
FANUC系统维修操作PPT课件.ppt

天马****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共62页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

FANUC系统维修操作PPT课件.ppt
数控系统的维修记录所有机台所使用的系统相关的硬件配置1)系统的型名、系列号(保修凭证)2)伺服、主轴的驱动单元型名3)电机的型名4)I/O单元的型名注:型名中包括硬件型名和软件型名(伺服单元)贮备一定数量的易损的部件1)系统所用的各种保险2)系统及伺服所使用的资料保存用的电池3)系统和伺服散热用的风扇4)电机编码器和用量相对较多的伺服驱动器5)一定数量的系统与外设连接的相关电缆(通讯电缆、反馈电缆等)6)一套完整的NC单元(做维修备件的同时可作为系统学习的设备)维修中更换部件时应注意的事项1)更换NC部件

FANUC 系统维修操作.doc
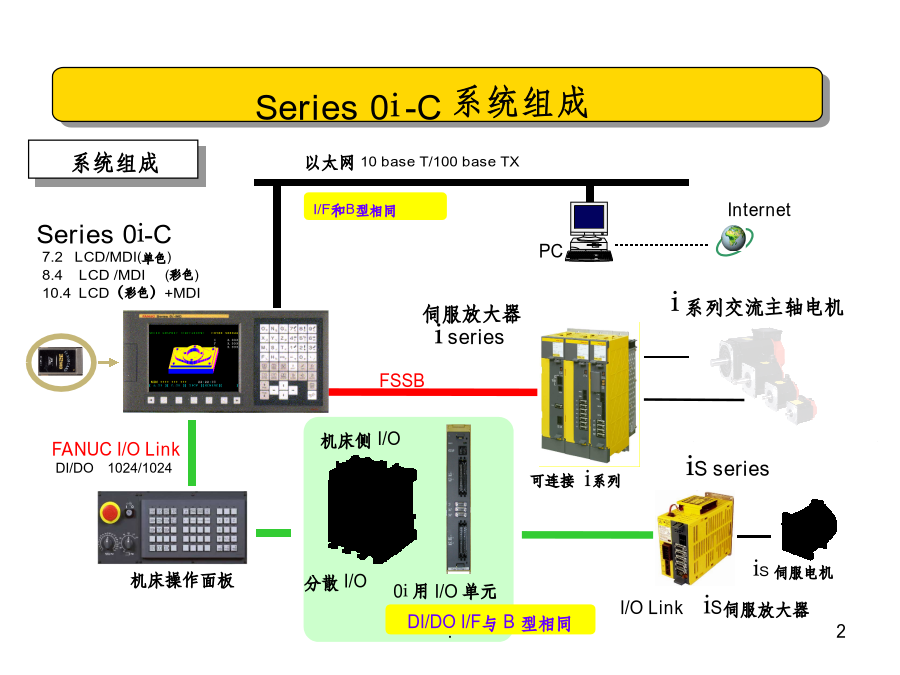
维修操作维修的理念维修=维护+修理数控机床的维护1)掌握数控系统的正确操作方法2)防止系统和驱动单元过热3)注意电柜的防尘和密封4)确保良好的接地系统5)确认电网电压,加装稳压装置6)存储器电池的检查和定期更换,做好数据备份7)机床长期不用时,经常性系统通电(在机床锁住情况下运行)8)机床润滑的定期检查9)定期清洗液压系统中各过滤器,液压油和冷却液的更换维修操作1Series0i-C系统组成系统组成以太网10baseT/100baseTXI/F和B型相同InternetPCSeries0i-C7.2LCD

FANUC系统数控车床编程与操作ppt课件.ppt
FANUC系统数控编程与操作(车床)一.数控机床的基础知识二.什么是数控三.数控机床的基本概念四.世界主流数控系统介绍二.编程部分四.代码介绍G代码详解坐标系宏指令镜像功能循环指令G90锥面单一切削循环格式:G90X_Z_R_F_;R为大小径之差,半径值表示。在编程时只给出X向的终点坐标,起点坐标通过R值机床自动计算,R带正负号,判断正负的方法是X值的终点尺寸相对于起点尺寸,终点尺寸大于起点尺寸R为负值,终点尺寸小于起点尺寸R为正值。M代码详解子程序宏程序条件表达和循环实例(4)利用宏程序分层车削轴承内套
FANUC系统数控车床编程与操作PPT课件.ppt
FANUC系统数控编程与操作(车床)一.数控机床的基础知识二.什么是数控三.数控机床的基本概念四.世界主流数控系统介绍二.编程部分四.代码介绍G代码详解坐标系宏指令镜像功能循环指令G90锥面单一切削循环格式:G90X_Z_R_F_;R为大小径之差,半径值表示。在编程时只给出X向的终点坐标,起点坐标通过R值机床自动计算,R带正负号,判断正负的方法是X值的终点尺寸相对于起点尺寸,终点尺寸大于起点尺寸R为负值,终点尺寸小于起点尺寸R为正值。M代码详解子程序宏程序条件表达和循环实例(4)利用宏程序分层车削轴承内套
FANUC系统数控车床的编程与操作实例ppt课件.ppt
第一章FANUC系统数控车床的编程与操作实例数控车床及坐标系数控车床常用指令常用指令的综合应用典型零件加工宏程序的应用数控车床操作第一节数控车床及坐标系2.数控车床典型结构(1)液压卡盘和液压尾座液压卡盘和液压尾座用来夹紧工件,具有稳定可靠的特点。(2)数控车床的刀架系统(卧式)3.车削用刀具数控车床一般选用硬质合金可转位车刀。(1)刀片的紧固方式在国家标准中,一般紧固方式有上压式、上压与销孔夹紧、销孔夹紧和螺钉夹紧四种。(2)刀杆及刀片形式1.坐标系的确定数控车床的坐标系是以径向为X轴方向,轴向为Z轴方