
一种光学玻璃精雕2.5D弧面切割成型砂轮及加工产品工艺.pdf

书生****瑞梦

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种光学玻璃精雕2.5D弧面切割成型砂轮及加工产品工艺.pdf
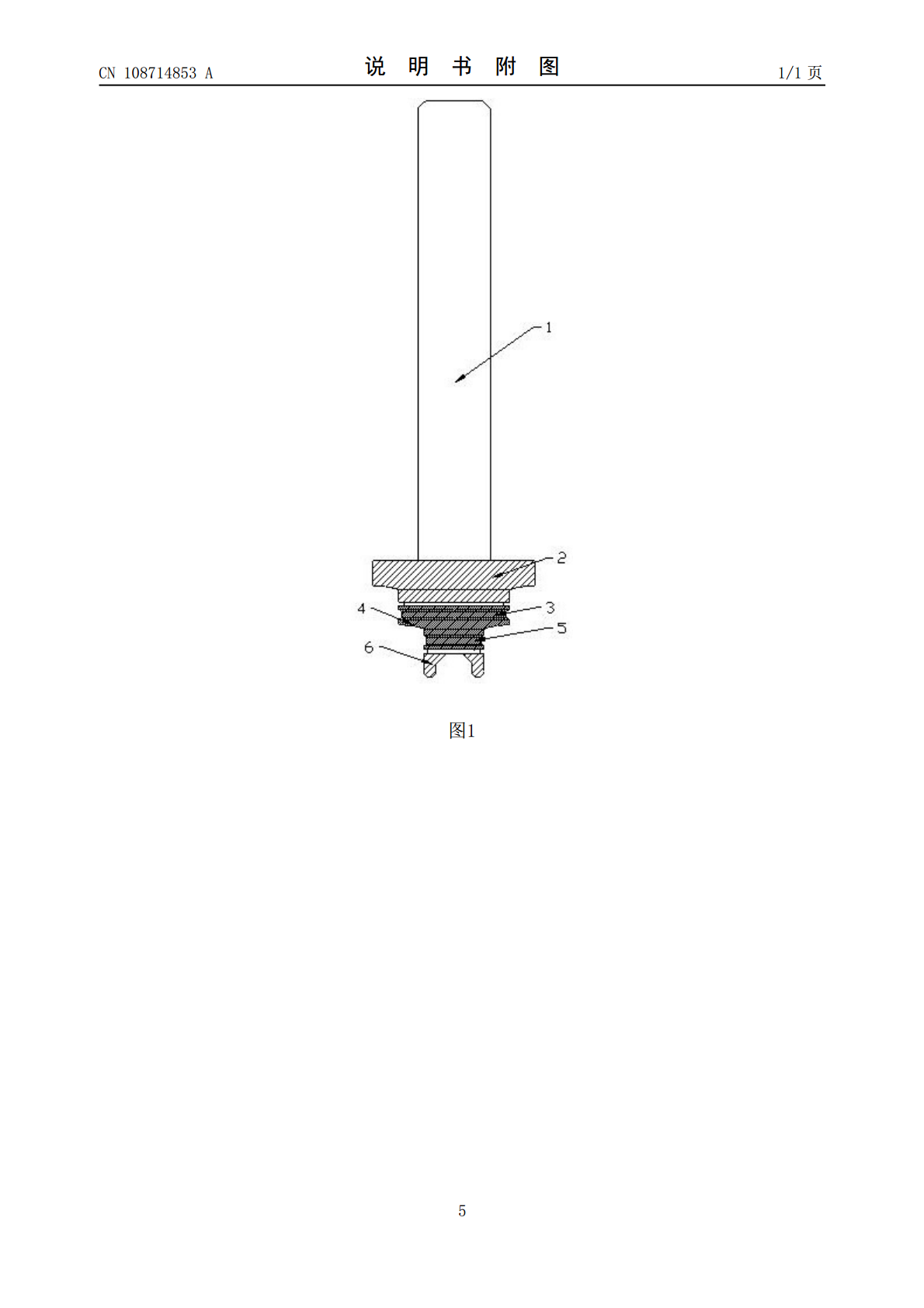
本发明涉及光学玻璃精雕切割领域,具体涉及一种光学玻璃精雕2.5D弧面切割成型砂轮及加工产品工艺,该光学玻璃精雕2.5D弧面切割成型砂轮包括砂轮固定棒,所述砂轮固定棒的一端固定有磨削砂轮,所述磨削砂轮从上至下分别是外形精加工区、外形粗加工区、2.5D倒边粗加工区、孔粗加工区和孔精修加工区,其中外形粗加工区、2.5D倒边粗加工区和孔粗加工区均为粗砂400#,外形精加工区为细砂800#,孔精修加工区为细砂800#,所述外形精加工区和2.5D倒边粗加工区上均设置有2.5D磨削弧边,所述孔精修加工区为中空的环形设计
一种2.5D弧面玻璃的加工方法.pdf
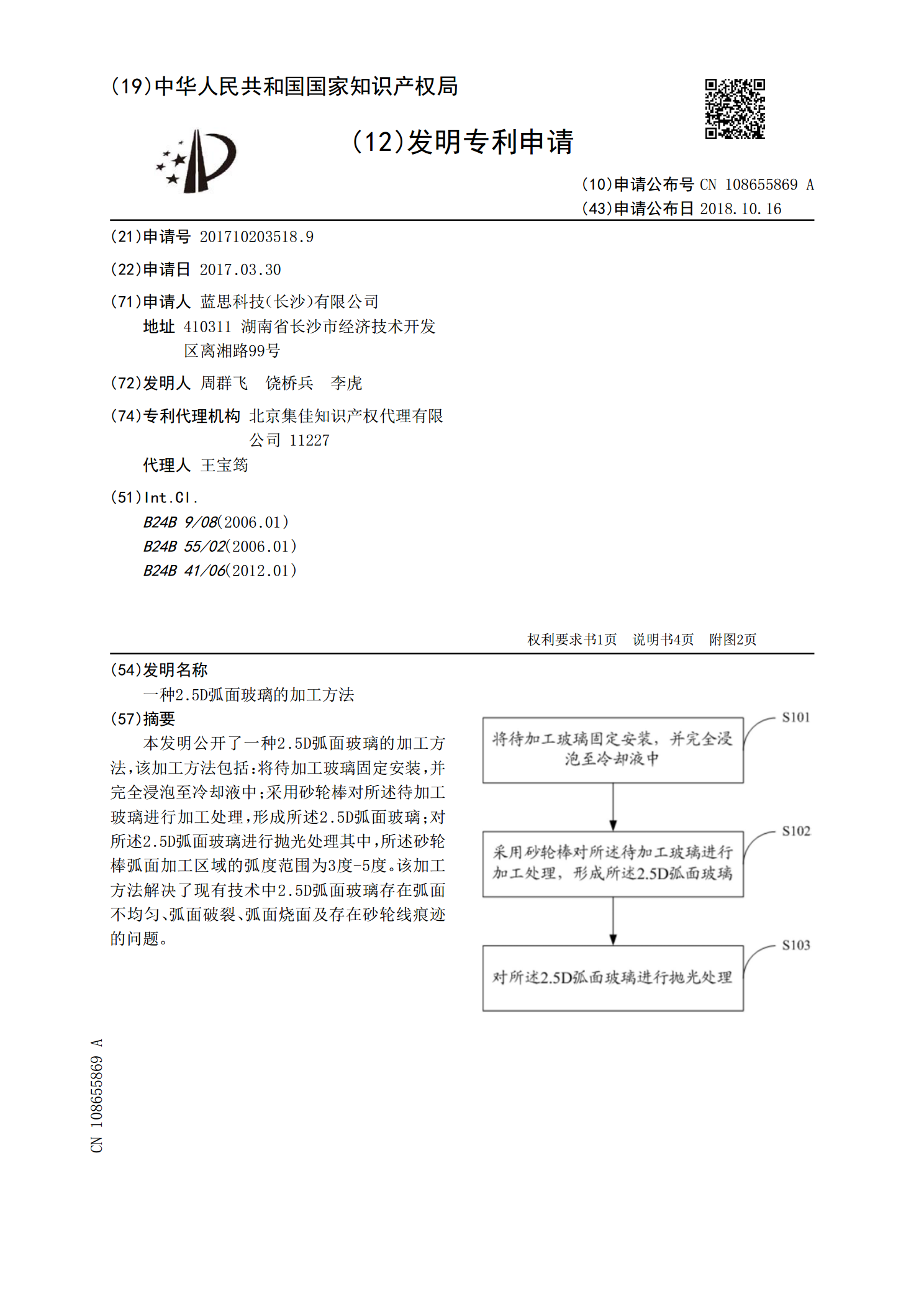
本发明公开了一种2.5D弧面玻璃的加工方法,该加工方法包括:将待加工玻璃固定安装,并完全浸泡至冷却液中;采用砂轮棒对所述待加工玻璃进行加工处理,形成所述2.5D弧面玻璃;对所述2.5D弧面玻璃进行抛光处理其中,所述砂轮棒弧面加工区域的弧度范围为3度‑5度。该加工方法解决了现有技术中2.5D弧面玻璃存在弧面不均匀、弧面破裂、弧面烧面及存在砂轮线痕迹的问题。

基于精雕系统的精密弧面齿轮加工.pptx
汇报人:CONTENTSPARTONEPARTTWO精雕系统的定义和作用精雕系统的组成和工作原理精雕系统的特点和优势PARTTHREE弧面齿轮的应用和特点弧面齿轮的加工原理和工艺流程弧面齿轮加工的关键技术问题PARTFOUR精雕系统在弧面齿轮加工中的应用基于精雕系统的弧面齿轮加工工艺流程和参数优化基于精雕系统的弧面齿轮加工精度和表面质量提升方法PARTFIVE基于精雕系统的弧面齿轮加工实例介绍案例分析:弧面齿轮加工效果的评估和改进措施案例总结:基于精雕系统的弧面齿轮加工的优势和应用前景PARTSIX基于精
一种弧面凸轮加工工艺.pdf
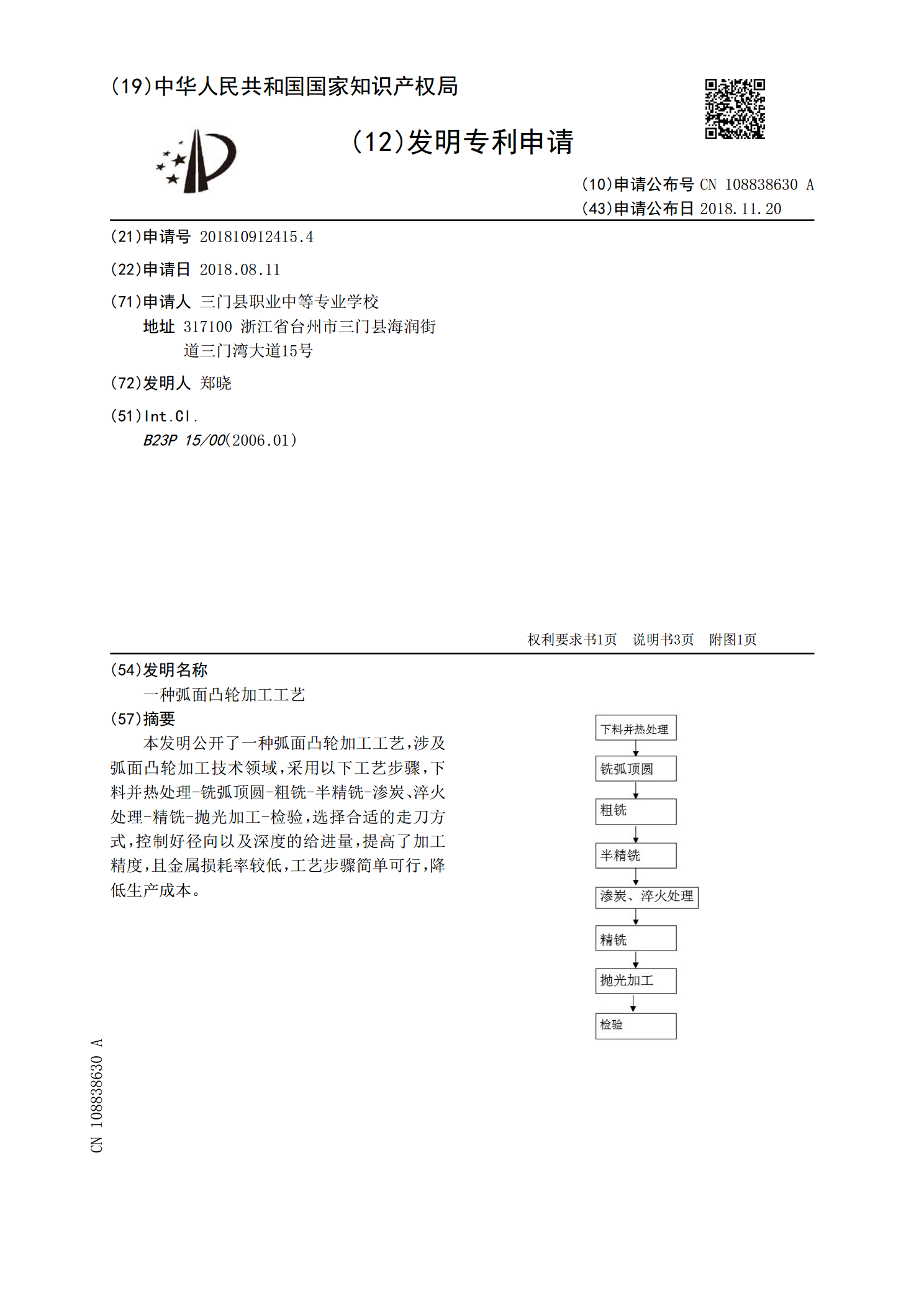
本发明公开了一种弧面凸轮加工工艺,涉及弧面凸轮加工技术领域,采用以下工艺步骤,下料并热处理‑铣弧顶圆‑粗铣‑半精铣‑渗炭、淬火处理‑精铣‑抛光加工‑检验,选择合适的走刀方式,控制好径向以及深度的给进量,提高了加工精度,且金属损耗率较低,工艺步骤简单可行,降低生产成本。

一种石英弧板成型模具及其成型工艺、加工工艺.pdf
本发明涉及一种石英弧板成型模具,包括有上模、下模、卸料板,卸料板位于上模与下模之间,上模底面设置有型芯,型芯底面为弧形面,卸料板为环形结构,卸料板内侧壁上开设有环形的限位槽,下模顶面设置有型台,型台顶面为与型芯底面相对应的弧形面,型台的顶面中心部开设有贯穿下模的排气通道,下模顶面外边缘与型台侧壁之间形成有用于容纳环形的卸料板的卡腔;上模与下模通过导向机构可拆卸地连接。通过利用卸料板起到卸料作用,防止成型后的石英弧板粘在型台的弧形面内而导致取件困难,提高生产效率。