
一种修整车轮毛坯定位端面的装置.pdf

是你****岺呀

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种修整车轮毛坯定位端面的装置.pdf
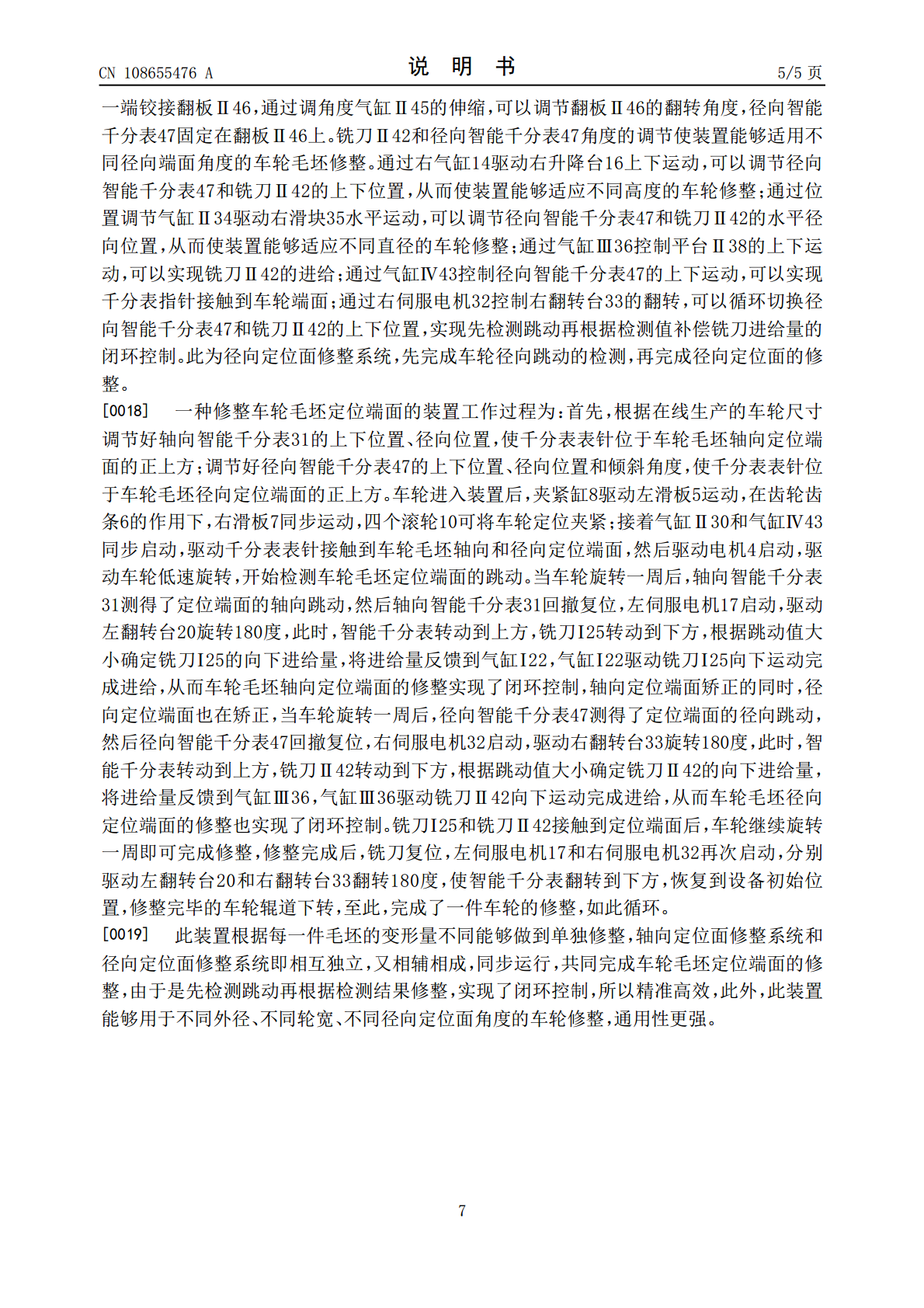
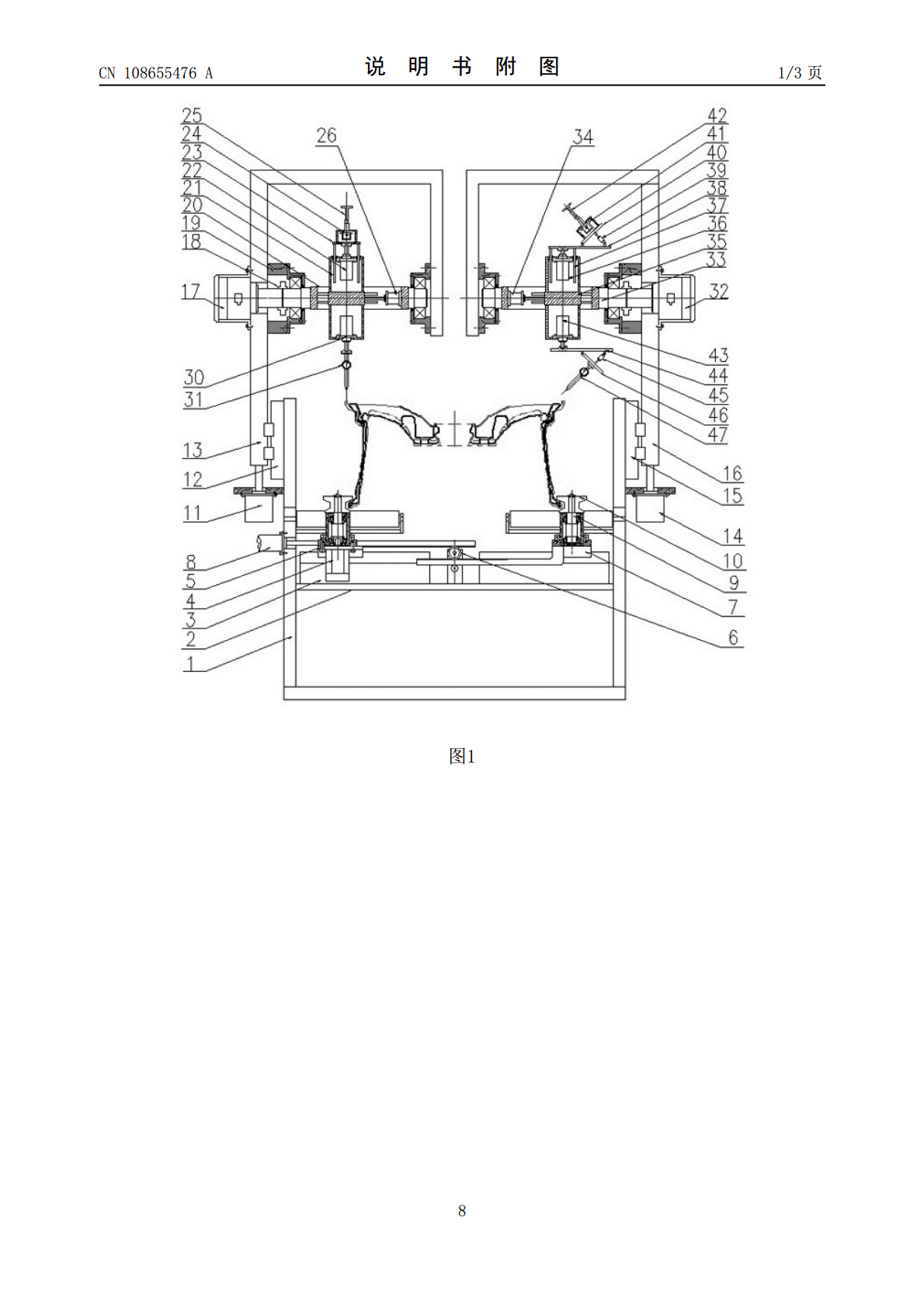
一种修整车轮毛坯定位端面的装置,由车轮定位夹紧系统、轴向定位面修整系统和径向定位面修整系统组成。车轮定位夹紧系统完成车轮的上料、夹紧和低速旋转;轴向定位面修整系统先完成车轮轴向跳动的检测,再完成轴向定位面的修整;径向定位面修整系统先完成车轮径向跳动的检测,再完成径向定位面的修整。轴向定位面修整系统和径向定位面修整系统即相互独立,又相辅相成,共同完成车轮毛坯定位端面的修整,由于是先检测跳动再根据检测结果修整,实现了闭环控制,所以具有更高的精度。此外,此装置能够用于不同外径、不同轮宽、不同径向定位面角度的车轮

一种车轮毛坯定位检测装置.pdf
本发明公开了一种车轮毛坯定位检测装置,包括支架1,气缸2,导向轴底座3,直线轴承4,孔用弹性挡圈5,导向轴6,提升轴7,连接板8,电机安装架9,伺服电机10,行星齿轮减速器11,齿轮轴12,动力齿轮13,辊道架14,传送辊15,浮动顶芯16,X光检测仪17,铜套18,弹簧19,顶芯底座20,限位块21,X光检测仪安装架22,底座23,从动齿轮24,传动带25,压盖26,径向轴承27,间隔环28,压力轴承29,旋转轴30,旋转底座31等。本发明能满足毛坯定位检测的需要,同时具有结构简单、工作可靠、性能稳定、
一种车轮毛坯定位端面矫正装置.pdf
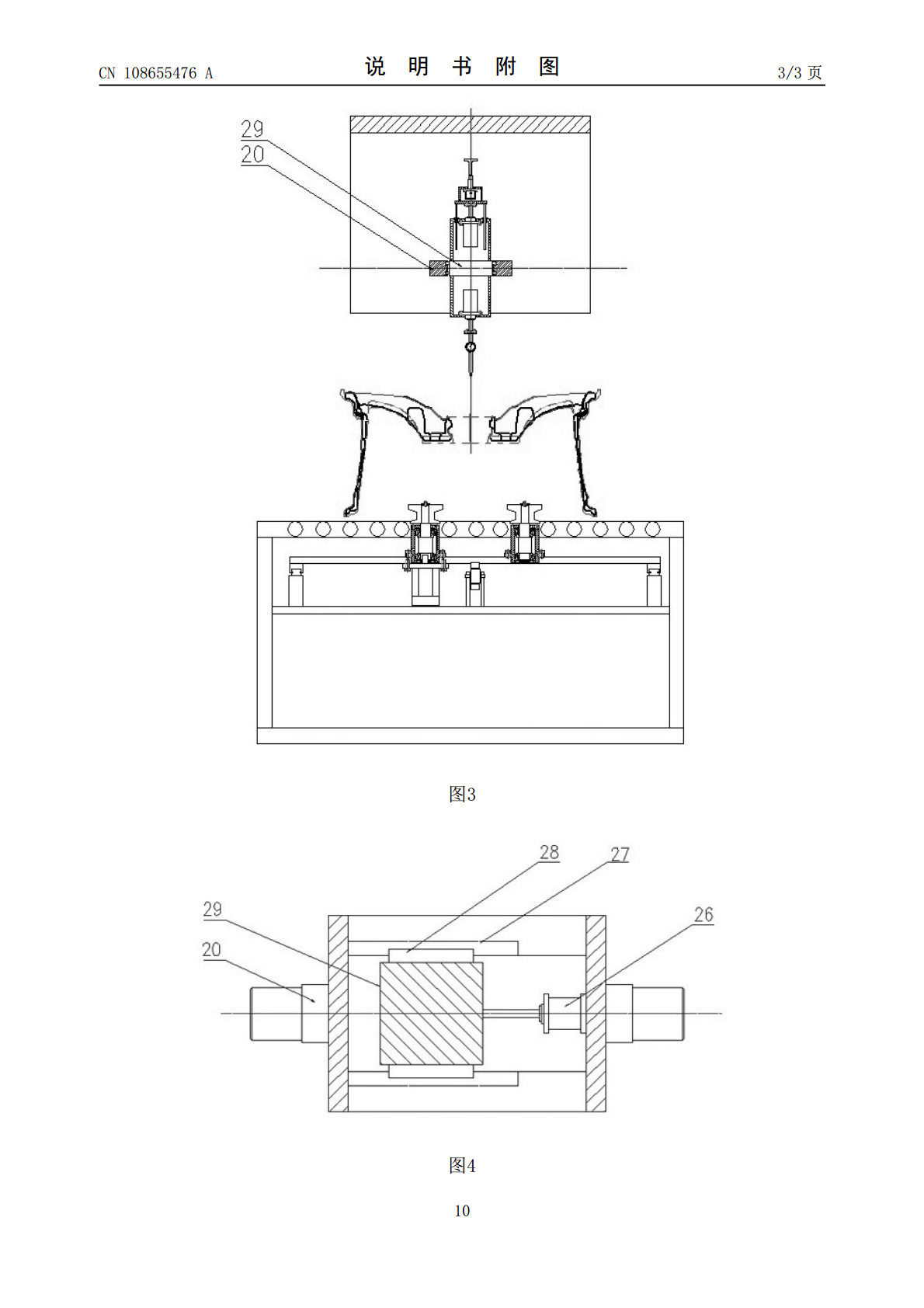
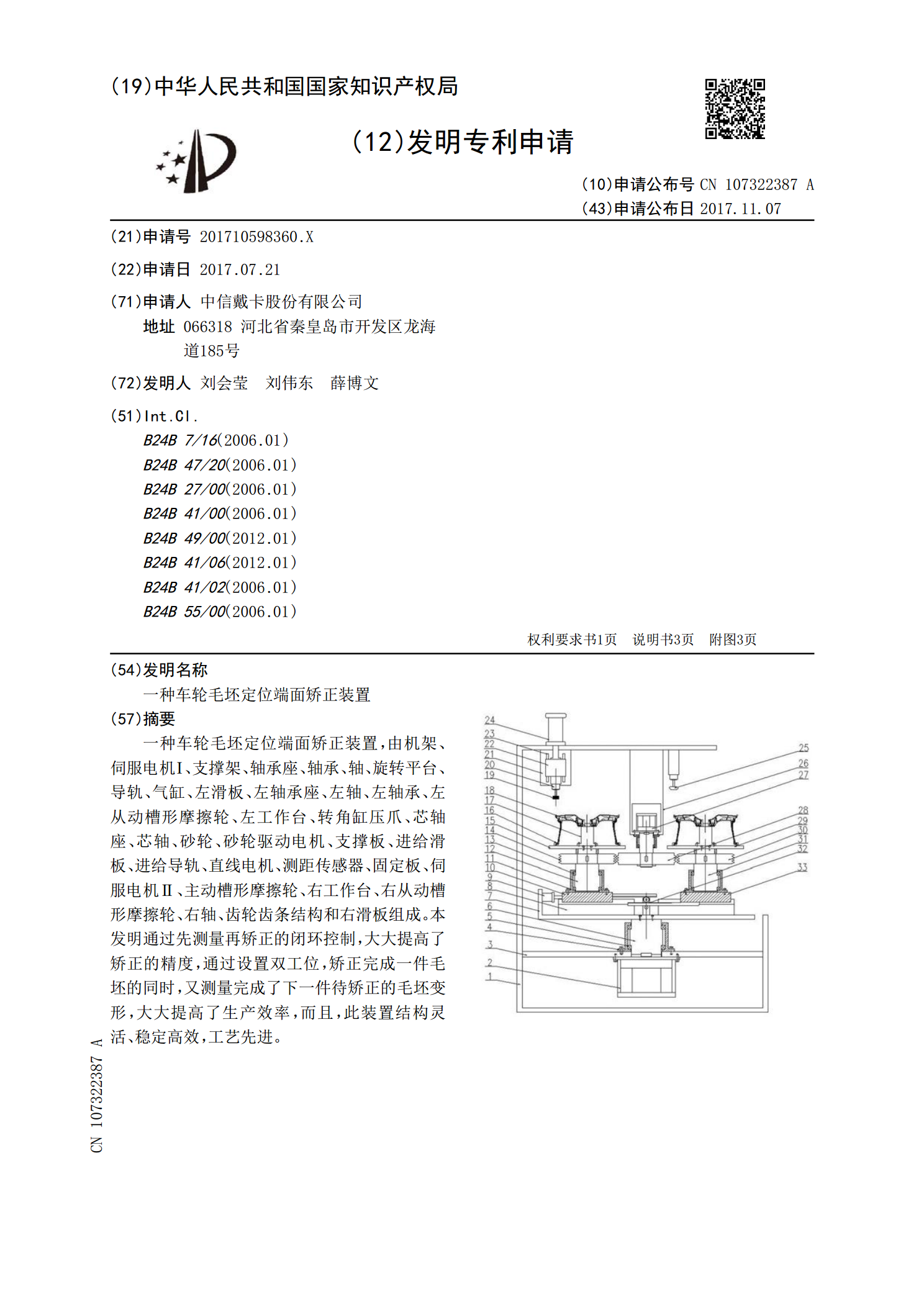
一种车轮毛坯定位端面矫正装置,由机架、伺服电机Ⅰ、支撑架、轴承座、轴承、轴、旋转平台、导轨、气缸、左滑板、左轴承座、左轴、左轴承、左从动槽形摩擦轮、左工作台、转角缸压爪、芯轴座、芯轴、砂轮、砂轮驱动电机、支撑板、进给滑板、进给导轨、直线电机、测距传感器、固定板、伺服电机Ⅱ、主动槽形摩擦轮、右工作台、右从动槽形摩擦轮、右轴、齿轮齿条结构和右滑板组成。本发明通过先测量再矫正的闭环控制,大大提高了矫正的精度,通过设置双工位,矫正完成一件毛坯的同时,又测量完成了下一件待矫正的毛坯变形,大大提高了生产效率,而且,此
一种车轮毛坯定位轮唇矫正装置.pdf
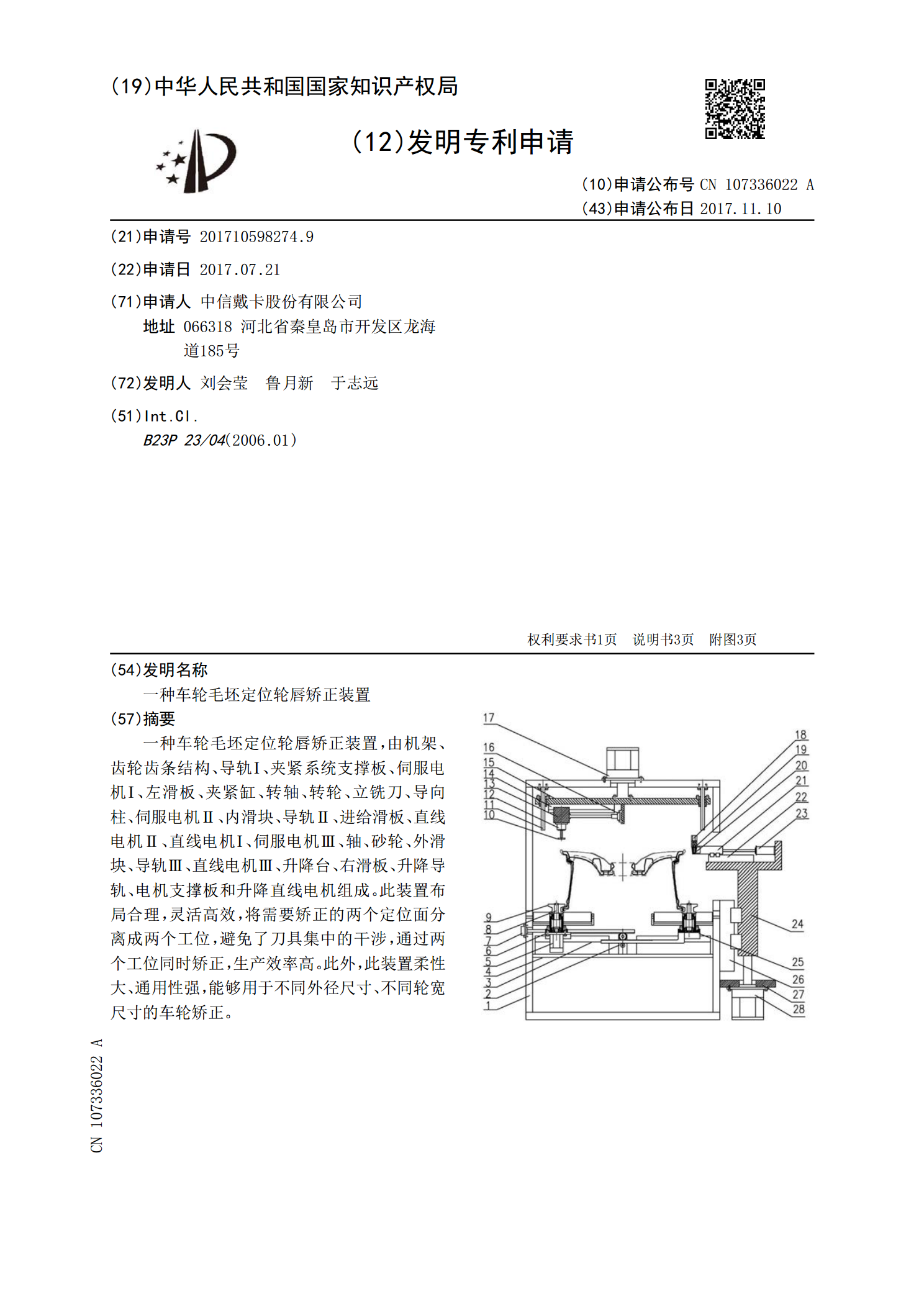
一种车轮毛坯定位轮唇矫正装置,由机架、齿轮齿条结构、导轨Ⅰ、夹紧系统支撑板、伺服电机Ⅰ、左滑板、夹紧缸、转轴、转轮、立铣刀、导向柱、伺服电机Ⅱ、内滑块、导轨Ⅱ、进给滑板、直线电机Ⅱ、直线电机Ⅰ、伺服电机Ⅲ、轴、砂轮、外滑块、导轨Ⅲ、直线电机Ⅲ、升降台、右滑板、升降导轨、电机支撑板和升降直线电机组成。此装置布局合理,灵活高效,将需要矫正的两个定位面分离成两个工位,避免了刀具集中的干涉,通过两个工位同时矫正,生产效率高。此外,此装置柔性大、通用性强,能够用于不同外径尺寸、不同轮宽尺寸的车轮矫正。

一种车轮毛坯加工用弹性定位装置.pdf
本发明涉及一种弹性定位装置,具体的说是一种车轮毛坯加工用弹性定位装置,属于车轮毛坯加工设备技术领域。其包括顶板、弹簧、滑套、定位盘和固定座,固定座内设有能够前后滑动的滑套,滑套后端伸出固定座并通过连接件可拆卸的连接定位盘;滑套前端中心设有弹簧腔,弹簧腔内设有弹簧;所述固定座前端通过连接件可拆卸的连接顶板,顶板压紧接触弹簧前端;所述定位盘后端设有车轮装夹孔。本发明结构简单、紧凑、合理,能够在毛坯加工时弹性支撑车轮碗口部,避免对车轮外侧进行机加工时发生变形,提高车轮部件的加工精度。