
圆形工件自动化检测装置.pdf

Wi****m7


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

圆形工件自动化检测装置.pdf
本发明公开了圆形工件自动化检测装置,本发明的圆柱工件检测装置,可以大大提高工件的检测效率,很好的对工件的圆周轮廓进行检测,实现快速的对工件是否合格的检测,本发明的光接收检测组件能够检测所述圆柱工件的圆周轮廓,所述控制器能够根据所述光接收检测组件检测的圆周轮廓是否处于设定阈值内来判定圆柱工件是否合格,本发明对于同轴度不合格、直线度不合格以及粗细不均匀的工件均可检测出,本发明采用投影遮影以及光传感器的方式进行检测,检测自动化程度高,工件可以很好的进行定位,此外,还可以将左支撑滚轮组件或者右支撑滚轮组件设置为可
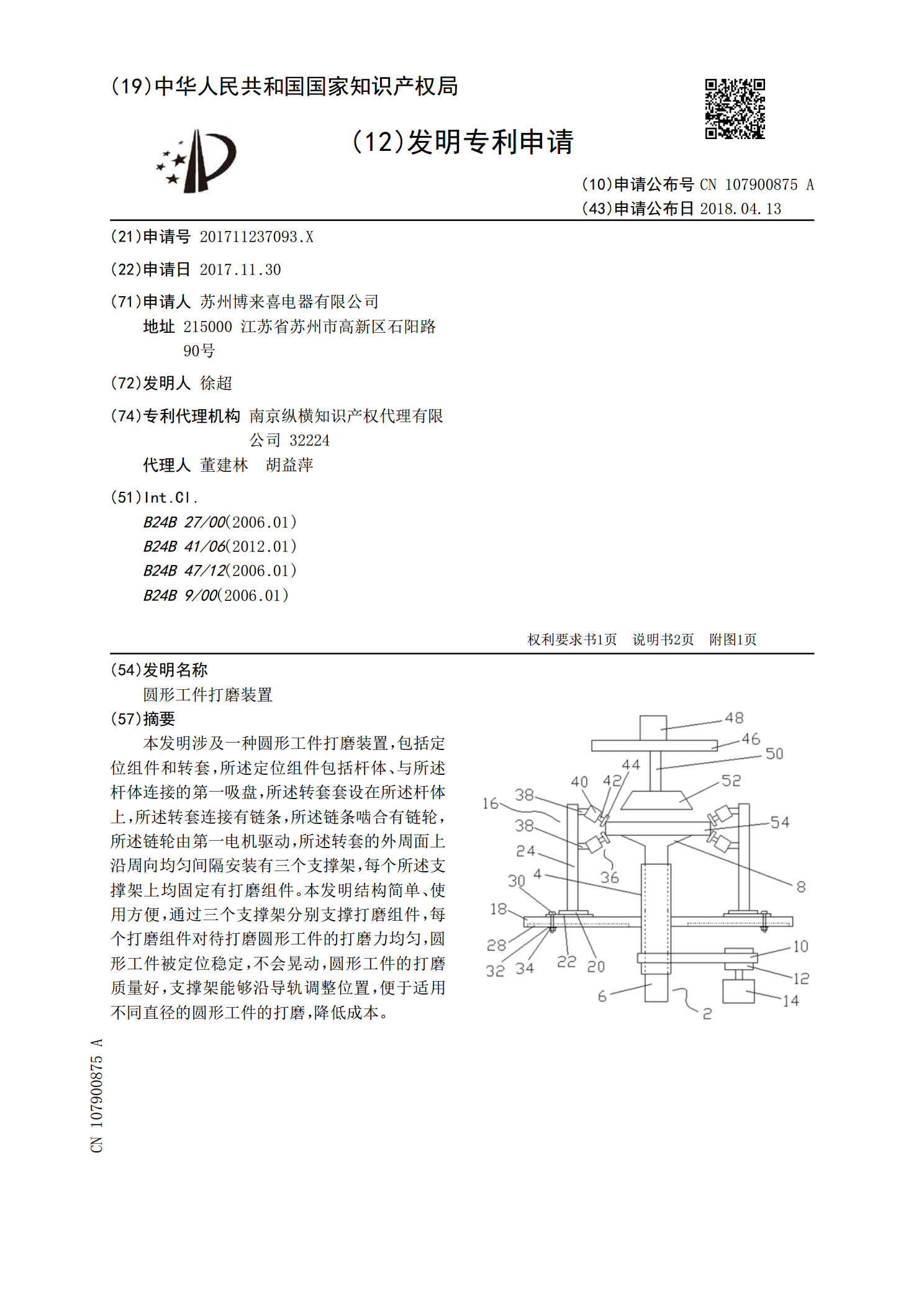
圆形工件打磨装置.pdf
本发明涉及一种圆形工件打磨装置,包括定位组件和转套,所述定位组件包括杆体、与所述杆体连接的第一吸盘,所述转套套设在所述杆体上,所述转套连接有链条,所述链条啮合有链轮,所述链轮由第一电机驱动,所述转套的外周面上沿周向均匀间隔安装有三个支撑架,每个所述支撑架上均固定有打磨组件。本发明结构简单、使用方便,通过三个支撑架分别支撑打磨组件,每个打磨组件对待打磨圆形工件的打磨力均匀,圆形工件被定位稳定,不会晃动,圆形工件的打磨质量好,支撑架能够沿导轨调整位置,便于适用不同直径的圆形工件的打磨,降低成本。

一种圆形工件同步夹持偏心检测装置.pdf
本发明公开一种圆形工件同步夹持偏心检测装置,包括检测装置本体和夹持旋转机构,检测装置本体设置在夹持旋转机构上;夹持旋转机构包括环形安装座,环形安装座呈圆筒状,环形安装座的内腔形成夹持区域,检测装置本体围绕环形安装座的中心线设置;检测装置本体包括滑动部和检测部,滑动部活动穿插在环形安装座的筒壁内,检测部固定安装在滑动部上,检测部上设有对准标记。采用本发明的一种圆形工件同步夹持偏心检测装置,在待焊圆筒形工件固定好后,通过检测支杆上的刻度线,能立即发现待焊圆筒形工件定位是否存在偏移的情况,并及时调节夹紧气缸,保

圆形工件往复式抛光装置.pdf
本发明的往复驱动装置设在滑轨的端部,移动平台四角的滑轮骑跨在滑轨上,驱动装置通过驱动带和移动平台连接,可以驱动移动平台在滑轨上左右往复移动,以实现对圆形工件的全面抛光;抛光带张紧装置上的两块支撑板固定在移动平台上,拉臂锁定装置上的两推拉臂能沿弧形长圆孔上下滑动,当两推拉臂下降到弧形长圆孔的下端带动抛光带和圆形工件接触开始抛光时,两推拉臂下端连接的卡位板能卡入到下方的下滑动杆上,此时将固定挂钩钩紧上滑动杆,避免将拉臂锁定装置向后滑动;下滑动杆和支撑块之间的滑杆在弹簧的支撑下,能提供向下的弹力将下滑动杆向下压
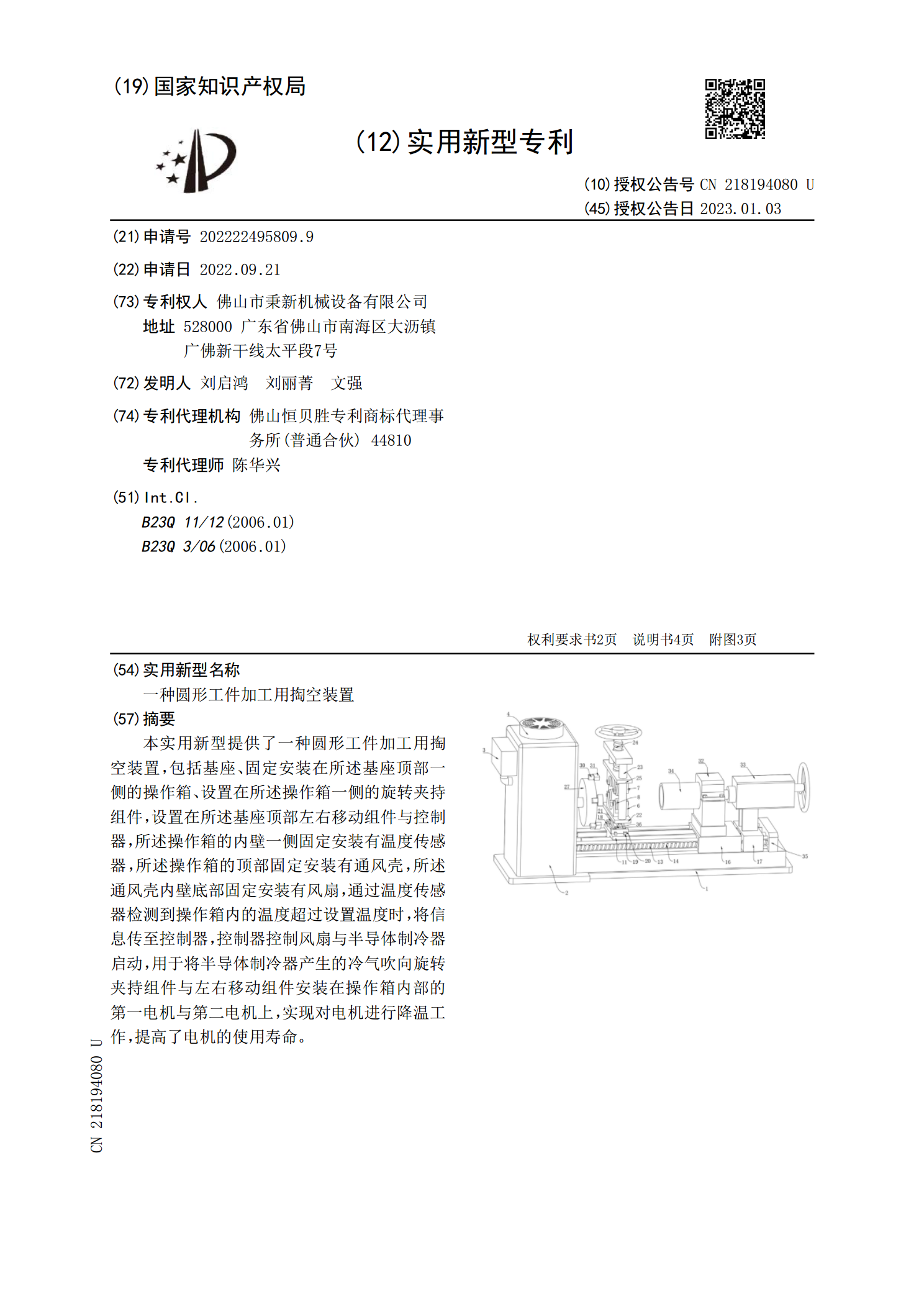
一种圆形工件加工用掏空装置.pdf
本实用新型提供了一种圆形工件加工用掏空装置,包括基座、固定安装在所述基座顶部一侧的操作箱、设置在所述操作箱一侧的旋转夹持组件,设置在所述基座顶部左右移动组件与控制器,所述操作箱的内壁一侧固定安装有温度传感器,所述操作箱的顶部固定安装有通风壳,所述通风壳内壁底部固定安装有风扇,通过温度传感器检测到操作箱内的温度超过设置温度时,将信息传至控制器,控制器控制风扇与半导体制冷器启动,用于将半导体制冷器产生的冷气吹向旋转夹持组件与左右移动组件安装在操作箱内部的第一电机与第二电机上,实现对电机进行降温工作,提高了电机