
K465空心低压涡轮叶片的精铸技术研究的中期报告.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

K465空心低压涡轮叶片的精铸技术研究的中期报告.docx
K465空心低压涡轮叶片的精铸技术研究的中期报告中期报告一、研究背景及意义低压涡轮是航空发动机中的关键部件之一,其主要作用是将高温高压气流转化为机械能,驱动飞机的前进。而低压涡轮的性能直接影响发动机整机性能的优劣,因此其制造工艺和质量控制都十分重要。目前,国内外大部分低压涡轮的制造都采用精铸工艺,因此研究精铸技术对于提高低压涡轮性能具有重要意义。本研究针对K465空心低压涡轮叶片的制造,使用精铸工艺进行生产,并对其加工、热处理等过程进行优化,以提高低压涡轮叶片的质量和性能,从而为发动机整体性能的提升提供技

K465空心低压涡轮叶片的精铸技术研究的综述报告.docx
K465空心低压涡轮叶片的精铸技术研究的综述报告摘要K465空心低压涡轮叶片是一种高性能空气压气机的关键部件之一。精细的铸造技术可以提高叶片的耐高温、抗疲劳和耐腐蚀性能。本文综述了K465空心低压涡轮叶片的精铸技术研究,重点介绍了铸造材料的选择、强化工艺、热处理、表面处理等方面的技术进展。关键词:K465空心低压涡轮叶片;精铸技术;铸造材料;强化工艺;热处理;表面处理引言K465空心低压涡轮叶片是航空发动机中的关键部件之一,其主要作用是将进气空气压缩后送入高压涡轮,产生动力推动飞机前进。在高温、高压和高速

一种用K465合金熔铸空心涡轮工作叶片的方法.pdf
一种用K465合金熔铸空心涡轮工作叶片的方法,其具体熔铸叶片的步骤如下:准备阶段:装料、装砂箱、抽真空;熔化和高温精炼阶段:将合金加热至熔化,然后再保温精炼;降温浇注和脱壳阶段;其特征在于:所述的熔化和高温精炼阶段的具体过程为,在真空度为P≤6.67Pa时,将合金加热至1650℃~1660℃使其完全熔化,停止加热,然后继续抽真空,使真空度达到P≤1Pa时,等待合金温度降至1620℃~1630℃时,对合金进行保温处理5~7分钟,提高了叶片晶铸的合格率,将该项技术应用于大修机无余量高压涡轮工作叶片的批量生产上

低压涡轮叶片.pdf
本发明涉及涡轮叶片的减振技术,属于涡轮叶片技术领域。该本发明的目的是在对原系统改变较小的情况下减少涡轮叶片的振动。为此,本发明提供一种低压涡轮叶片,包括:叶冠、形成于叶冠上的叶片接触凸台、形成于叶片接触凸台内的腔体、以及填充于腔体内的减振材料。本发明还提供一种具有上述叶片的低压涡轮。由于填充有减振材料的腔体设置在涡轮叶片较大振幅处(即叶尖)处,叶片的阻尼效果非常好,大大减少了涡轮叶片的振动。
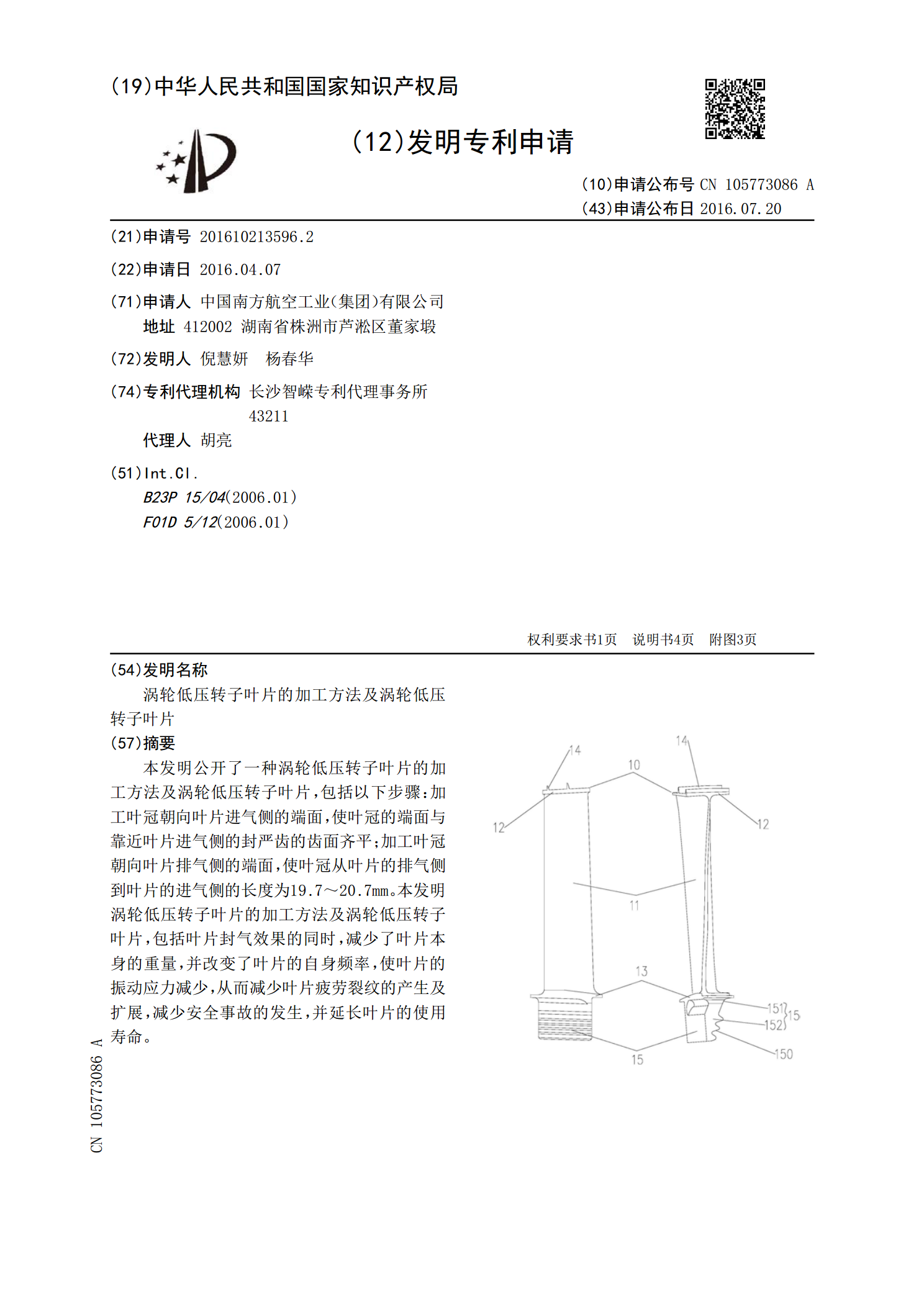
涡轮低压转子叶片的加工方法及涡轮低压转子叶片.pdf
本发明公开了一种涡轮低压转子叶片的加工方法及涡轮低压转子叶片,包括以下步骤:加工叶冠朝向叶片进气侧的端面,使叶冠的端面与靠近叶片进气侧的封严齿的齿面齐平;加工叶冠朝向叶片排气侧的端面,使叶冠从叶片的排气侧到叶片的进气侧的长度为19.7~20.7mm。本发明涡轮低压转子叶片的加工方法及涡轮低压转子叶片,包括叶片封气效果的同时,减少了叶片本身的重量,并改变了叶片的自身频率,使叶片的振动应力减少,从而减少叶片疲劳裂纹的产生及扩展,减少安全事故的发生,并延长叶片的使用寿命。