
一种轮辋的压型制造工艺.pdf

猫巷****正德


1/8
2/8
3/8

4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮辋的压型制造工艺.pdf
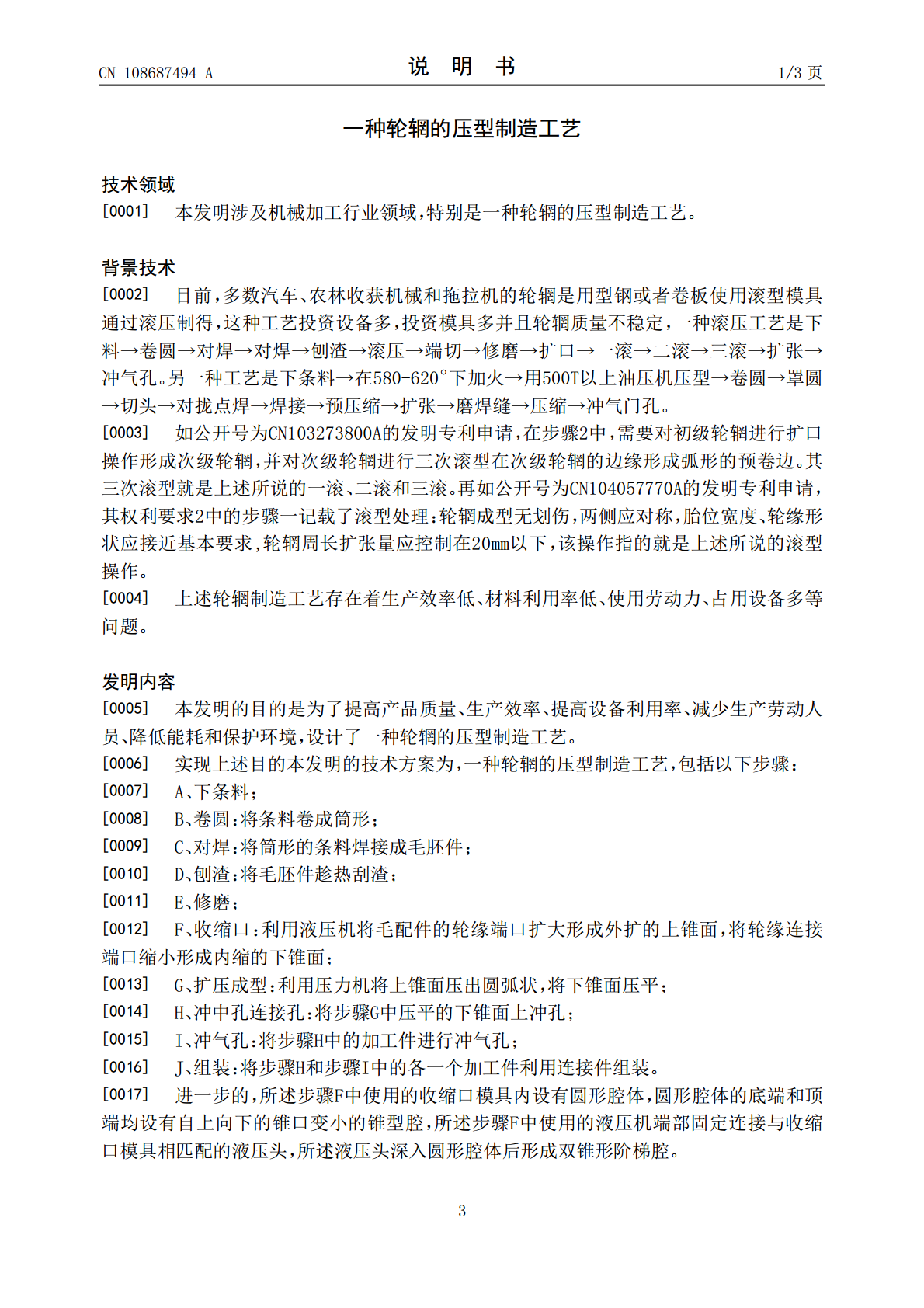
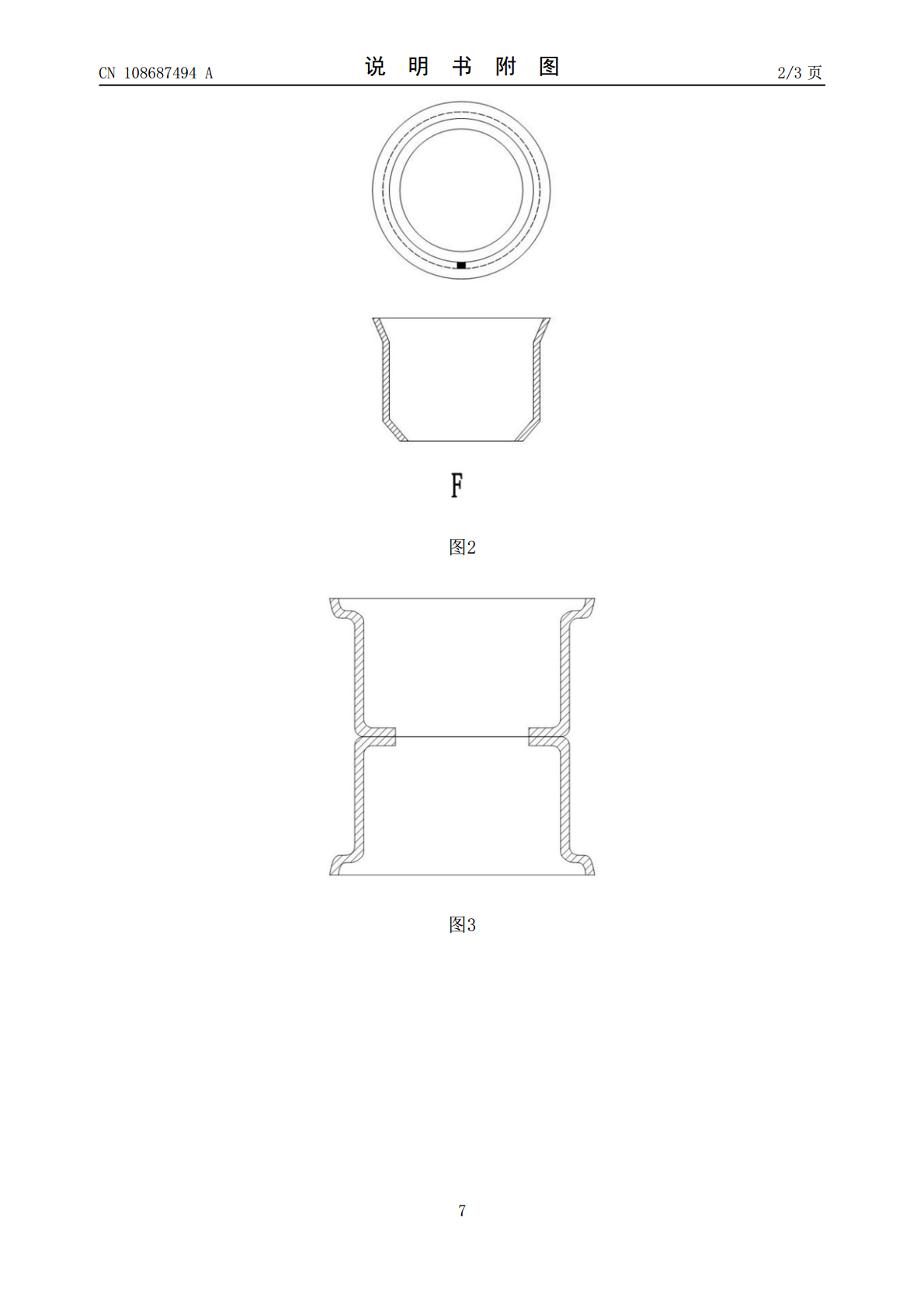
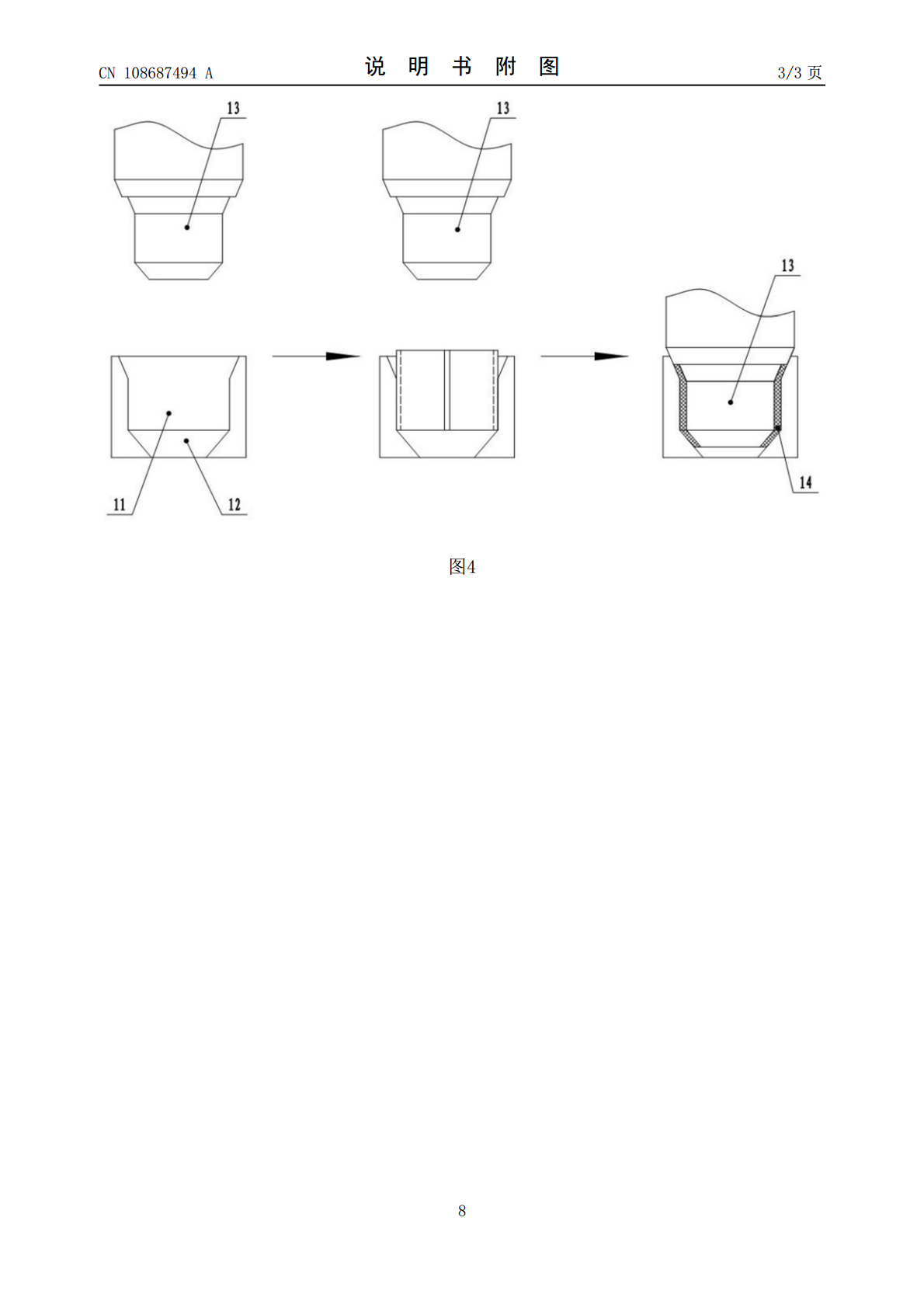
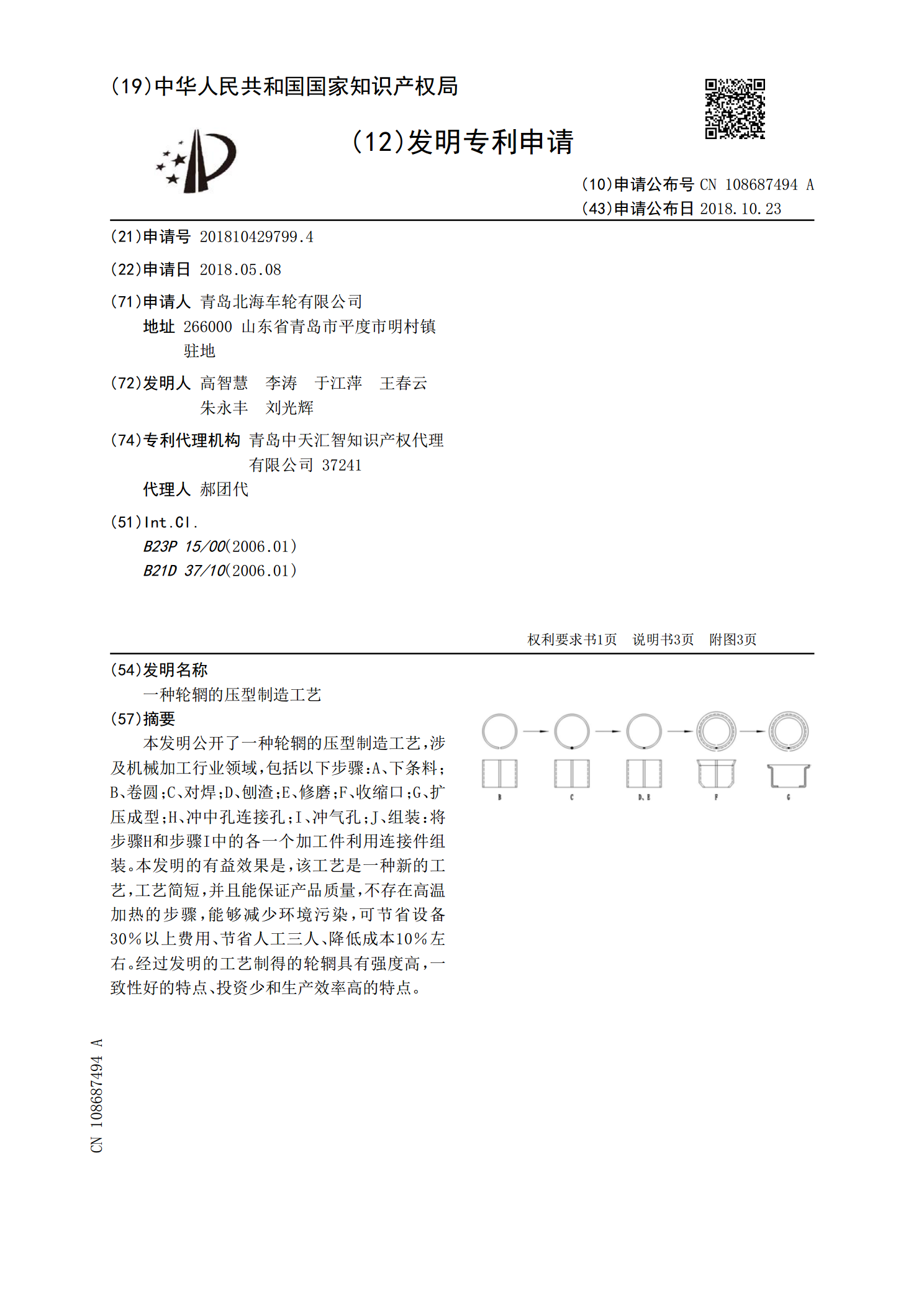
本发明公开了一种轮辋的压型制造工艺,涉及机械加工行业领域,包括以下步骤:A、下条料;B、卷圆;C、对焊;D、刨渣;E、修磨;F、收缩口;G、扩压成型;H、冲中孔连接孔;I、冲气孔;J、组装:将步骤H和步骤I中的各一个加工件利用连接件组装。本发明的有益效果是,该工艺是一种新的工艺,工艺简短,并且能保证产品质量,不存在高温加热的步骤,能够减少环境污染,可节省设备30%以上费用、节省人工三人、降低成本10%左右。经过发明的工艺制得的轮辋具有强度高,一致性好的特点、投资少和生产效率高的特点。
车轮、轮辋旋辊压工艺及旋压装置.pdf
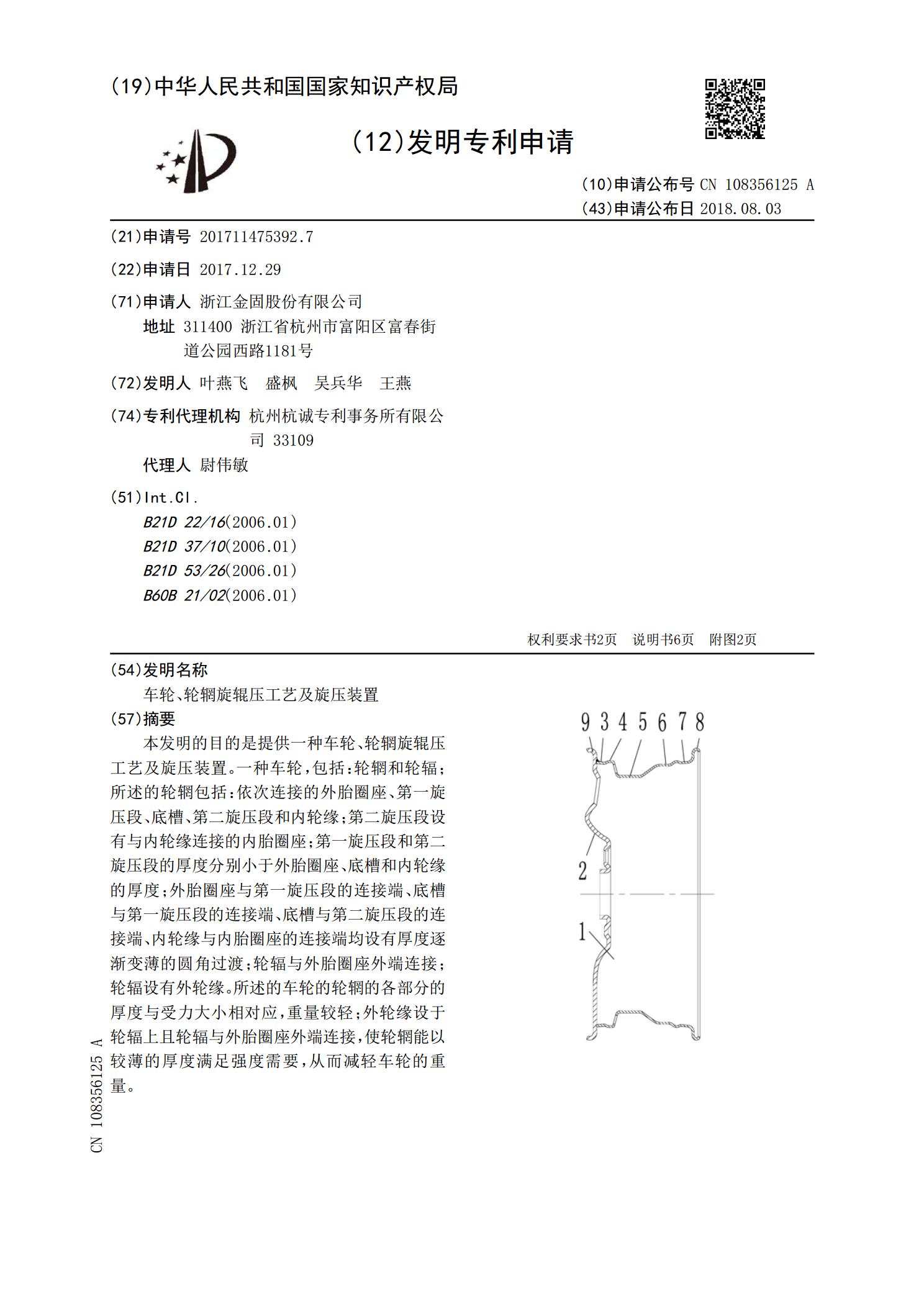
本发明的目的是提供一种车轮、轮辋旋辊压工艺及旋压装置。一种车轮,包括:轮辋和轮辐;所述的轮辋包括:依次连接的外胎圈座、第一旋压段、底槽、第二旋压段和内轮缘;第二旋压段设有与内轮缘连接的内胎圈座;第一旋压段和第二旋压段的厚度分别小于外胎圈座、底槽和内轮缘的厚度;外胎圈座与第一旋压段的连接端、底槽与第一旋压段的连接端、底槽与第二旋压段的连接端、内轮缘与内胎圈座的连接端均设有厚度逐渐变薄的圆角过渡;轮辐与外胎圈座外端连接;轮辐设有外轮缘。所述的车轮的轮辋的各部分的厚度与受力大小相对应,重量较轻;外轮缘设于轮辐上

一种旋压真空胎轮辋及其制作工艺.pdf
本发明公开了一种旋压真空胎轮辋及其制作工艺,属于轮辋生产技术领域,包括轮辋本体,所述轮辋本体呈圆环状,所述轮辋本体中部的直径小于其两侧的直径且轮辋本体的外侧形成安装槽,所述轮辋本体侧壁的厚度约为4.5毫米,所述轮辋本体的宽度约为141.7毫米,所述轮辋本体的最大外径约为431.8毫米,所述轮辋本体的最小内径约为399.9毫米。本发明在制作轮辋时,使用圆管型材裁切下来的胚材进行加工,使得轮辋的生产步骤大量简化,能够提高轮辋产品的强度,使得产品气密性更好,也使得产品质量更轻。

汽车轮辋及其旋压工艺.pdf
本发明公开了一种汽车轮辋及其旋压工艺,旨在解决现有的汽车轮辋重量较重,行车阻力大以及汽车轮辋的强度不够容易变形的不足。该发明包括外胎圈座、内胎圈座、设置在内胎圈座和外胎圈座之间的底槽、连接在外胎圈座端部的外侧轮缘、连接在内胎圈座端部的内侧轮缘,外胎圈座和内胎圈座上分别设有外旋压区和内旋压区,外旋压区从外胎圈座与外侧轮缘的连接位置延伸到外胎圈座与底槽的连接位置,内旋压区从内胎圈座与内侧轮缘的连接位置延伸到内胎圈座与底槽的连接位置。降低了轮辋重量,减小了行车阻力,降低了油耗。而且轮辋的强度好不易变形。
工程车整体轮辋及其轮辋体制造工艺.pdf
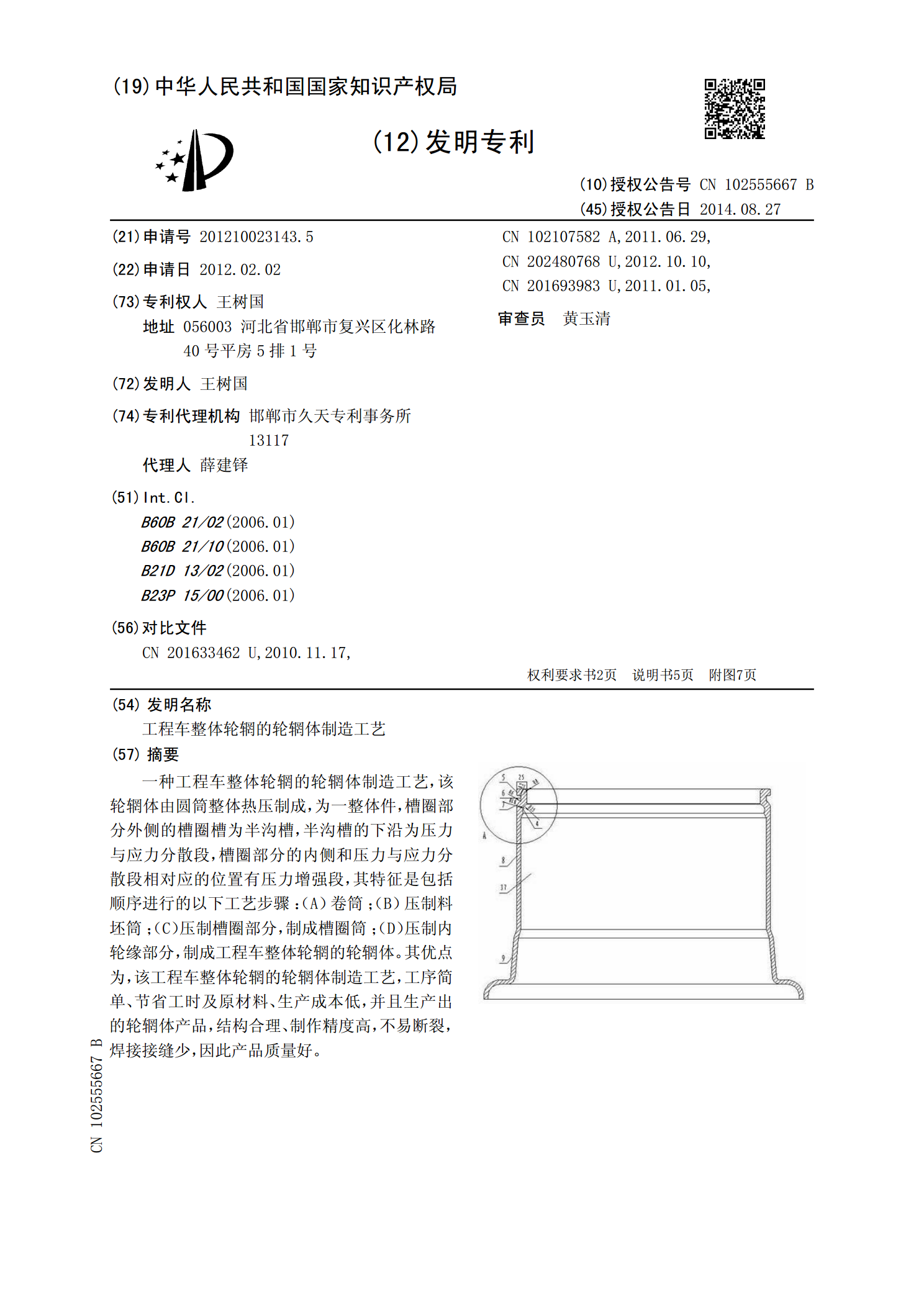
一种工程车整体轮辋及其轮辋体制造工艺,该工程车整体轮辋包括轮辋体,轮辋体由圆筒整体热压制成,为一整体件,槽圈部分外侧的槽圈槽为半沟槽,半沟槽的下沿为压力与应力分散段,槽圈部分的内侧和压力与应力分散段相对应的位置有压力增强段。该工程车整体轮辋的轮辋体制造工艺,包括顺序进行的以下工艺步骤:(A)卷筒;(B)压制料坯筒;(C)压制槽圈部分,制成槽圈筒;(D)压制内轮缘部分,制成工程车整体轮辋的轮辋体。其优点为,该工程车整体轮辋,其轮辋体结构合理、制作精度高,不易断裂,焊接接缝少,加工容易,节约成本;该工程车整体