
一种薄壁环形零件的腰形斜槽的加工方法.pdf

努力****甲寅

1/10

2/10
3/10

4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种薄壁环形零件的腰形斜槽的加工方法.pdf
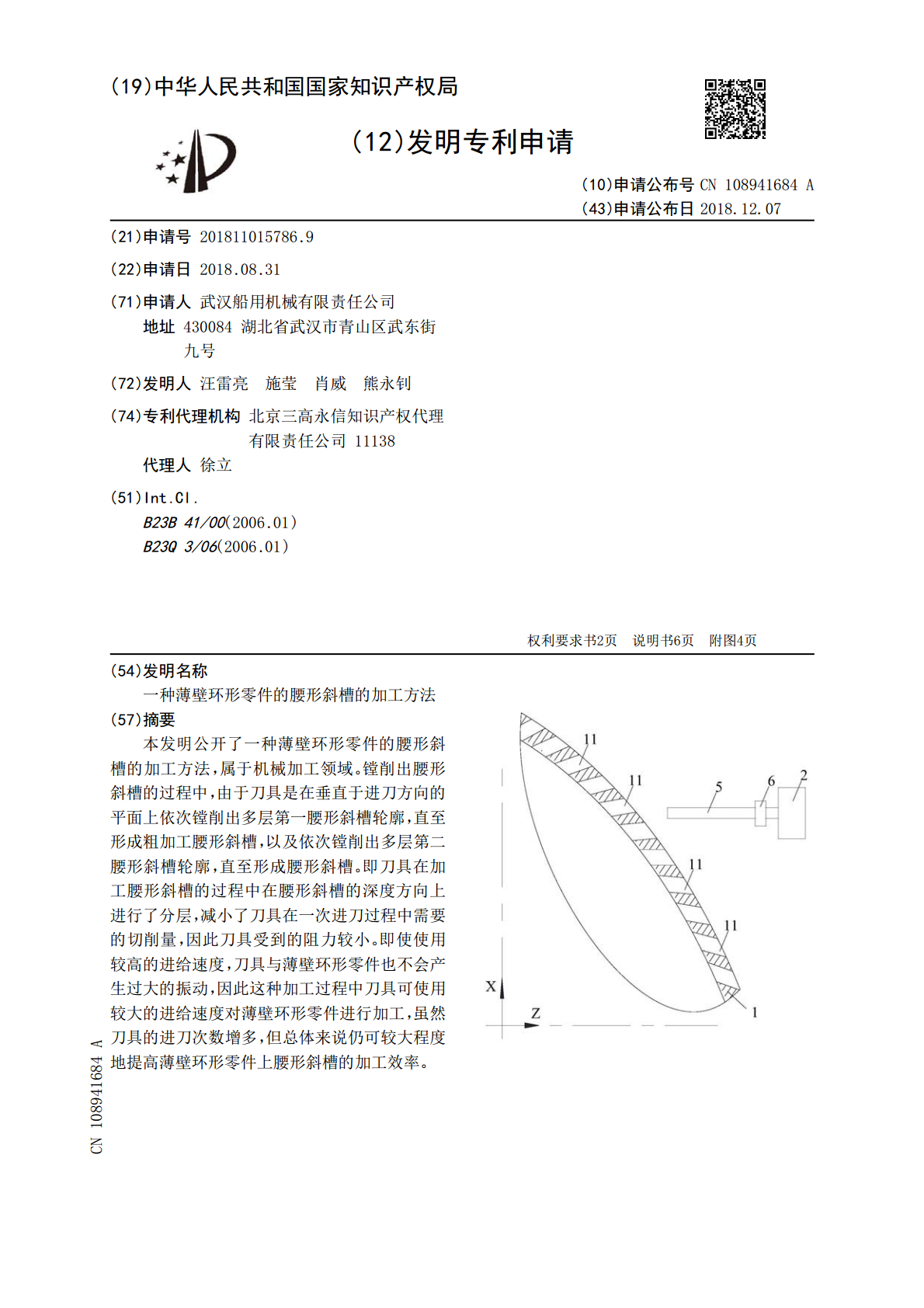
本发明公开了一种薄壁环形零件的腰形斜槽的加工方法,属于机械加工领域。镗削出腰形斜槽的过程中,由于刀具是在垂直于进刀方向的平面上依次镗削出多层第一腰形斜槽轮廓,直至形成粗加工腰形斜槽,以及依次镗削出多层第二腰形斜槽轮廓,直至形成腰形斜槽。即刀具在加工腰形斜槽的过程中在腰形斜槽的深度方向上进行了分层,减小了刀具在一次进刀过程中需要的切削量,因此刀具受到的阻力较小。即使使用较高的进给速度,刀具与薄壁环形零件也不会产生过大的振动,因此这种加工过程中刀具可使用较大的进给速度对薄壁环形零件进行加工,虽然刀具的进刀次数

一种腔形薄壁件外圆斜槽的加工方法.pdf
一种腔形薄壁件外圆斜槽的加工方法,它涉及一种腔形薄壁件外圆斜槽的加工方法。本发明是要解决腔形薄壁件材质硬,外圆斜槽难加工的问题。加工方法是按以下步骤进行:一、选取车铣复合加工中心作为加工设备,刀具选择键槽铣刀,采用第一工装和第二工装对待加工外圆斜槽工件进行装夹;所述待加工外圆斜槽工件的材质为K648高合精铸件;二、采取从小头端向大头端车削的方式对待加工外圆斜槽工件进行铣槽,得到带有外圆斜槽的腔形薄壁件。本发明用于腔形薄壁件外圆斜槽的加工。

一种大直径薄壁环形零件的车加工制造方法.pdf
一种大直径薄壁环形零件的车加工制造方法,步骤为:利用三爪卡盘或四爪卡盘作为零件装夹工装来夹紧零件外圆,完成零件内外圆粗车加工;通过热处理炉对零件进行稳定处理;利用扇形软三爪抱紧零件预留工艺台,完成零件内外圆半精车加工;将完成半精车加工的零件自然停放24~48小时,充分释放加工过程中的应力;先利用扇形软三爪抱紧零件预留工艺台,将零件外圆加工到图纸尺寸,零件内圆单边留1mm余量,将零件与预留的工艺台进行切断分离;再利用自制环形抱紧工装对零件外圆进行抱紧,自制环形抱紧工装设有3mm开口,然后利用四爪卡盘夹紧自制
一种薄壁零件加工方法以及薄壁零件.pdf
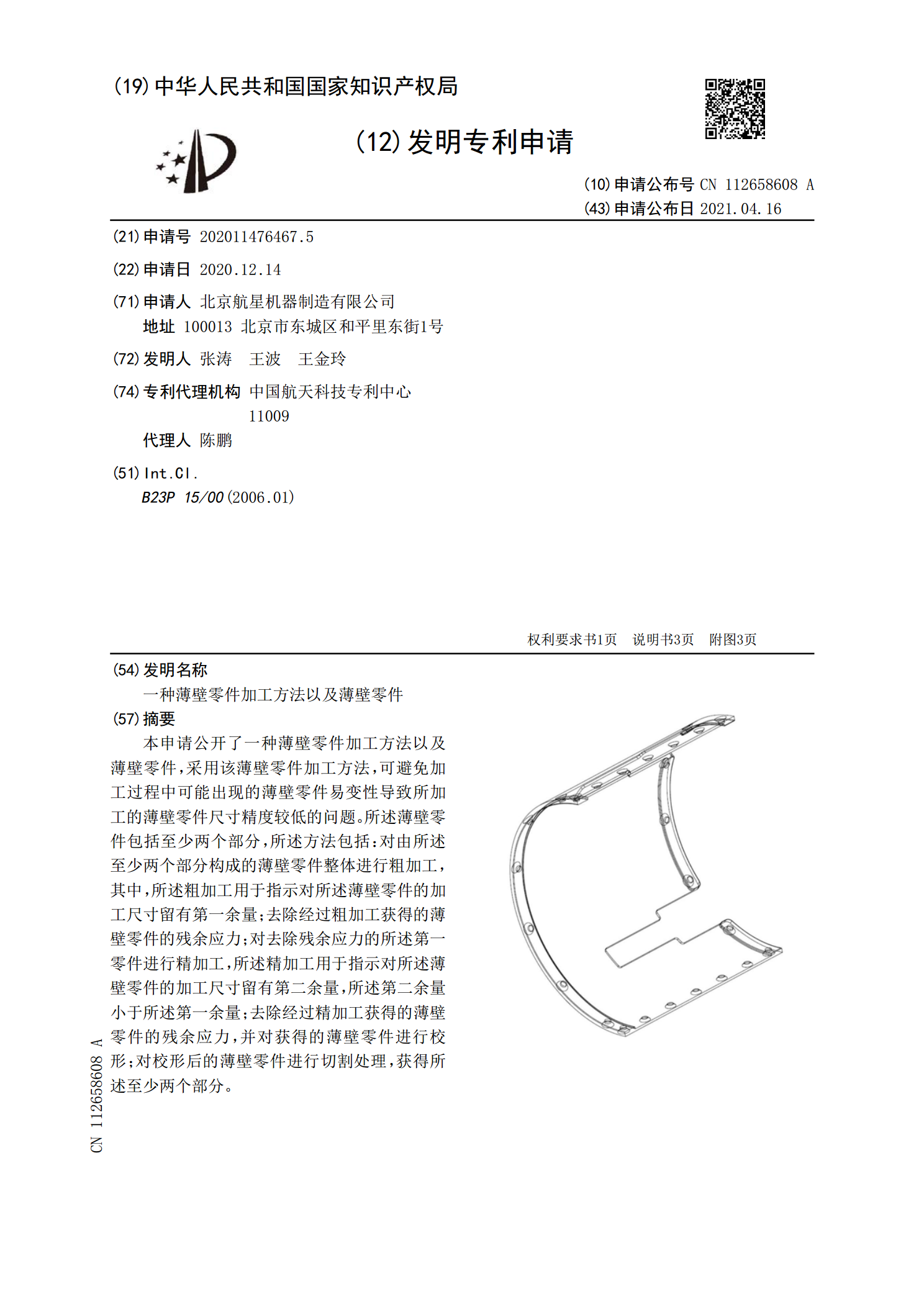
本申请公开了一种薄壁零件加工方法以及薄壁零件,采用该薄壁零件加工方法,可避免加工过程中可能出现的薄壁零件易变性导致所加工的薄壁零件尺寸精度较低的问题。所述薄壁零件包括至少两个部分,所述方法包括:对由所述至少两个部分构成的薄壁零件整体进行粗加工,其中,所述粗加工用于指示对所述薄壁零件的加工尺寸留有第一余量;去除经过粗加工获得的薄壁零件的残余应力;对去除残余应力的所述第一零件进行精加工,所述精加工用于指示对所述薄壁零件的加工尺寸留有第二余量,所述第二余量小于所述第一余量;去除经过精加工获得的薄壁零件的残余应力

薄壁管形零件加工方法分析.docx
薄壁管形零件加工方法分析薄壁管形零件加工方法分析摘要:薄壁管形零件是制造业中常用的一种工件,其加工方法对于产品质量和生产效率有着重要的影响。本文将对薄壁管形零件加工方法进行详细分析,包括传统的冷加工方法和新兴的热加工方法,并对其优缺点进行评估。通过深入研究薄壁管形零件加工方法,可以为制造业提供参考和指导,优化加工工艺,提高产品质量和生产效率。关键词:薄壁管形零件;加工方法;冷加工;热加工;优缺点1.引言薄壁管形零件广泛应用于汽车、航空航天、建筑等行业,其加工过程中需要考虑工件的精度、强度、密封性等方面的要