
提高2A70合金环形锻件组织均匀性的锻造方法及装置.pdf

书生****ma

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
提高2A70合金环形锻件组织均匀性的锻造方法及装置.pdf
本发明属于锻造热加工领域,涉及提高2A70合金环形锻件组织均匀性的锻造方法及装置。该方法包括:镦饼冲孔、马架扩孔平端面、终扩孔三个环节,对变形量分别进行控制,其中镦饼冲孔变形量最大,终扩孔变形量次之,马架扩孔平端面变形量最小;其中,坯料入炉镦饼冲孔、马架扩孔平端面、终扩孔三个环节中均采用到温入炉,其中,三个环节采用相同的加热温度;镦饼冲孔、马架扩孔平端面、扩孔三个环节中加热保温系数按2.0mm/s计算,加热温度420~470℃,最短保温时间按60min计算。

环形锻件锻造旋转装置.pdf
本发明公开了环形锻件锻造旋转装置,解决了现有环形锻件在自由锻的过程中,采用人工旋转,费时费力且不精确的问题。本发明包括马架和圆柱,所述圆柱为一端开口的中空结构,所述中空结构内设置旋转装置,所述旋转装置包括旋转单元,旋转单元设置齿轮和齿条以及旋转轴,通过齿轮和齿条的配合实现环形锻件的固定和旋转。本发明具有旋转操作简单,易控制,旋转角度准确等优点。
一种提高β钛合金组织均匀性的开坯锻造方法.pdf
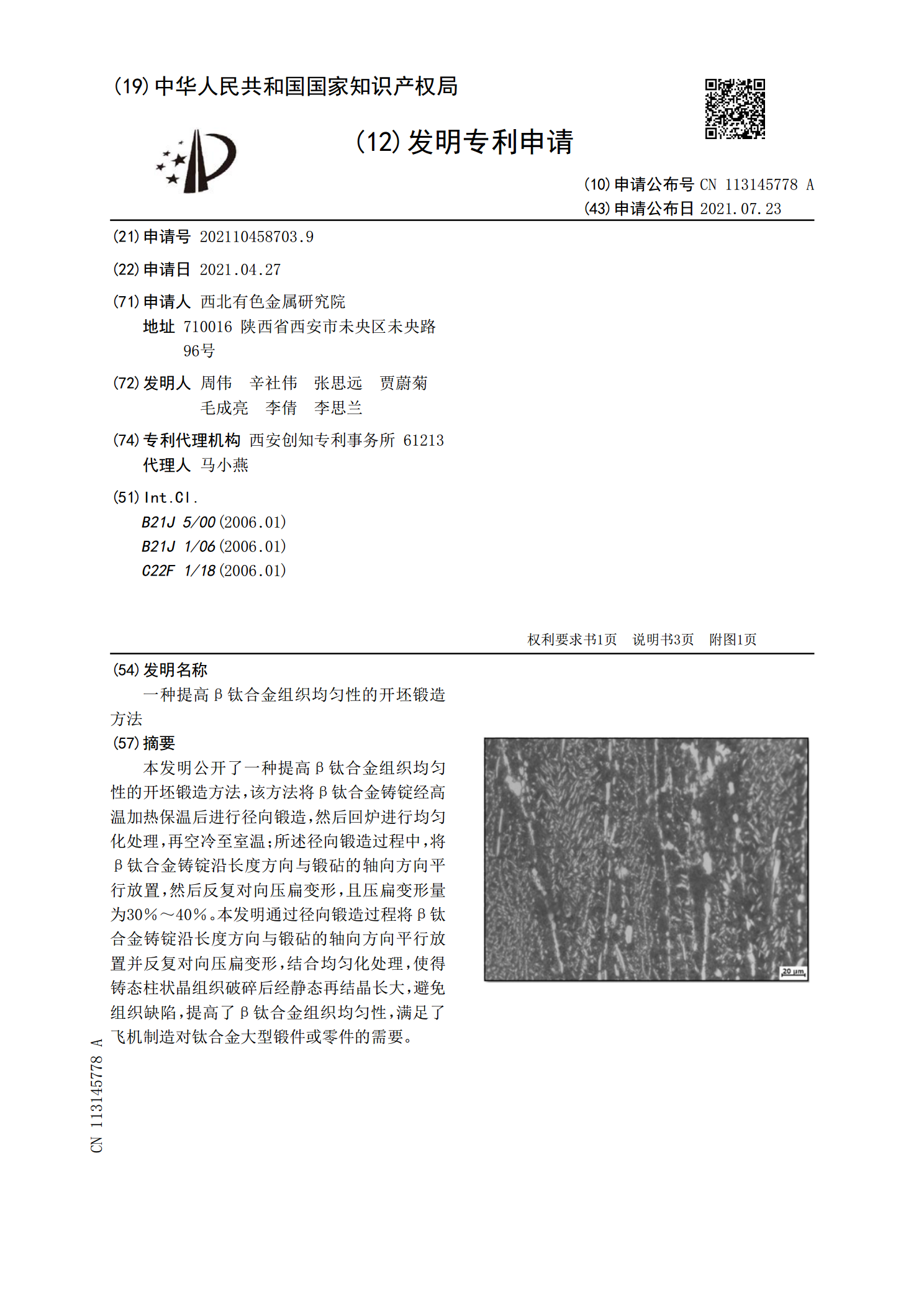
本发明公开了一种提高β钛合金组织均匀性的开坯锻造方法,该方法将β钛合金铸锭经高温加热保温后进行径向锻造,然后回炉进行均匀化处理,再空冷至室温;所述径向锻造过程中,将β钛合金铸锭沿长度方向与锻砧的轴向方向平行放置,然后反复对向压扁变形,且压扁变形量为30%~40%。本发明通过径向锻造过程将β钛合金铸锭沿长度方向与锻砧的轴向方向平行放置并反复对向压扁变形,结合均匀化处理,使得铸态柱状晶组织破碎后经静态再结晶长大,避免组织缺陷,提高了β钛合金组织均匀性,满足了飞机制造对钛合金大型锻件或零件的需要。

7A85铝合金大锻件多向锻造均匀性研究.docx
7A85铝合金大锻件多向锻造均匀性研究摘要:本文通过多向锻造技术对7A85铝合金大锻件进行研究,探究其在不同变形路径下的微观组织和力学性能变化。实验结果表明,多向锻造可以显著提高7A85铝合金大锻件的均匀性和强度,同时降低其变形硬化指数。这为进一步提高铝合金大锻件的制造质量和性能提供了理论基础。关键词:7A85铝合金;多向锻造;均匀性;变形硬化;力学性能一、引言7A85铝合金是一种高强铝合金,具有优良的强度和韧性,并且具有良好的耐腐蚀性能。该合金因其高强度、轻量化和易加工等特点广泛应用于航空、航天和装备制
R41合金的环形锻件锻造工艺.pdf
本发明提出了一种R41合金的环形锻件锻造工艺,采用高温大变形量轧制,较少火次,准确控制最后一火温度和变形量,采用燃气锻造炉对环锻件进行加热升温至1110?1150℃,保温0.5小时至1小时,然后将环锻件从燃造炉内取出并转移到R350扩环机上进行轧制,转移时间控制在45s,对环锻件进行轧制,每一火的变形量控制在20%?30%,操作时间再120s内完成,环轧进给率控制再0.6?1.3mm/s,按同样参数要求,完成多火次轧制,最后一火环扎量温度控制在1040?1060℃,环轧量控制在20%?30%。通过上述方式