
一种新型空调压缩机储液器.pdf

梅雪****67


1/8
2/8

3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型空调压缩机储液器.pdf
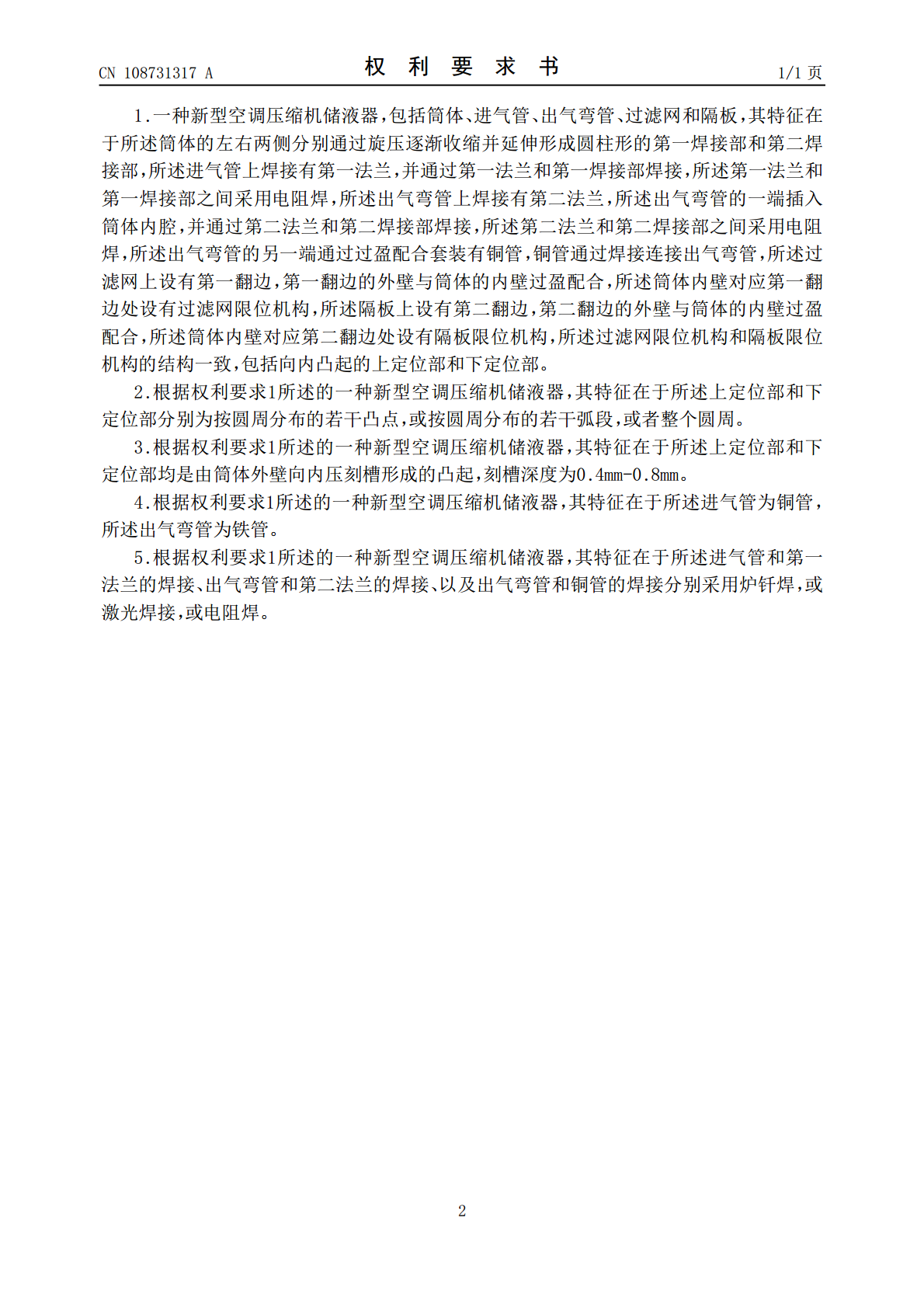
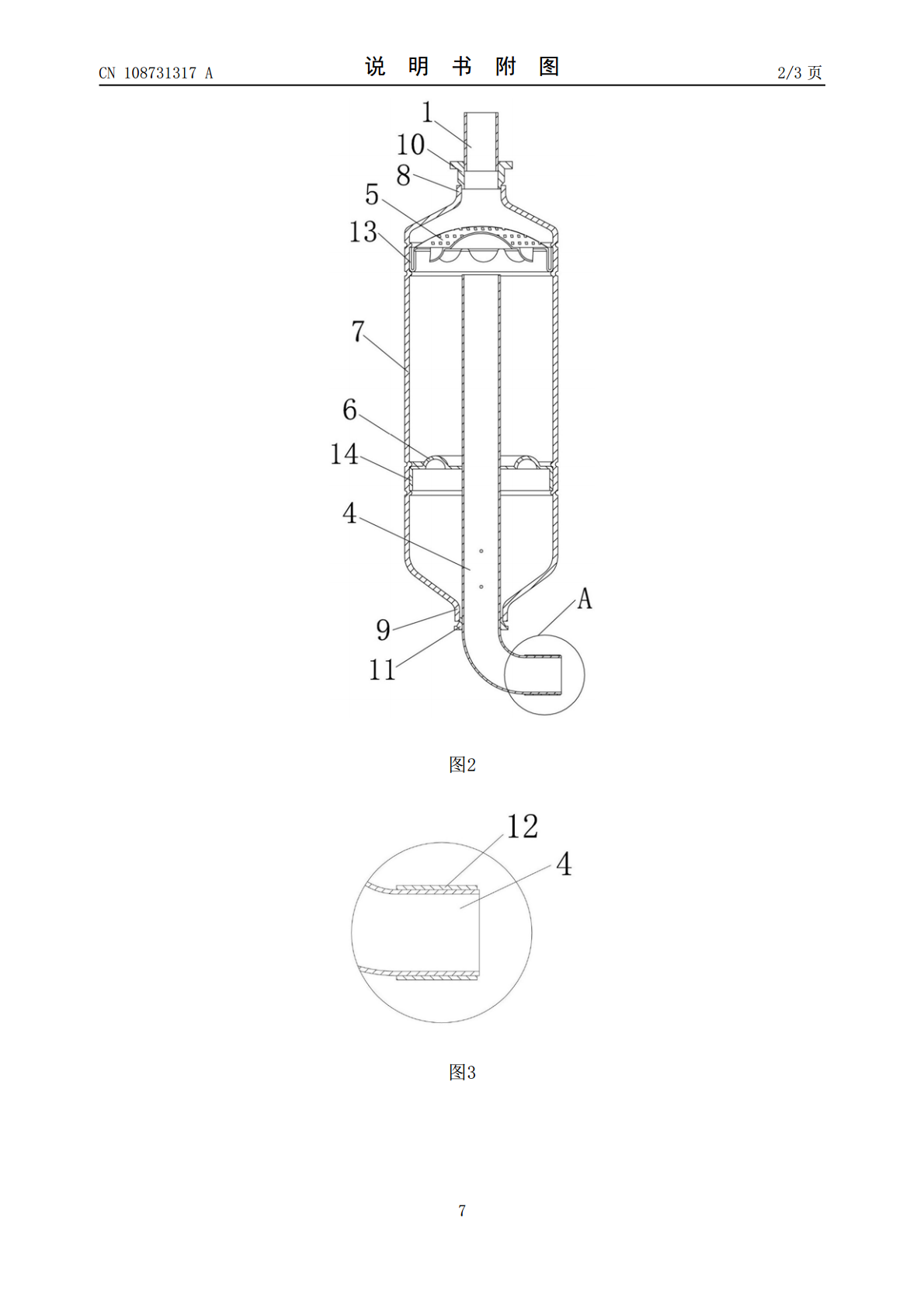
一种新型空调压缩机储液器,属于制冷配件技术领域。本发明包括筒体、进气管、出气弯管、过滤网和隔板,筒体的左右两侧分别通过旋压向外逐渐收缩并延伸形成圆柱形的第一焊接部和第二焊接部,进气管上焊接有第一法兰,并通过第一法兰和第一焊接部焊接,出气弯管上焊接有第二法兰,出气弯管的一端插入筒体内腔,并通过第二法兰和第二焊接部焊接,第一法兰和第一焊接部、第二法兰和第二焊接部之间均采用电阻焊。本发明中,筒体经旋压形成一体化的壳体,将上端盖、筒体和下端盖合三为一,使其气密性能更好,装配更方便快速。在加工过程中,所有的焊接均不

一种储液器、压缩机及空调系统.pdf
本发明提供了一种储液器,包含该储液器的压缩机装置,以及包含该压缩机装置的空调系统。本发明的储液器通过缩小下回液孔的流量当量直径可以抑制过多的液态制冷剂进入压缩机内,并通过在下回液孔上方一定高度的位置设置流量当量直径合适的上回液孔,当滞留在储液器内部的液态制冷剂和冷冻机油的液面高度到达上回液孔时,冷冻机油通过上回液孔流入储液器出气管,进入压缩机气缸内实现回油;本发明的储液器兼顾了回液与回油,巧妙地同时解决了回液量过大和回油可能不足的问题,特别适用于变频空调系统。
一种新型压缩机储液器加工工艺.pdf
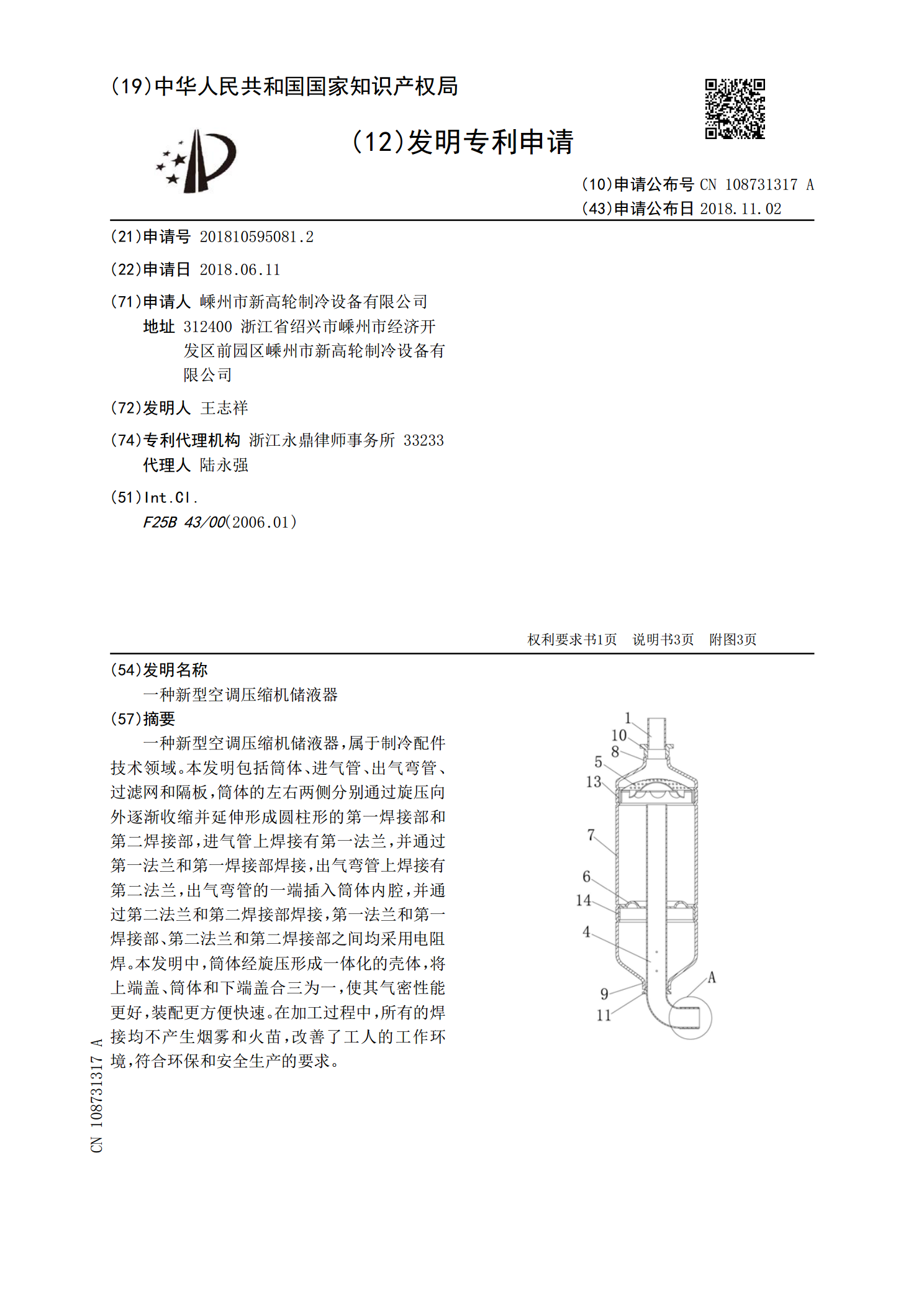
本发明公开了一种新型压缩机储液器加工工艺,涉及制冷压缩机技术领域,包括如下步骤:刻槽、缠绕焊丝、器体压装、过炉焊接以及质量检验。本发明通过在机架上设置压装机构,由驱动电机输出端带动丝杠转动,带动升降块在导向杆上向下滑动,经连杆推动转筒带动下端压装盘下压,先多工位完成多个筛网及隔板在器体上的压装,然后启动气缸使其输出端带动安装板下移,进而使得压柱在转筒内转动下移,以转动压装的方式完成上下两端盖的装配,避免造成端盖边缘的塌边现象,且减低刚性划伤程度,保证装配产品质量。
一种新型制冷压缩机储液器加工方法.pdf
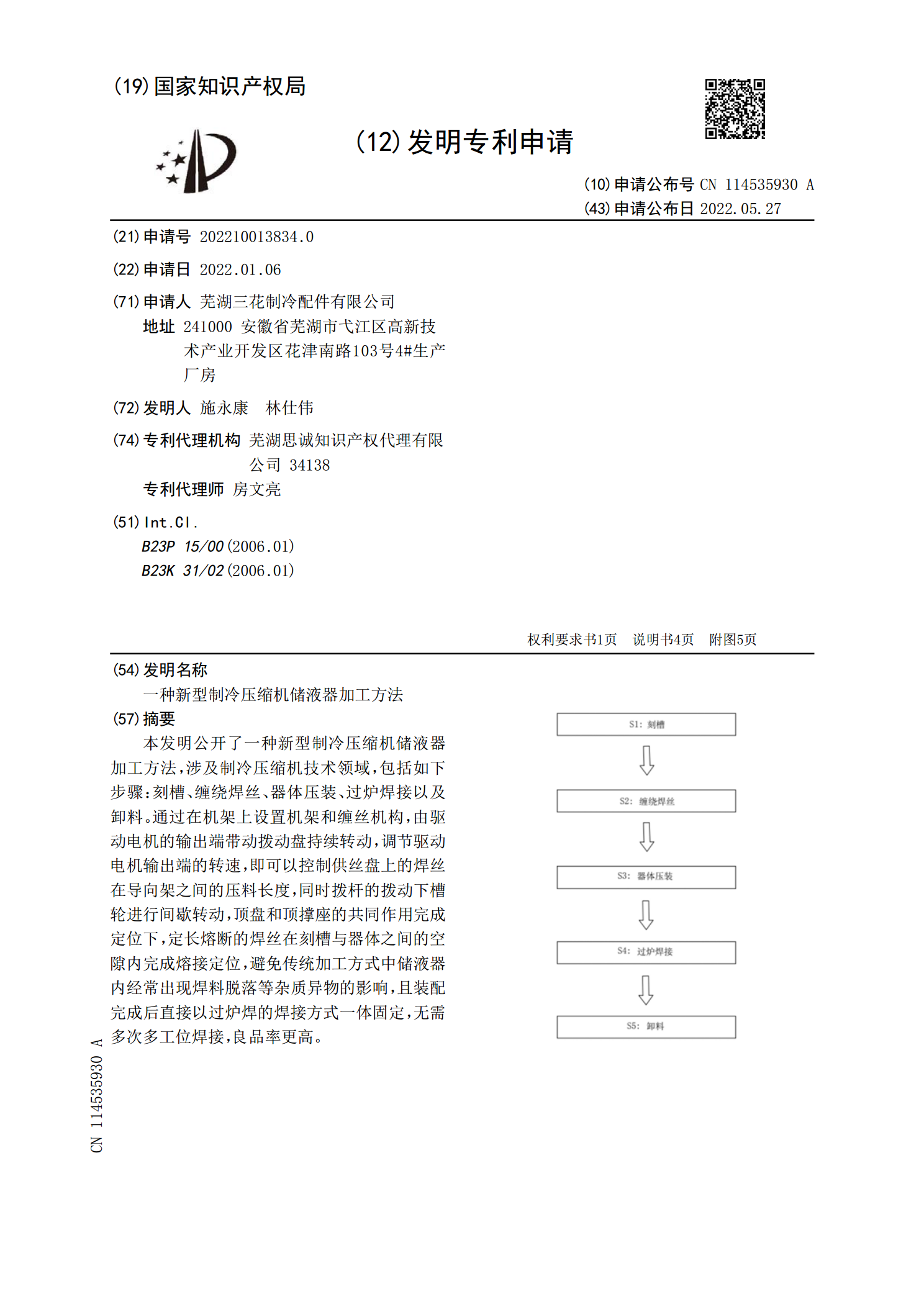
本发明公开了一种新型制冷压缩机储液器加工方法,涉及制冷压缩机技术领域,包括如下步骤:刻槽、缠绕焊丝、器体压装、过炉焊接以及卸料。通过在机架上设置机架和缠丝机构,由驱动电机的输出端带动拨动盘持续转动,调节驱动电机输出端的转速,即可以控制供丝盘上的焊丝在导向架之间的压料长度,同时拨杆的拨动下槽轮进行间歇转动,顶盘和顶撑座的共同作用完成定位下,定长熔断的焊丝在刻槽与器体之间的空隙内完成熔接定位,避免传统加工方式中储液器内经常出现焊料脱落等杂质异物的影响,且装配完成后直接以过炉焊的焊接方式一体固定,无需多次多工位
空调压缩机储液器的运输装置.pdf
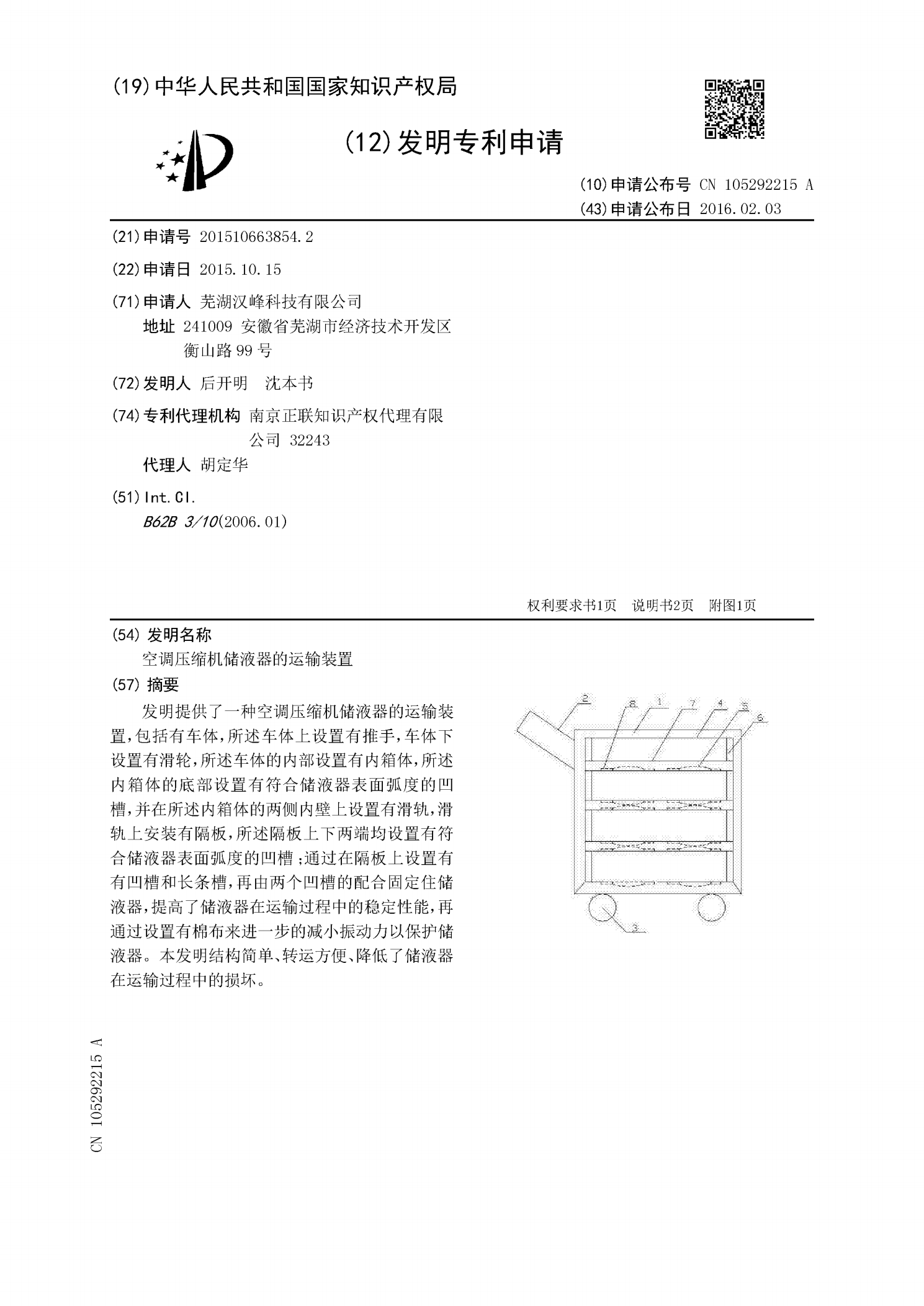
发明提供了一种空调压缩机储液器的运输装置,包括有车体,所述车体上设置有推手,车体下设置有滑轮,所述车体的内部设置有内箱体,所述内箱体的底部设置有符合储液器表面弧度的凹槽,并在所述内箱体的两侧内壁上设置有滑轨,滑轨上安装有隔板,所述隔板上下两端均设置有符合储液器表面弧度的凹槽;通过在隔板上设置有有凹槽和长条槽,再由两个凹槽的配合固定住储液器,提高了储液器在运输过程中的稳定性能,再通过设置有棉布来进一步的减小振动力以保护储液器。本发明结构简单、转运方便、降低了储液器在运输过程中的损坏。