
小模数螺旋锥齿轮的加工工艺.pdf

梅雪****67

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
小模数螺旋锥齿轮的加工工艺.pdf
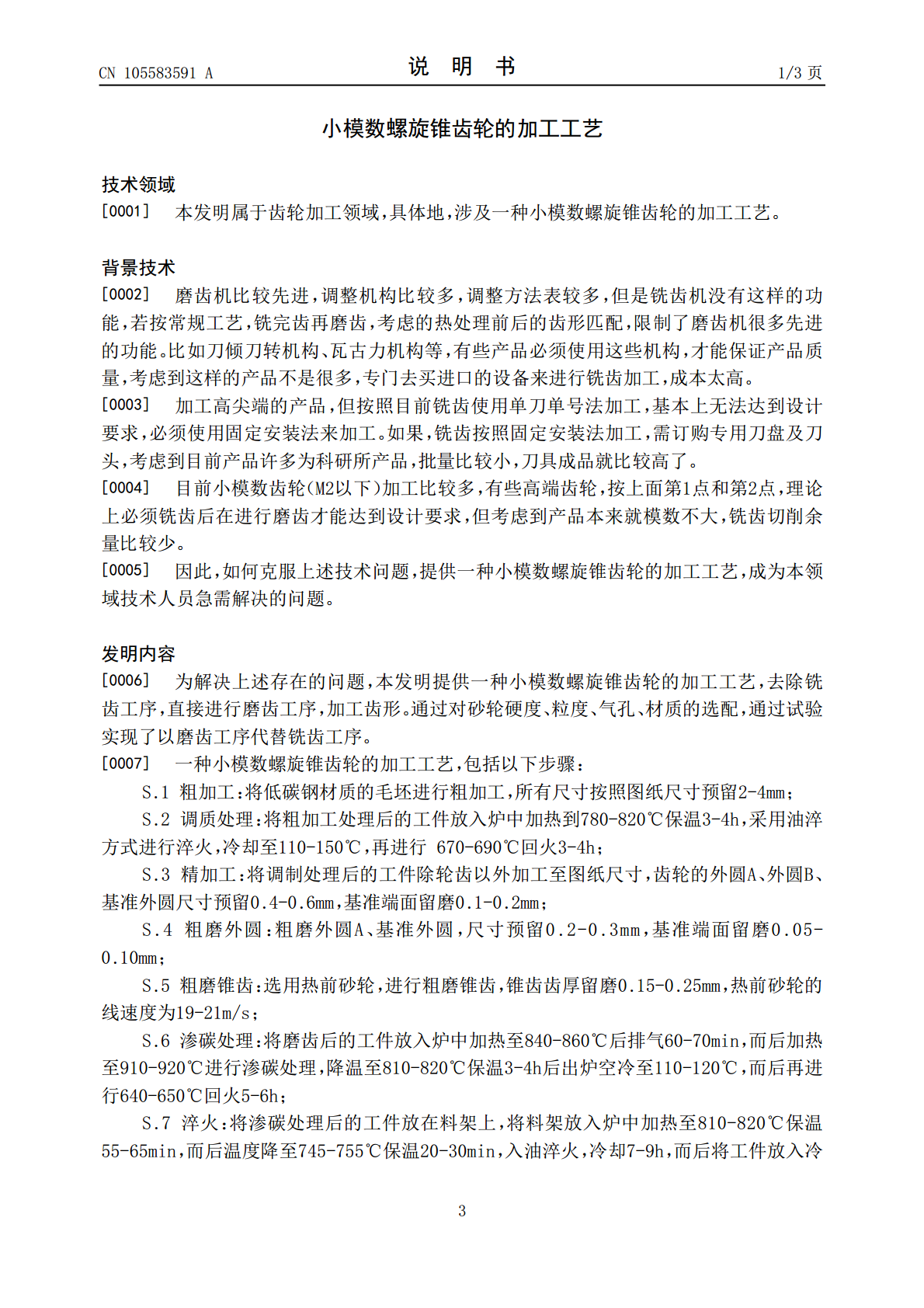
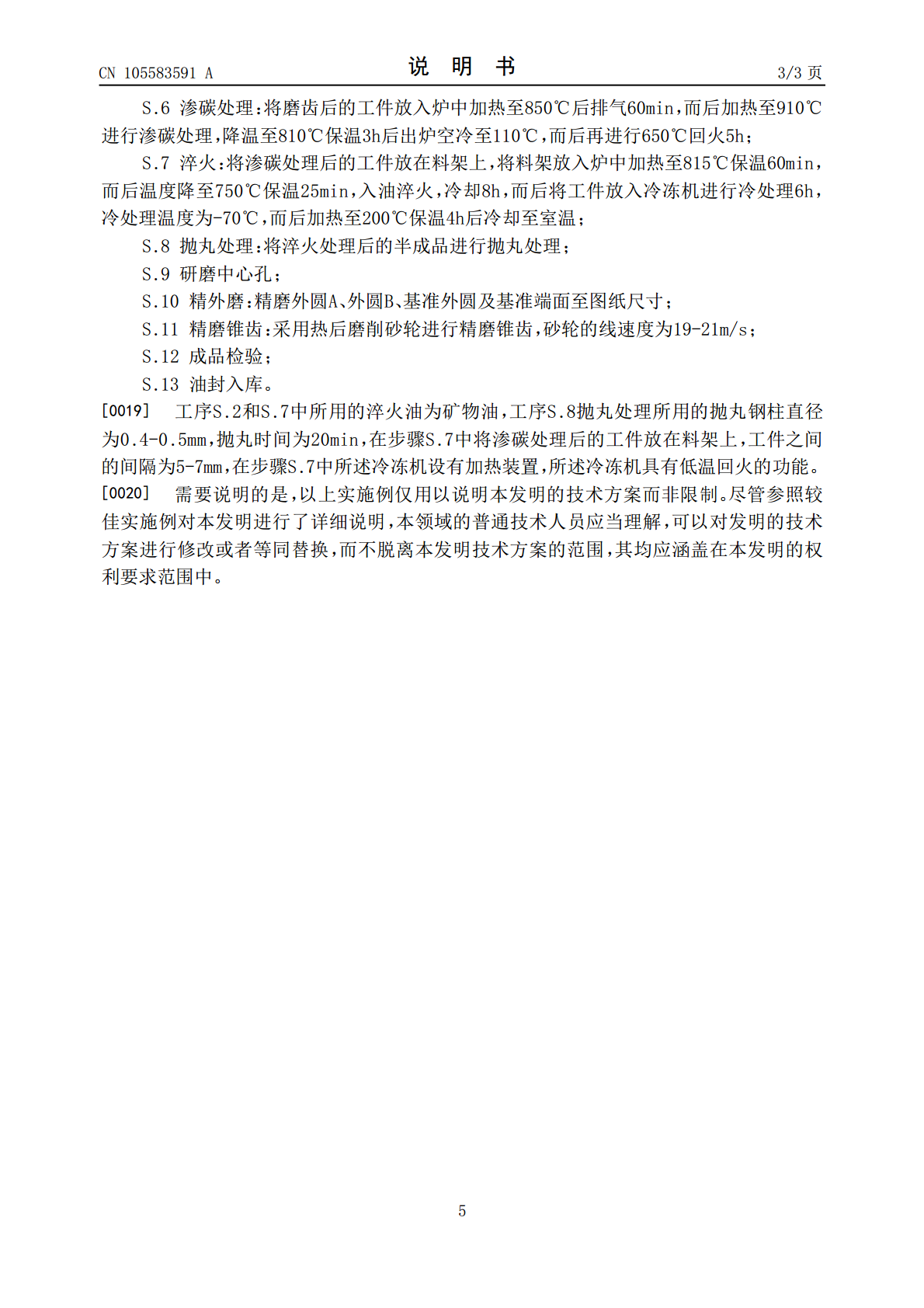
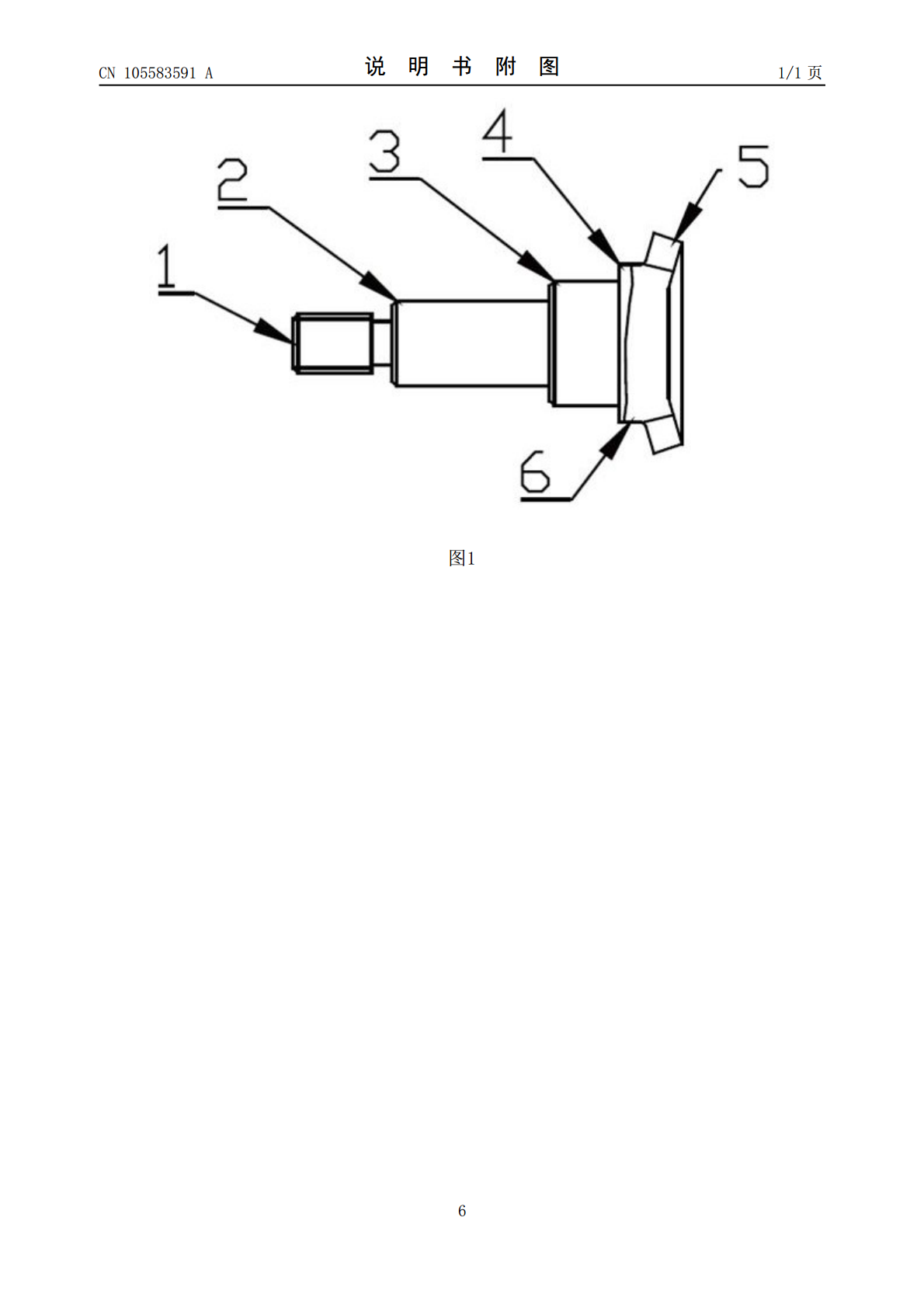
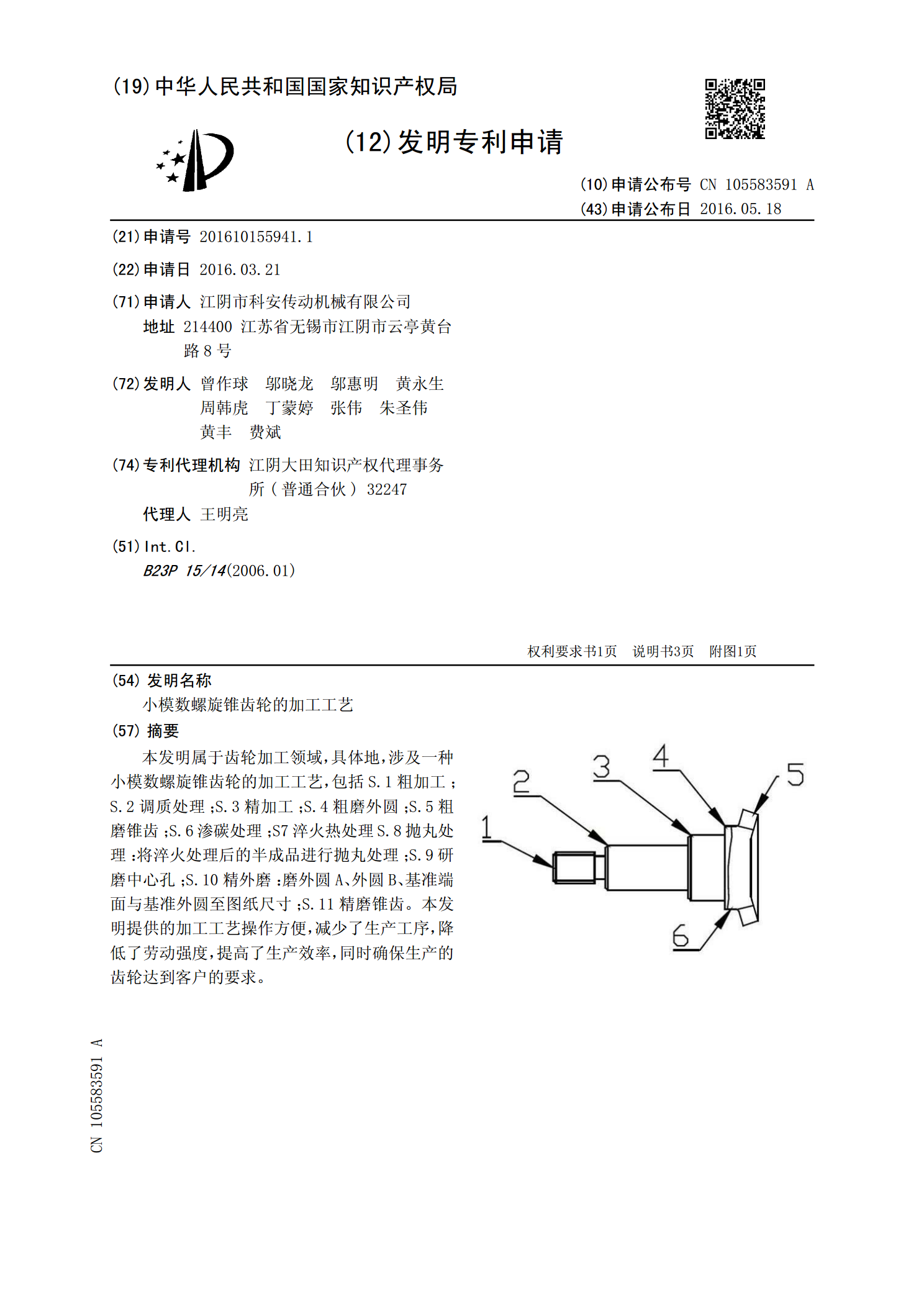
本发明属于齿轮加工领域,具体地,涉及一种小模数螺旋锥齿轮的加工工艺,包括S.1粗加工;S.2调质处理;S.3精加工;S.4粗磨外圆;S.5粗磨锥齿;S.6渗碳处理;S7淬火热处理S.8抛丸处理:将淬火处理后的半成品进行抛丸处理;S.9研磨中心孔;S.10精外磨:磨外圆A、外圆B、基准端面与基准外圆至图纸尺寸;S.11精磨锥齿。本发明提供的加工工艺操作方便,减少了生产工序,降低了劳动强度,提高了生产效率,同时确保生产的齿轮达到客户的要求。

小模数螺旋锥齿轮的加工方法与加工机床的选用.docx
小模数螺旋锥齿轮的加工方法与加工机床的选用小模数螺旋锥齿轮是一种广泛应用于传动设备中的重要零部件,它具有耐磨、高效、低噪音等优点,但由于其结构设计的复杂性和尺寸精度的要求较高,加工难度较大。因此,在进行小模数螺旋锥齿轮的加工时,需要选用适当的加工方法和加工机床,以确保加工精度和加工效率。一、小模数螺旋锥齿轮的加工方法1.精密铣削法精密铣削法是常用的小模数螺旋锥齿轮加工方法之一,其主要特点是可以大量生产,且加工精度较高。精密铣削法的加工过程包括:先将齿轮与模板的齿形对应,再进行铣削、滚刀、打磨等后续加工步骤

螺旋锥齿轮加工工艺探析.docx
螺旋锥齿轮加工工艺探析螺旋锥齿轮是一种常用于传动系统中的齿轮装置,具有更大的传动比和更高的传动效率。在机械制造领域中,螺旋锥齿轮的加工工艺一直是一个重要的研究方向。本文旨在对螺旋锥齿轮的加工工艺进行探析,介绍其工艺流程、加工方法及相关技术,以期提高加工质量和效率。一、螺旋锥齿轮的加工工艺流程螺旋锥齿轮的加工工艺流程一般包括以下几个步骤:齿轮设计、齿轮加工工艺设计、齿轮加工基础工艺、齿面加工和热处理。1.齿轮设计:齿轮设计是螺旋锥齿轮加工的关键环节,其目的是根据传动要求确定齿轮的模数、齿数、分度圆直径等参数

小模数螺旋锥齿轮铣齿机.pdf
一种小模数螺旋锥齿轮铣齿机,其包括:床身,其上设有横向导轨和位于横向导轨一侧的斜导轨;工件主轴箱,其设置在斜导轨上,工件主轴箱包括有纵向的工件主轴;摇台模块,其可横向移动地设置在横向导轨上,摇台模块包括能绕着垂直轴线回转的摇台,以调整摇台的台面相对于工件主轴的夹角,摇台的轴线与工件主轴的轴线等高;摇台上设有偏心距调整机构,刀转机构和刀具主轴,刀转机构设置在偏心距调整机构上,刀转机构的轴线与摇台的轴线平行,刀具主轴设置在刀转机构内,刀具主轴相对于摇台的轴线具有固定的倾斜角,刀具主轴的倾斜方向能通过刀转机构进
小模数弧齿锥齿轮的加工.ppt
弧齿锥齿轮的加工加工原理-局部共轭原理常规方法-工艺节锥与切齿节锥分析格里森技术的发展-局部综合法局部综合法的基本思想小模数工业弧齿锥齿轮的加工小模数弧齿的正确加工方法小模数弧齿的模具加工小模数弧齿大轮的粉末冶金成形