
一种自动换刀机构组装方法.pdf

鹏飞****可爱


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种自动换刀机构组装方法.pdf
本发明揭示了一种自动换刀机构组装方法,其包括以下步骤:1)设置一组装工装,其包括可进行水平与垂直状态切换翻转的水平支撑板以及固定在水平支撑板上的垂直支撑底座,水平支撑板上设置有第一通孔和固定安装孔;2)将凸轮箱体固定在水平支撑板上;3)将水平支撑板置于垂直状态,将旋转讯号采集组件安装在凸轮箱体中;4)将水平支撑板置于水平状态,将入力轴凸轮组件固定在凸轮箱体中;5)将出力轴组件安装在凸轮箱体中;6)将摇臂组件、调整链轮以及调整轴安装在盖板组件上得到组合件;8)将组合件安装在凸轮箱体上,完成组装。本发明大大提

一种自动换刀装置及其换刀方法.pdf
本发明公开了一种自动换刀装置及其换刀方法,包括换刀装置本体、刀盘,在换刀装置本体上设有刀库、拖板、机械手臂、手爪、刀盘、留空槽、进给丝杆、机床、升降座、转臂、交换手、主轴头、刀具、导向杆、升降导轨、卡刀爪、辐射槽、导轨驱动电机、刀盘支架座,换刀装置本体的刀库中安装有几个能够迥转分度的刀盘,每一个刀盘上都留有一个空槽和可以安装许多道具的辐射槽,在辐射槽的两侧具有卡刀爪和伸缩销,能够用牢牢地卡住辐射槽中的刀具,并且使之不能转动,本发明的换刀过程平稳、可靠,且结构简单便于维护。

四头自动换刀主轴机构及多头自动换刀主轴机构.pdf
一种四头自动换刀主轴机构及多头自动换刀主轴机构,它包括:为多个刀轴装置提供安装结构的壳体;转向DD直驱电机,其设于壳体内且驱动所述壳体转向;刀轴驱动电机;其驱动主动伞齿轮,主动伞齿轮啮合各从动伞齿轮;所述刀轴装置借助于离合器使驱动刀头部在转动工作状态和在空载状态下转换。它具有结构简单、牢固、便于安装、传动稳定、自动转向换刀、应用自动化设备可一次加工完成工件,过程无须人工换刀;大大提高生产效率,有效降低劳动强度和成本。因此,它是一种经济性和技术性均具优越性能的产品。

一种智能换刀用油压自动打刀机构.pdf
本发明公开了一种智能换刀用油压自动打刀机构,该种智能换刀用油压自动打刀机构包括机架、设置于机架上的换刀机械手,与换刀机械手对接设置且固定于机架上的转盘式刀库,机架底部横向设置有打刀机构,打刀机构作用于换刀机械手。通过上述方式,本发明结构简单且功能完善,增加油压自动打刀,保留了原有打机构同时增压油压打刀可以选用与自动机械手臂换刀,节约劳动力,保证工作人员安全,节省机台运行时间提高了产能和效益。
一种晶片切割自动换刀装置及其换刀方法.pdf
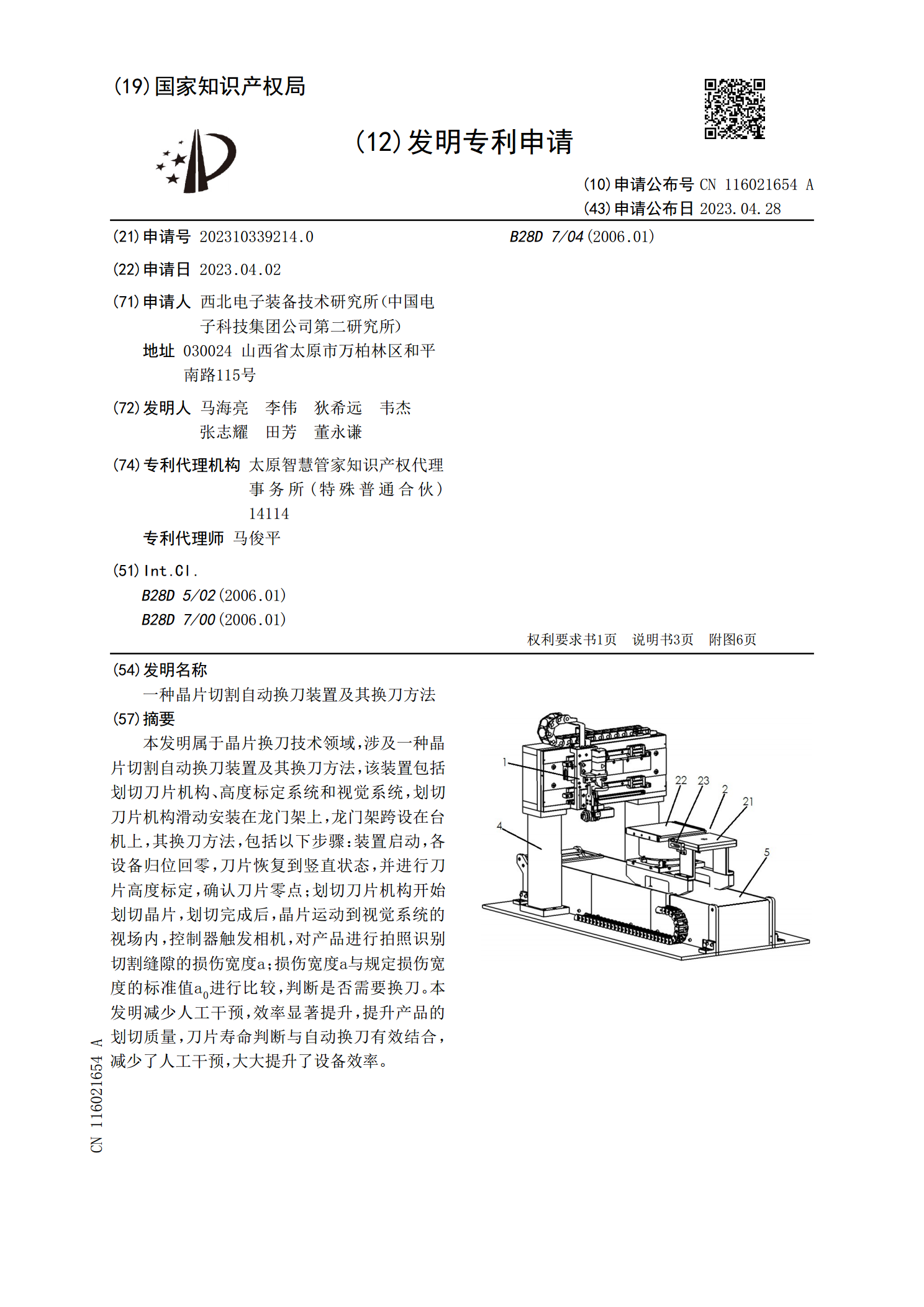
本发明属于晶片换刀技术领域,涉及一种晶片切割自动换刀装置及其换刀方法,该装置包括划切刀片机构、高度标定系统和视觉系统,划切刀片机构滑动安装在龙门架上,龙门架跨设在台机上,其换刀方法,包括以下步骤:装置启动,各设备归位回零,刀片恢复到竖直状态,并进行刀片高度标定,确认刀片零点;划切刀片机构开始划切晶片,划切完成后,晶片运动到视觉系统的视场内,控制器触发相机,对产品进行拍照识别切割缝隙的损伤宽度a;损伤宽度a与规定损伤宽度的标准值a