
一种弧面凸轮加工工艺.pdf

莉娜****ua

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种弧面凸轮加工工艺.pdf
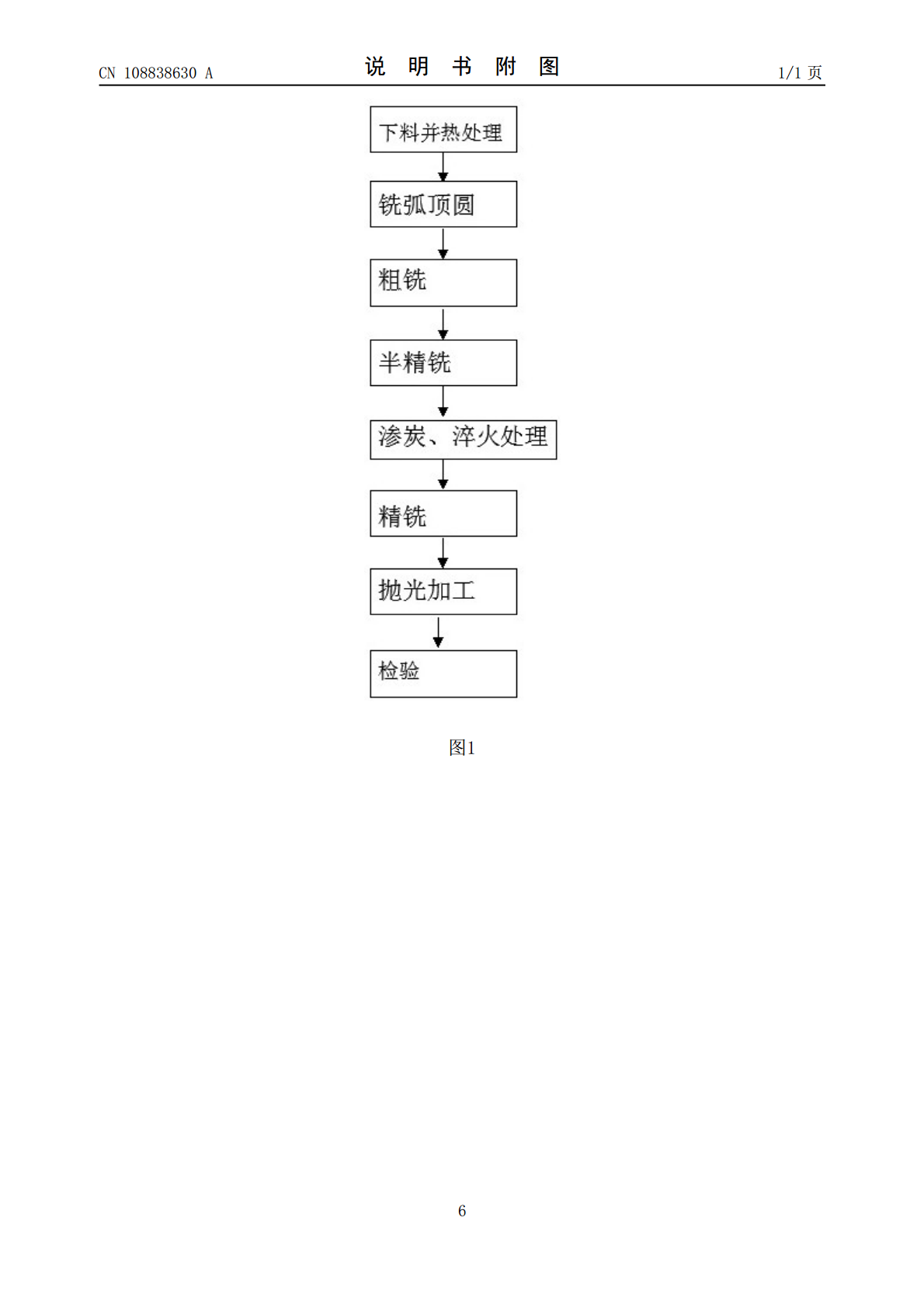
本发明公开了一种弧面凸轮加工工艺,涉及弧面凸轮加工技术领域,采用以下工艺步骤,下料并热处理‑铣弧顶圆‑粗铣‑半精铣‑渗炭、淬火处理‑精铣‑抛光加工‑检验,选择合适的走刀方式,控制好径向以及深度的给进量,提高了加工精度,且金属损耗率较低,工艺步骤简单可行,降低生产成本。

弧面凸轮高速加工工艺.docx
弧面凸轮高速加工工艺一、引言随着现代工业的发展,高速凸轮加工工艺在自动化、高效率、高精度方面得到了迅速的发展,已经成为了自动化生产的关键技术之一。特别是弧面凸轮的高速加工技术,其成形难度大、制造周期长、成本高、要求工艺精度高等,因此一直受到制造业的高度关注。本文旨在探讨弧面凸轮高速加工的工艺及其应用。二、弧面凸轮高速加工工艺1、数控编程技术数控编程技术是现代数控机床加工技术的重要组成部分,可以根据凸轮的设计图纸将凸轮的参数导入数控机床系统中,通过程序控制凸轮加工的轮廓,实现凸轮的高速加工。数控编程技术的优

弧面分度凸轮加工工艺分析及加工参数的确定.docx
弧面分度凸轮加工工艺分析及加工参数的确定摘要:本文旨在通过分析弧面分度凸轮的工艺特点,探讨凸轮的加工工艺及加工参数的确定。对于传统的加工方法,如数控铣削、数控加工等方法的局限性进行了分析。并通过多年的加工实践,总结了一套相对完善的弧面分度凸轮加工工艺及加工参数确定方法,以期对凸轮加工过程的优化提供有价值的参考和借鉴。关键词:弧面分度凸轮;加工工艺;加工参数一、引言弧面分度凸轮广泛应用于机床、汽车等行业,在零件设计中发挥着至关重要的作用。实际生产中,弧面分度凸轮的加工工艺及加工参数的确定直接影响着生产效率和
弧面凸轮加工机床.pdf
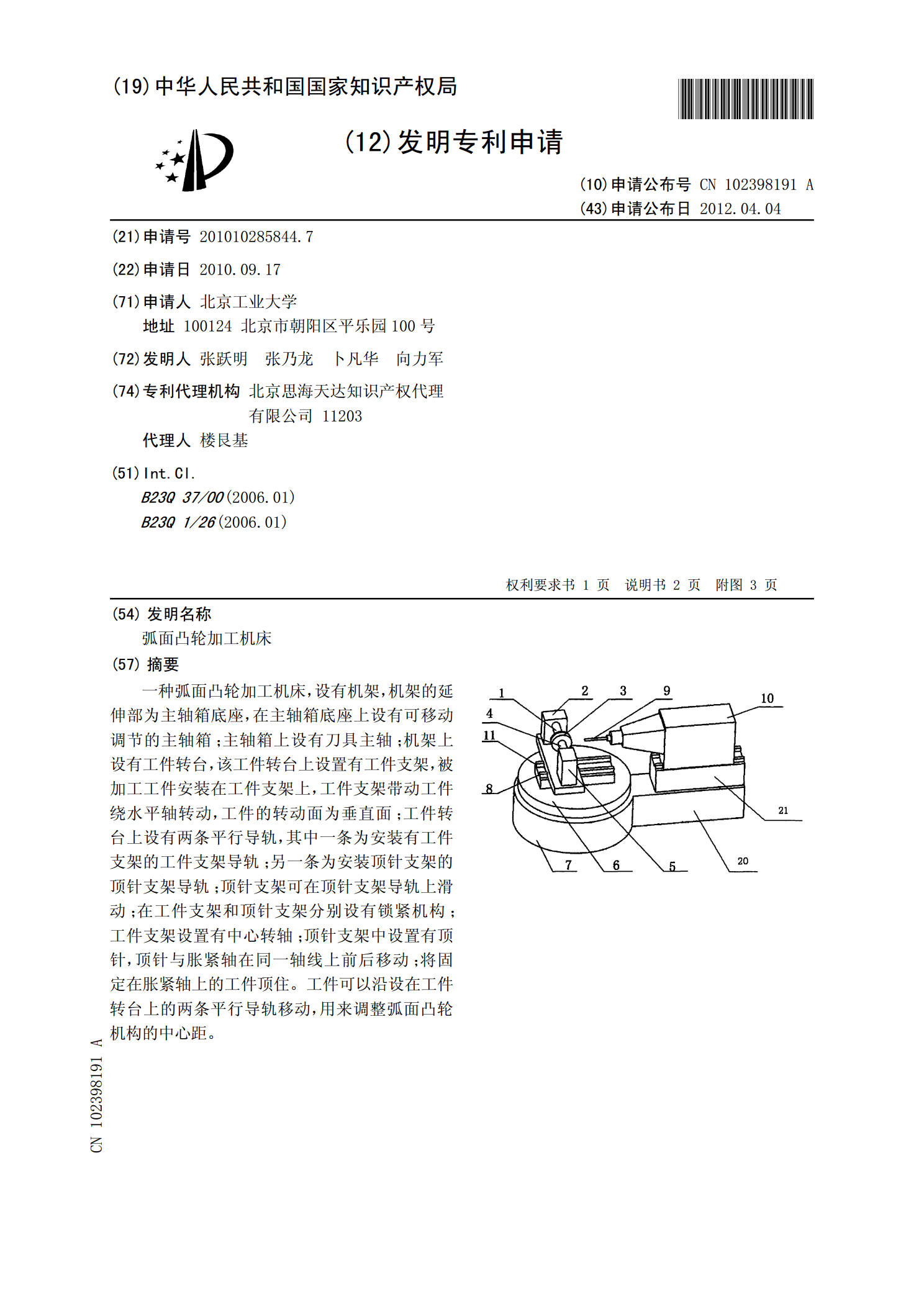
一种弧面凸轮加工机床,设有机架,机架的延伸部为主轴箱底座,在主轴箱底座上设有可移动调节的主轴箱;主轴箱上设有刀具主轴;机架上设有工件转台,该工件转台上设置有工件支架,被加工工件安装在工件支架上,工件支架带动工件绕水平轴转动,工件的转动面为垂直面;工件转台上设有两条平行导轨,其中一条为安装有工件支架的工件支架导轨;另一条为安装顶针支架的顶针支架导轨;顶针支架可在顶针支架导轨上滑动;在工件支架和顶针支架分别设有锁紧机构;工件支架设置有中心转轴;顶针支架中设置有顶针,顶针与胀紧轴在同一轴线上前后移动;将固定在胀

加工中心自动换刀装置(ATC)弧面凸轮加工艺研究.docx
加工中心自动换刀装置(ATC)弧面凸轮加工艺研究一、引言加工中心自动换刀装置(ATC)作为一种自动化工装,可以大幅度提高加工效率和产品质量,并且减少了人工操作的误差率。同时,在精密度和加工效率要求越来越高的情况下,ATC也越来越成为加工行业的热门话题。本文将从弧面凸轮的加工技术研究为主线,探讨ATC应用于弧面凸轮加工之中的重要性和现实意义。二、ATC的基本原理及优势ATC是一种完全自动化换刀工艺,可以迅速完成刀具的自动调换,并对其他工艺参数进行调整,使得加工质量和效率得到大幅提升。在现代工业制造中,ATC