
注塑件去飞边装置.pdf

一吃****成益


1/8
2/8

3/8
4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

注塑件去飞边装置.pdf
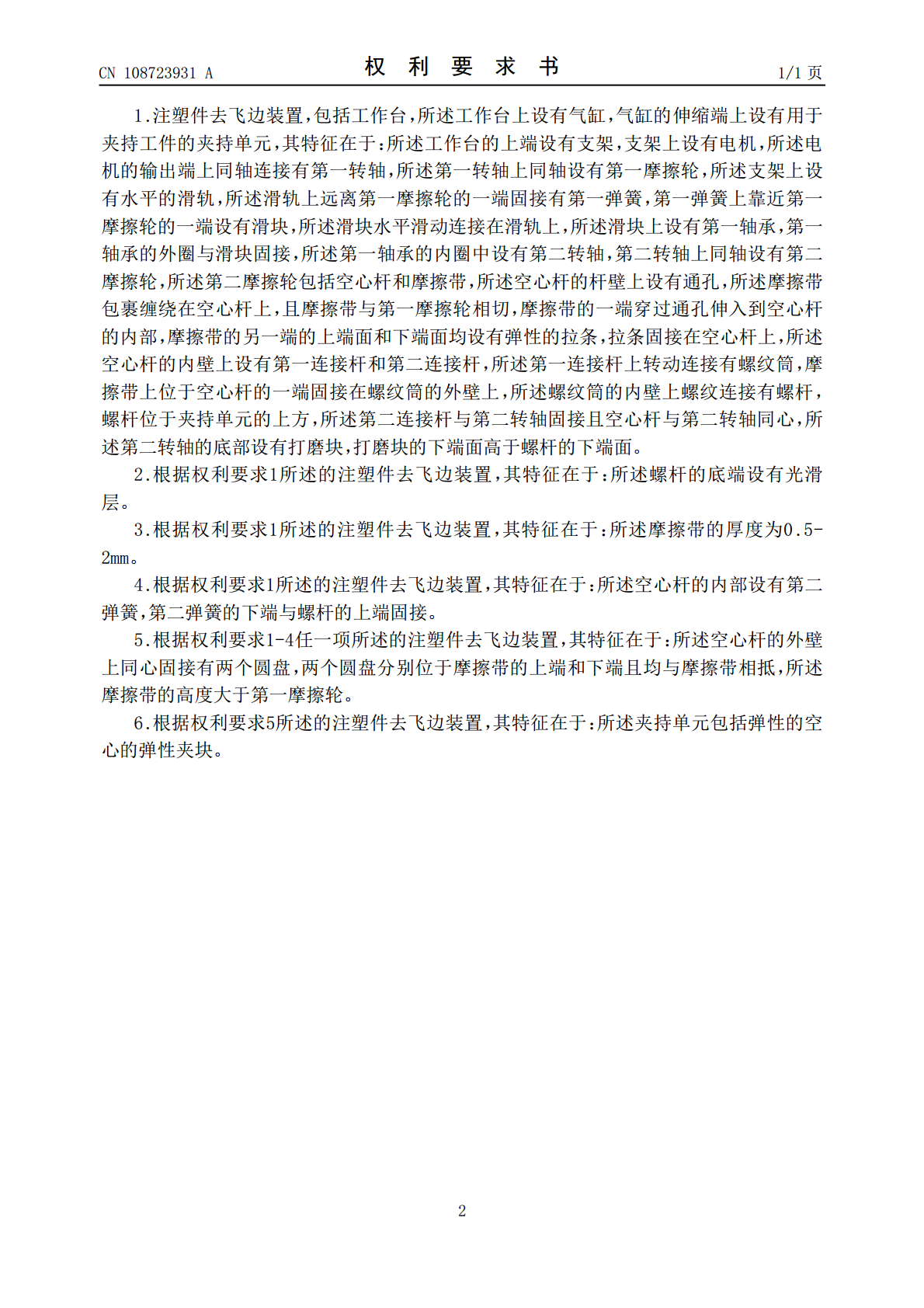
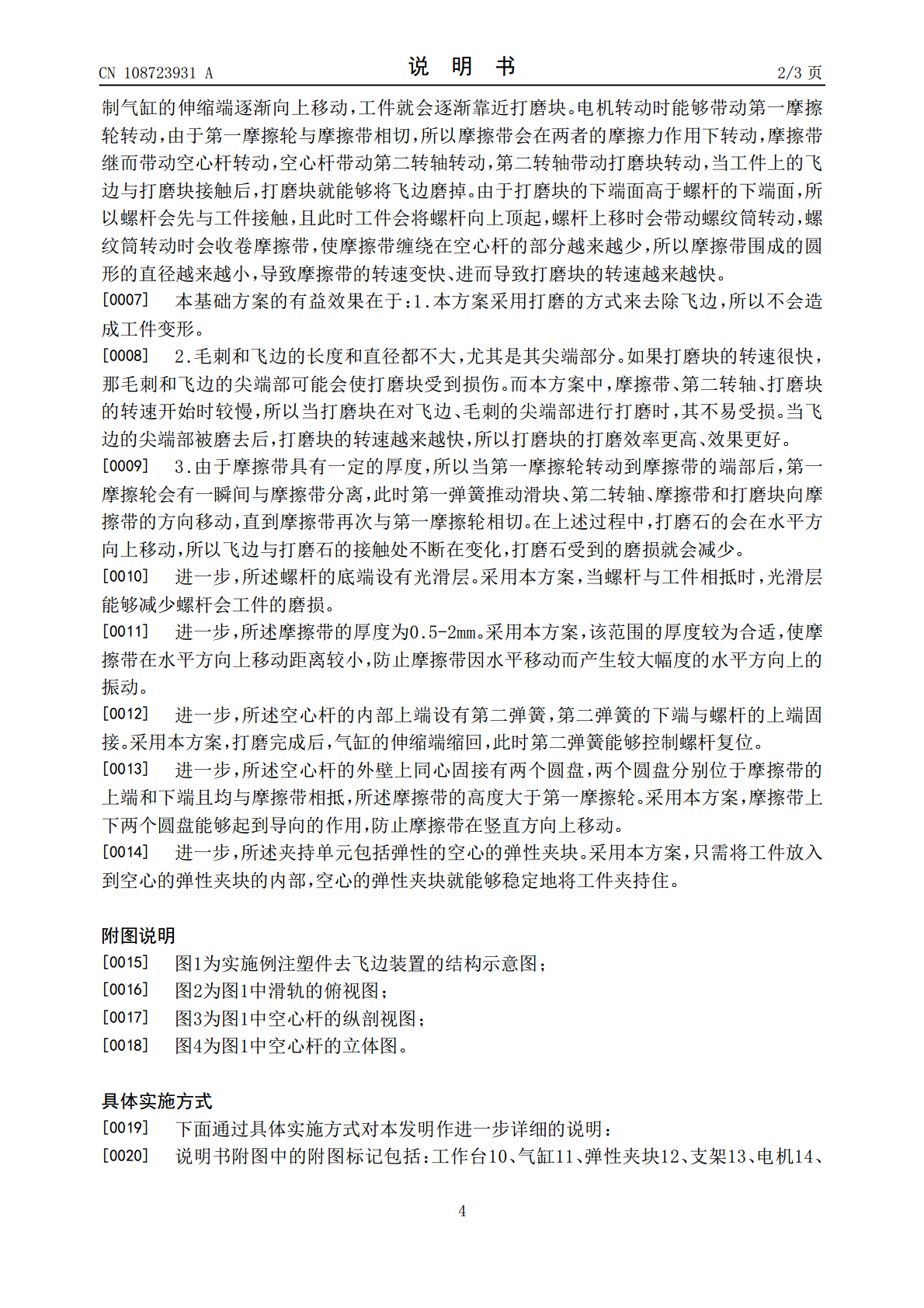
本发明属于塑料加工设备的技术领域,具体公开了一种注塑件去飞边装置,包括工作台,工作台上设有电机,电机上连有第一转轴,第一转轴上同轴设有第一摩擦轮,支架上设有滑轨,滑轨上设有滑块,滑块上设有第一轴承,第一轴承与滑块固接,第一轴承中设有第二转轴,第二转轴上设有第二摩擦轮,第二摩擦轮包括空心杆和摩擦带,空心杆的杆壁上设有通孔,摩擦带包裹缠绕在空心杆上,空心杆的内壁上设有第一连接杆和第二连接杆,第一连接杆上转动连接有螺纹筒,摩擦带上位于空心杆的一端固接在螺纹筒的外壁上,螺纹筒的内壁上螺纹连接有螺杆,第二转轴的底部

去飞边夹具、去飞边装置及去飞边方法.pdf
本发明提供一种去除齿轮等工件上形成的飞边的去飞边夹具和去飞边装置及去飞边方法。该去飞边装置(1)具备:对具有齿轮形状的工件(20)的一端面进行旋转切削的第一刀片(131a)、在工件(20)的齿轮的一端面的棱线上及另一端面的棱线上啮合、同时可旋转地设置的第一齿轮(12a),利用所述第一刀片(131a)削去所旋转的工件的齿轮端面的飞边。

一种齿轮毛坯去飞边装置及去飞边方法.pdf
本发明公开了齿轮毛坯去飞边技术领域的一种齿轮毛坯去飞边装置,包括固定底座,固定底座上端固定连接有支撑台,支撑台上端固定连接有对称的伸缩柱,伸缩柱上端设有电机,电机动力轴端固定连接有转动杆,转动杆另一端固定连接有打磨刀,固定底座上端固定连接有工作台工作台上端设有挡板,挡板靠近打磨刀的一端固定连接有弹性夹板,本发明通过将齿轮毛坯固定于弹性夹板中,转动转动把手控制挡板位于打磨刀的位置,防止将齿轮的其他部位进行打磨,造成损失,本装置通过防护中和防尘板的设置,可有效的阻挡打磨毛边所产生的碎屑,防止其在空气中散开从而

铝铸件去飞边装置.pdf
本发明公开一种铝铸件在线去飞边装置,由机架、气缸、气动马达、滑台、压板、伺服电机、盘铣刀等组成,传感器首先使车轮定位,抬升气缸使升降平台以及滑台等上升,气动马达Ⅰ通过齿轮和齿条带动两个滑台及左轴和右轴同步向外运动,转环首先将车轮抬起,然后四根轴从车轮内侧将其撑紧,压板压向正面轮唇;两根右轴带动车轮旋转,通过识别系统控制伺服电机Ⅰ使飞边定位,然后气动马达Ⅱ带动的盘铣刀会在电动缸和伺服电机Ⅱ的作用下沿着轮辋形状将飞边去除,去除完毕后车轮旋转90度再进行下一个飞边的去除。
一种去飞边装置.pdf
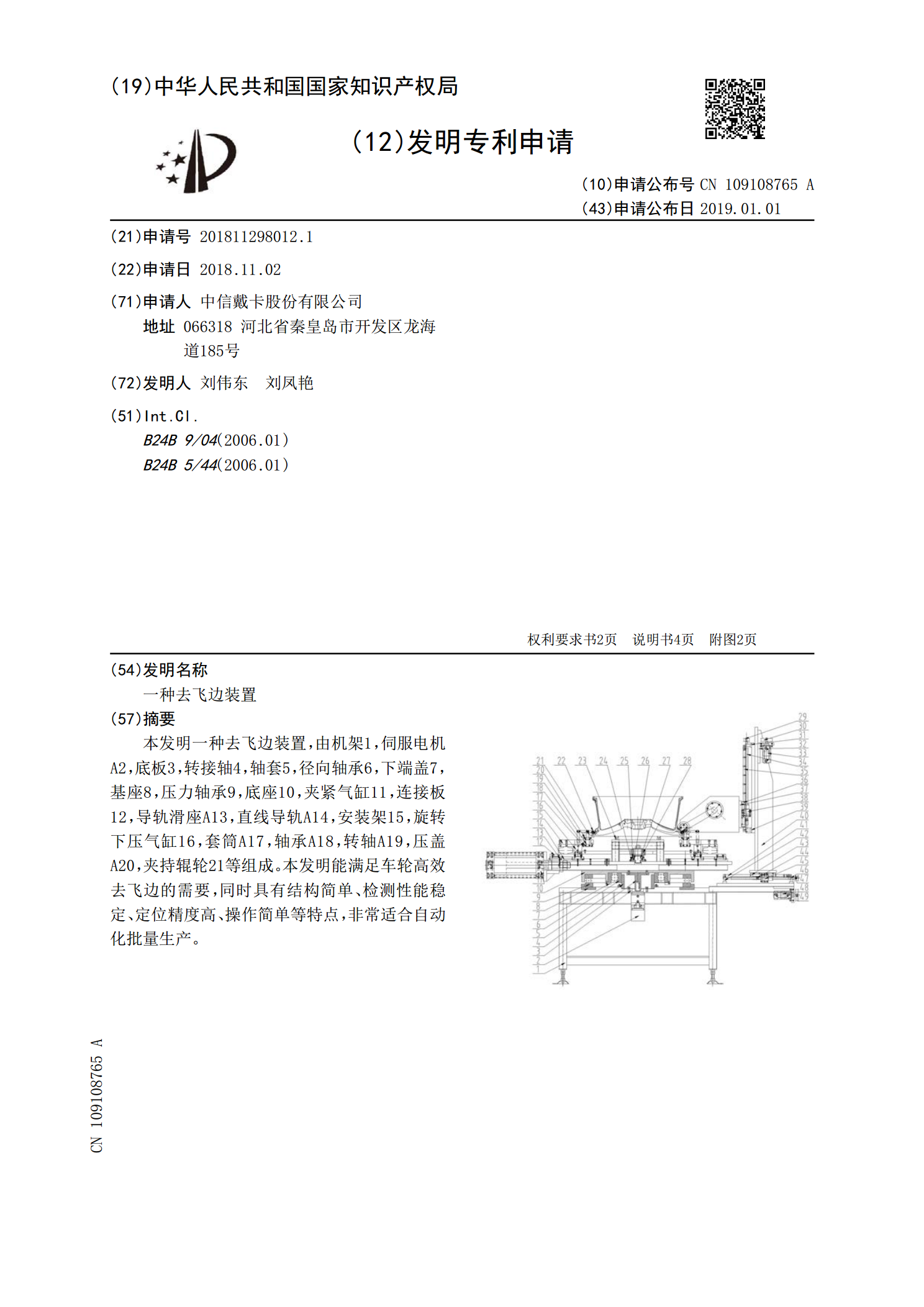
本发明一种去飞边装置,由机架1,伺服电机A2,底板3,转接轴4,轴套5,径向轴承6,下端盖7,基座8,压力轴承9,底座10,夹紧气缸11,连接板12,导轨滑座A13,直线导轨A14,安装架15,旋转下压气缸16,套筒A17,轴承A18,转轴A19,压盖A20,夹持辊轮21等组成。本发明能满足车轮高效去飞边的需要,同时具有结构简单、检测性能稳定、定位精度高、操作简单等特点,非常适合自动化批量生产。