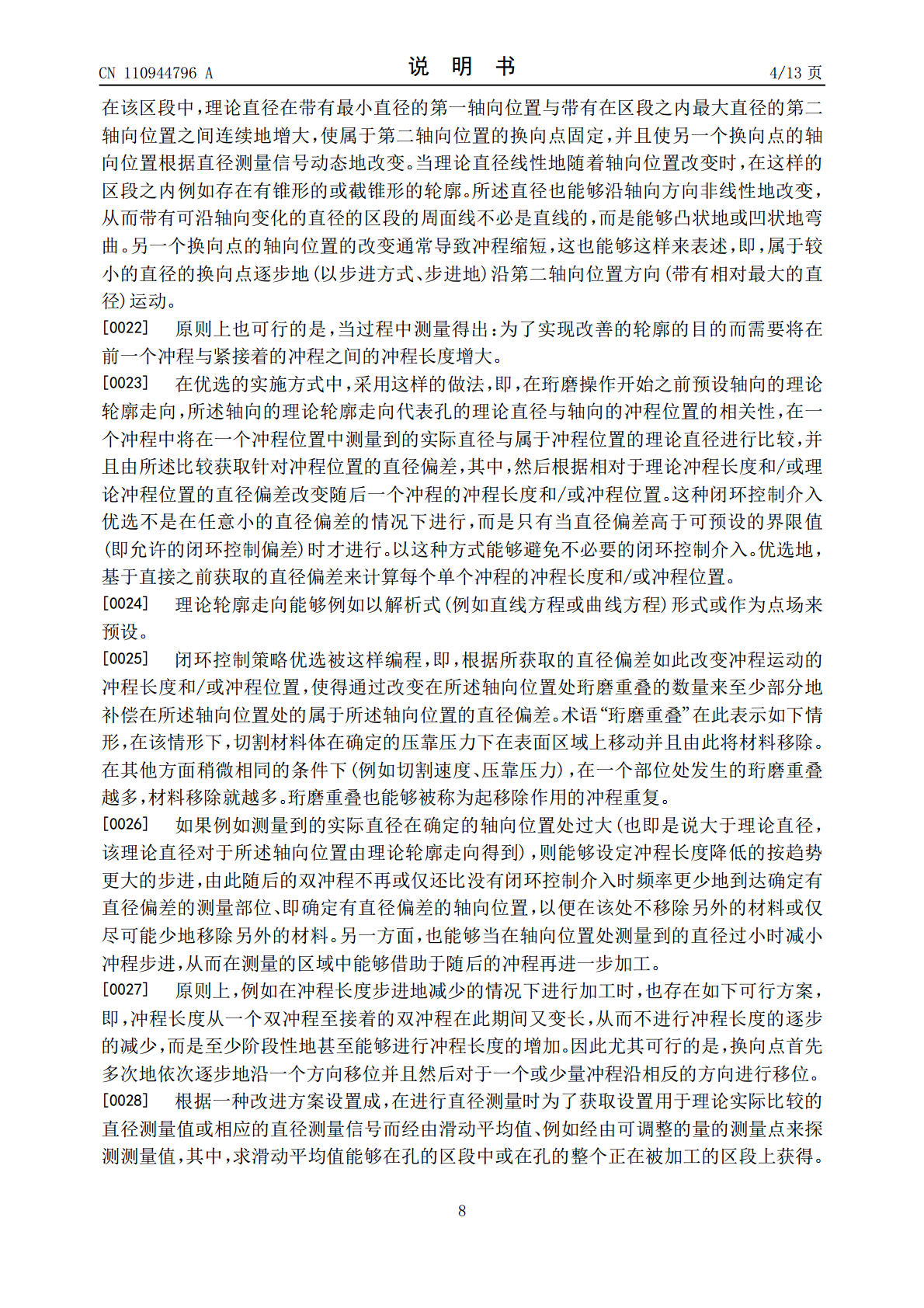
在一种用于借助于至少一个珩磨操作加工工件(200)中的孔(210)的内部面(214)的珩磨方法中,在珩磨操作期间使耦联到主轴处的、能扩张的珩磨工具(150)在孔之内为了产生沿孔的轴向方向的冲程运动来回运动,并且同时为了产生叠加于冲程运动的转动运动而转动。在此,产生关于孔轴线(212)旋转对称的、与圆柱体形状不同的带有轴向的轮廓走向的孔成形部。为了产生沿轴向变化的材料移除,在至少一个冲程改变阶段中改变冲程运动的冲程长度和/或冲程位置。在此,使用具有环形的切割组(155)的珩磨工具(150),所述环形的切割组

珩磨机和珩磨机的应用.pdf
一种珩磨机(10),尤其切入式珩磨机,用于珩磨柱面、球面、锥面和/或圆锥面,尤其滚动轴承的部件,所述珩磨机设置有:加工刀具(16),其用于在相对于工件(14)的第一加工位处对工件(14)进行切削加工;和涡流检测探针(28),其用于在相对于工件(14)的第二加工位处对工件(14)进行裂纹检测和/或磨削烧伤检测,所述第二加工位尤其沿周向方向相对于第一加工位错开。通过将涡流检测探针(28)集成到珩磨机(10)中,能够实现低成本地制造和检测高精度表面。
珩磨机的具有钵状的支架的、用于珩磨环的工具主轴.pdf
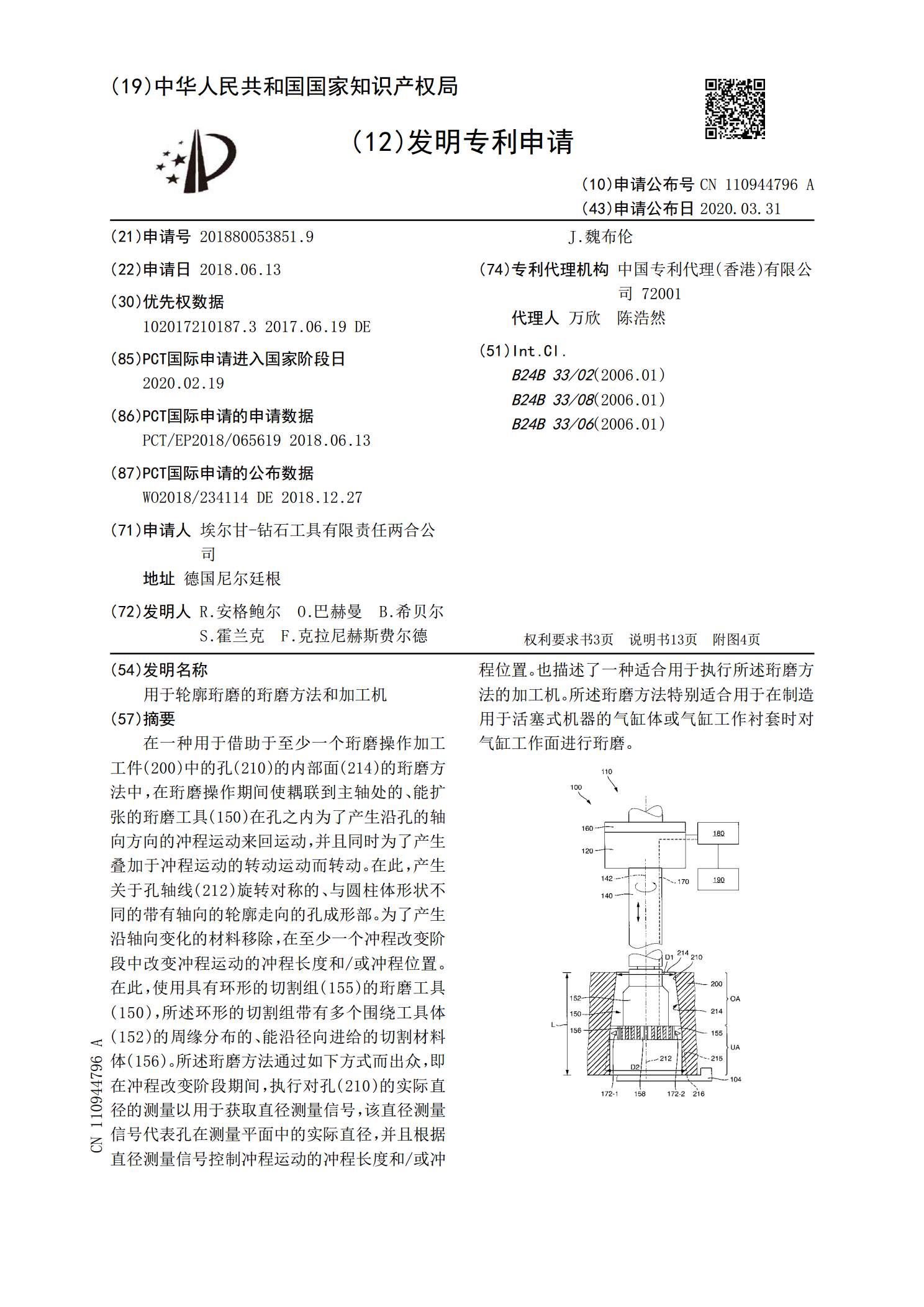
本发明涉及一种用于珩磨机(60)的工具主轴(1),所述工具主轴包括用于珩磨环(2)的马达驱动的支架(6),其中所述支架(6)具有至少一个液压的膨胀元件(11),利用所述膨胀元件能使珩磨环(2)在支架(6)中径向张紧并且对中,该工具主轴的特征在于,支架(6)构造成钵状的,具有环绕的壁部(9)和朝一侧封闭所述壁部(9)的底部(10),所述至少一个膨胀元件(11)在环绕的壁部(9)上在内侧构成,所有膨胀元件(11)都与一个液压室(14)连接,所述液压室设置在底部(10)中,并且仅设有唯一一个调节元件(15),利

用于珩磨齿轮的方法.pdf
本发明涉及一种用于珩磨加工齿轮(R)的方法,其中,齿轮(R)和珩磨工具(O)彼此啮合,并且齿轮(R)的和珩磨工具(O)的转动轴线(B,C)彼此相交形成轴线夹角(∑)。齿轮(R)和珩磨工具(O)进行沿着齿轮(R)的转动轴线(C)的轴线方向(Z)往复地相对运动,并且同时,沿着相对于齿轮(R)的转动轴线(C)径向的方向(X)从终点位置开始彼此贴靠进给,从而引起齿轮(R)上的材料脱落。为了通过此种方法加工齿轮,使得进一步优化其表面特性,本发明提出,在沿着齿轮(R)的转动轴线(C)的轴线方向(Z)进行的往复相对运动

珩磨的新方法——刷珩磨.docx
珩磨的新方法——刷珩磨珩磨是一种常见的表面加工工艺,用于改善材料表面的平整度、光洁度和精度。传统的珩磨方法主要采用磨削工艺,通过研磨料与工件表面的相互作用,去除表面凸起的材料,从而达到平整化的效果。然而,传统的珩磨方法存在一些问题,如磨削热引起的附加变形、磨粒的附着和堆积等,限制了其在高精度加工领域的应用。因此,研究人员不断努力寻找新的珩磨方法,以提高加工效率和加工质量。近年来,随着科学技术的不断发展,新的珩磨方法不断涌现。下面将介绍一些创新的珩磨方法。一、电化学珩磨电化学珩磨是一种结合了电化学腐蚀和磨削