
一种螺旋锥齿轮加工工艺.pdf

玉怡****文档


1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种螺旋锥齿轮加工工艺.pdf
本发明公开了一种螺旋锥齿轮加工工艺,包括步骤:1)制坯、锻坯;2)轮坯及安装连接部位的粗、精加工;3)切齿;4)热处理;5)安装连接部位的精加工;6)研齿;7)磷化;8)光整加工;9)配对;磷化层有利于齿轮副在跑合期防止早期剧烈磨损,磷化后的齿轮美观、防腐。

螺旋锥齿轮加工工艺探析.docx
螺旋锥齿轮加工工艺探析螺旋锥齿轮是一种常用于传动系统中的齿轮装置,具有更大的传动比和更高的传动效率。在机械制造领域中,螺旋锥齿轮的加工工艺一直是一个重要的研究方向。本文旨在对螺旋锥齿轮的加工工艺进行探析,介绍其工艺流程、加工方法及相关技术,以期提高加工质量和效率。一、螺旋锥齿轮的加工工艺流程螺旋锥齿轮的加工工艺流程一般包括以下几个步骤:齿轮设计、齿轮加工工艺设计、齿轮加工基础工艺、齿面加工和热处理。1.齿轮设计:齿轮设计是螺旋锥齿轮加工的关键环节,其目的是根据传动要求确定齿轮的模数、齿数、分度圆直径等参数
一种螺旋锥齿轮铣齿加工工艺.pdf
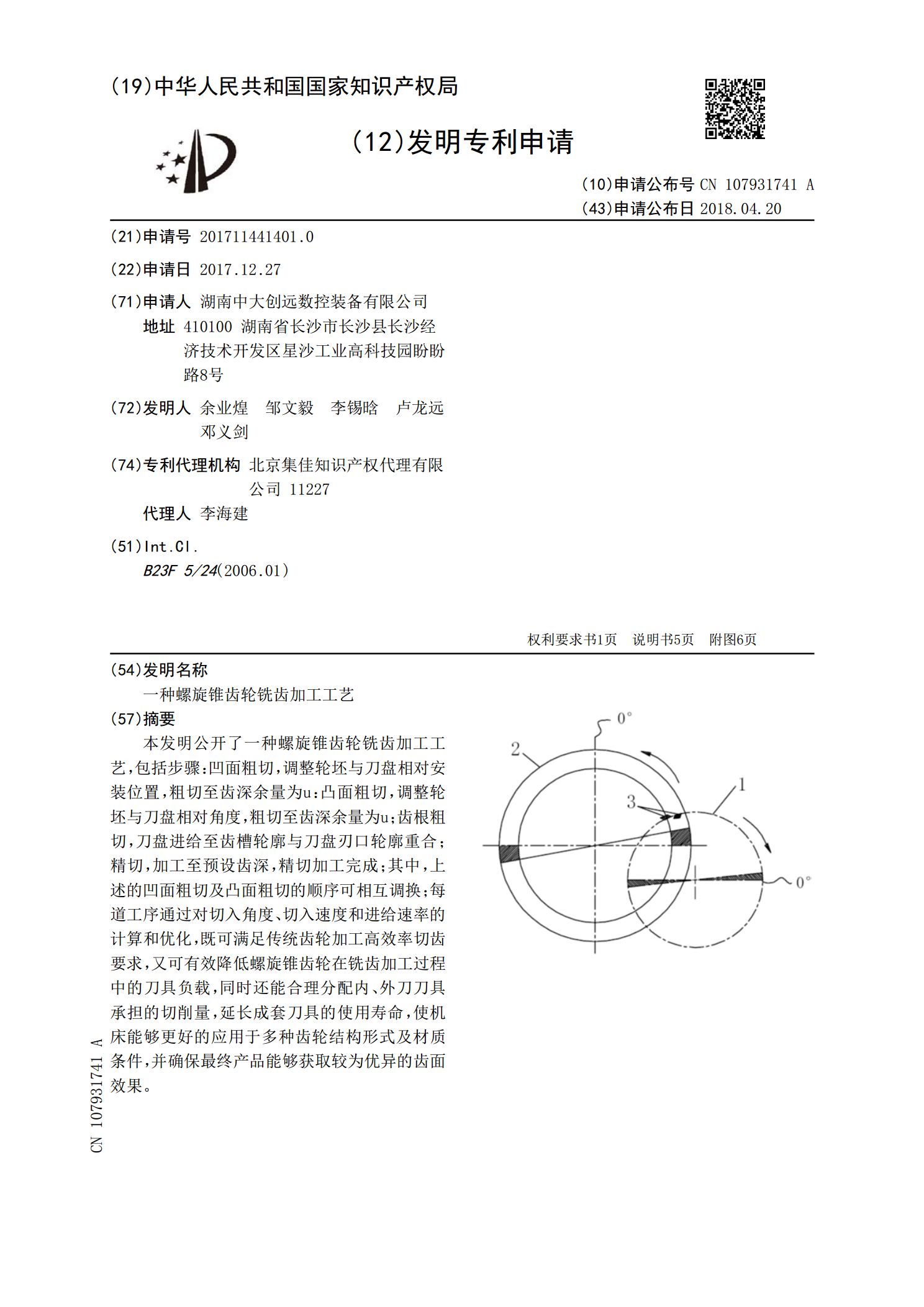
本发明公开了一种螺旋锥齿轮铣齿加工工艺,包括步骤:凹面粗切,调整轮坯与刀盘相对安装位置,粗切至齿深余量为u:凸面粗切,调整轮坯与刀盘相对角度,粗切至齿深余量为u;齿根粗切,刀盘进给至齿槽轮廓与刀盘刃口轮廓重合;精切,加工至预设齿深,精切加工完成;其中,上述的凹面粗切及凸面粗切的顺序可相互调换;每道工序通过对切入角度、切入速度和进给速率的计算和优化,既可满足传统齿轮加工高效率切齿要求,又可有效降低螺旋锥齿轮在铣齿加工过程中的刀具负载,同时还能合理分配内、外刀刀具承担的切削量,延长成套刀具的使用寿命,使机床能

一种螺旋锥齿轮光整加工工艺.pdf
本发明公开了一种螺旋锥齿轮光整加工工艺,包括步骤:1)研磨,使用研磨机进行研磨,加工余量0.01~0.03mm;2)珩磨,使用珩磨机进行珩磨加工,用细粒度砂条组成珩磨头,加工时工件不转,珩磨头回转并做纵向往复运动,其中珩磨头是由珩磨机主轴带动旋转的,而由机床的曲柄连杆机构带动作往复运动,因此,珩磨头的主运动是磨条的螺旋运动,磨条上大量的磨粒在加工表面上刻划出交叉网纹;3)超精加工;4)抛光;经过光整加工后有效提高螺旋锥齿轮的使用性能。
小模数螺旋锥齿轮的加工工艺.pdf
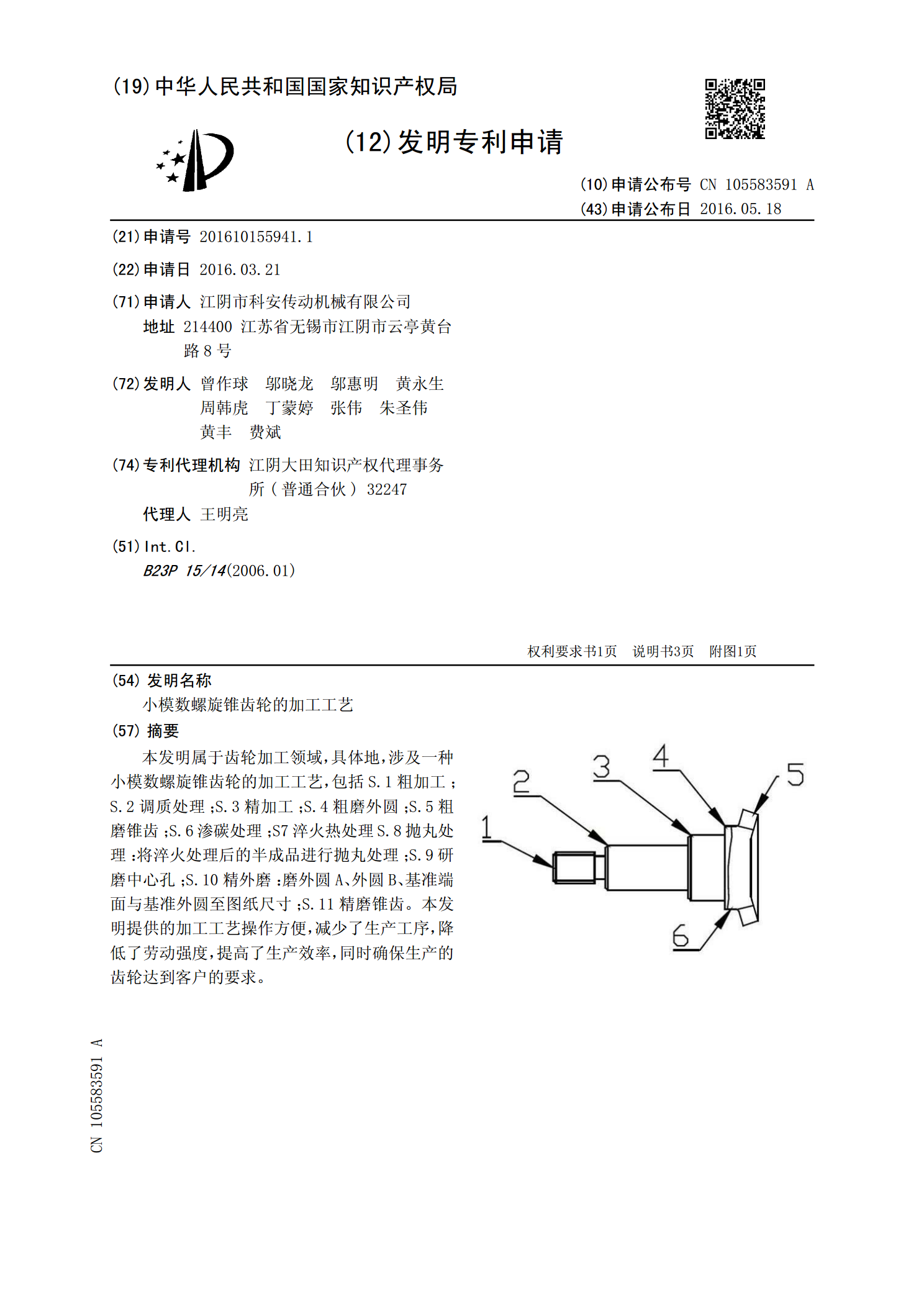
本发明属于齿轮加工领域,具体地,涉及一种小模数螺旋锥齿轮的加工工艺,包括S.1粗加工;S.2调质处理;S.3精加工;S.4粗磨外圆;S.5粗磨锥齿;S.6渗碳处理;S7淬火热处理S.8抛丸处理:将淬火处理后的半成品进行抛丸处理;S.9研磨中心孔;S.10精外磨:磨外圆A、外圆B、基准端面与基准外圆至图纸尺寸;S.11精磨锥齿。本发明提供的加工工艺操作方便,减少了生产工序,降低了劳动强度,提高了生产效率,同时确保生产的齿轮达到客户的要求。