
一种整体式车轮冲旋制造方法.pdf

闪闪****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种整体式车轮冲旋制造方法.pdf
本发明公开了一种整体式车轮冲旋制造方法,包括步骤:(1)冲压:对坯料进行冲压以形成轮辐部分;(2)轮辋预旋压:采用预旋压上芯模和预旋压下芯模夹紧坯料,所述旋压上芯模和旋压下芯模带动坯料同步转动,同时采用自转的且径向进给的旋压轮对坯料的外缘施加侧向的挤压力,以将坯料的外缘成型为开口朝外的类V型轮辋;(3)轮辋旋压成型:采用轮辋成型上芯模和轮辋成型下芯模夹紧坯料,所述轮辋成型上芯模和轮辋成型下芯模带动坯料同步转动,同时采用自转的且径向进给的成型旋压轮向类V型轮辋的两边施加压力,以使类V型轮辋的两边分别与轮辋成

一种整体式车轮的柔性旋压制造方法.pdf
本发明公开了一种整体式车轮的柔性旋压制造方法,包括步骤:(1)轮辐旋压成型:对坯料进行旋压以形成轮辐部分;(2)轮辋预旋压:采用预旋压上芯模和预旋压下芯模夹紧坯料,所述旋压上芯模和旋压下芯模带动坯料同步转动,同时采用自转的且径向进给的旋压轮对坯料的外缘施加侧向的挤压力,以将坯料的外缘成型为开口朝外的类V型轮辋;(3)轮辋旋压成型:采用轮辋成型上芯模和轮辋成型下芯模夹紧坯料,所述轮辋成型上芯模和轮辋成型下芯模带动坯料同步转动,同时采用自转的且径向进给的成型旋压轮向类V型轮辋的两边施加压力,以使类V型轮辋的两

一种旋压成型整体式车轮及其制备方法.pdf
本发明公开了一种旋压成型整体式车轮及其制备方法,整体式车轮,包括轮辋和轮辐,所述轮辋和轮辐连接处为整体式衔接,避免了脱焊、漏气等安全隐患,提高安全可靠性,又能降低成本、延长轮胎使用寿命;旋压成型加工工艺可以减少板材的消耗,节能减排,有利于节能环保,改变了原有的传统的制备方法,解决了由原有工艺带来的工序繁琐和效率低等问题,便于整个加工工艺的质量管控,可以使车轮的加工质量和加工精度提高。
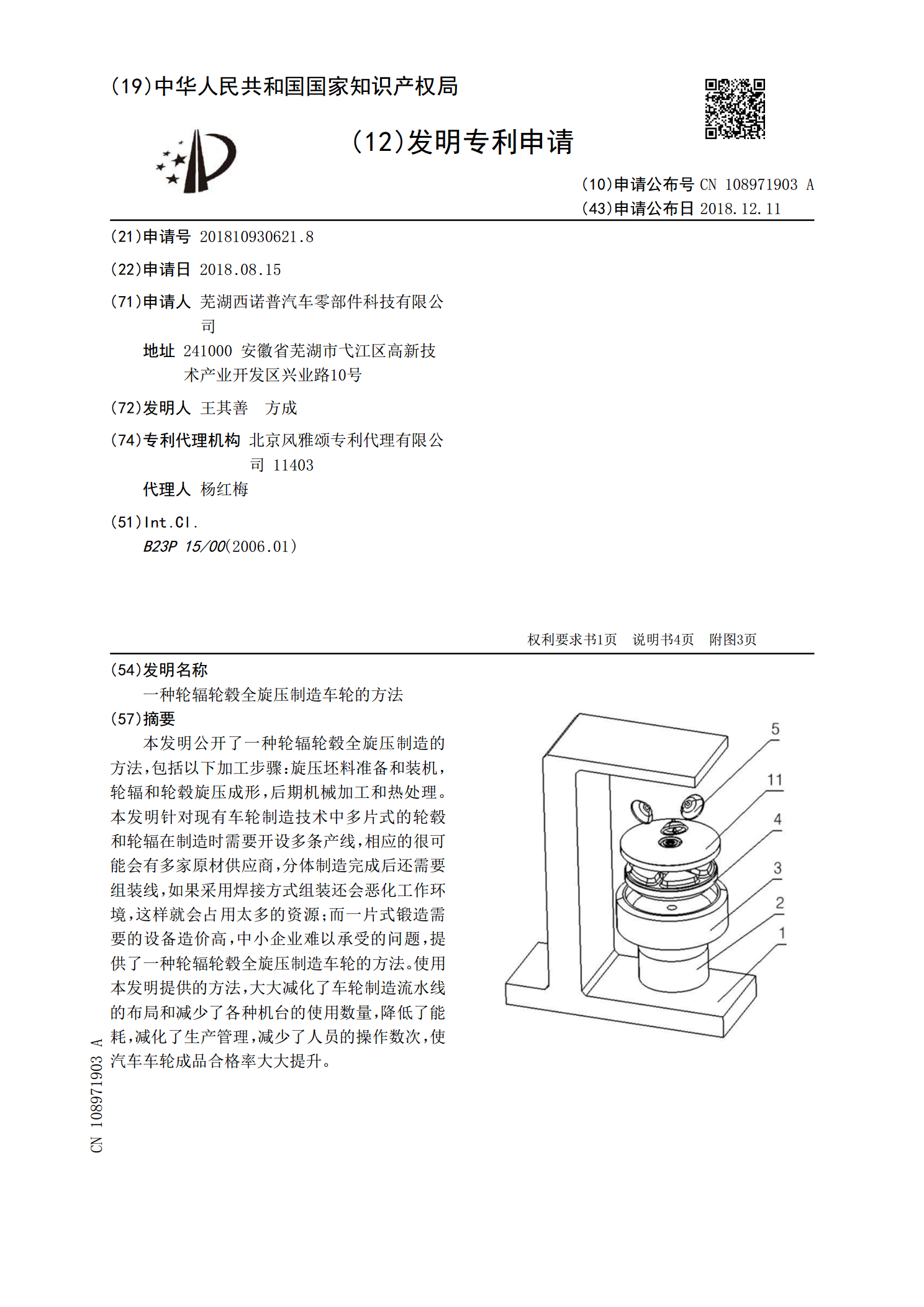
一种轮辐轮毂全旋压制造车轮的方法.pdf
本发明公开了一种轮辐轮毂全旋压制造的方法,包括以下加工步骤:旋压坯料准备和装机,轮辐和轮毂旋压成形,后期机械加工和热处理。本发明针对现有车轮制造技术中多片式的轮毂和轮辐在制造时需要开设多条产线,相应的很可能会有多家原材供应商,分体制造完成后还需要组装线,如果采用焊接方式组装还会恶化工作环境,这样就会占用太多的资源;而一片式锻造需要的设备造价高,中小企业难以承受的问题,提供了一种轮辐轮毂全旋压制造车轮的方法。使用本发明提供的方法,大大减化了车轮制造流水线的布局和减少了各种机台的使用数量,降低了能耗,减化了生

一种整体式车轮及其制备方法.pdf
本发明公开了一种整体式车轮及其制备方法,所述车轮包括轮辋和轮辐,所述轮辋和轮辐为整体式,所述轮辋的中部设置有凹槽,所述凹槽的一侧设置有短肩胎圈座,另一侧设置有长肩胎圈座,在长肩胎圈座与凹槽相衔接处设置有环形加强凸起,所述轮辋一端设有环形轮缘,另一端设有锁圈槽,所述的锁圈槽与轮辐衔接处为整体衔接,安全隐患低,行驶的安全性高,制备方法简单,将轮辋和轮辐整体旋压成型,这样材料利用率由原来的54%‑57%,提高到现在93%‑96%,而且还大大的节约了加工工序,提高了生产效率。