
石墨砂轮的应用及金刚石刀具钝化方法.pdf

傲丝****账号


1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
石墨砂轮的应用及金刚石刀具钝化方法.pdf
本发明涉及石墨砂轮的应用及金刚石刀具钝化方法,该应用是将石墨砂轮用于金刚石刀具钝化。该钝化方法包括:将刀刃对准石墨砂轮;推动刀具运动,使刀刃按一定速度刺入所述石墨砂轮,同时驱动所述石墨砂轮转动;以及刀刃刺入所述石墨砂轮的深度达到设定值后,推动刀具反向运动使刀刃退出。本发明用石墨砂轮实现了金刚石刀具的钝化,填补了金刚石刀具钝化的空白。有效延长了金刚石刀具的寿命,而且使得金刚石刀具可以满足超精密加工要求。

金刚石刀具的钝化机构及钝化方法.pdf
本发明公开了一种金刚石刀具的钝化机构及钝化方法。其钝化机构包括机架,支架,研磨盘,由电机和带轮构成的驱动装置,由带轮和传动轴构成的传动装置以及控制装置,机架(14)上设有研磨腔体,研磨腔体上设有进气管(9),固接有研磨盘(2)的传动轴(10)的轴端延伸在研磨腔体内,研磨盘下方安装加热器(3),研磨盘上端与由夹具(7)底端的金刚石刀具(1)可以接触,夹具上端伸出研磨腔体与安装在支架(4)上的测力应变片(5)连接,夹具内设有与控制装置(13)连接的光纤(6)。金刚石刀具钝化时,研磨盘温度为700-900℃,并
一种金刚石刀具钝化设备及钝化方法.pdf
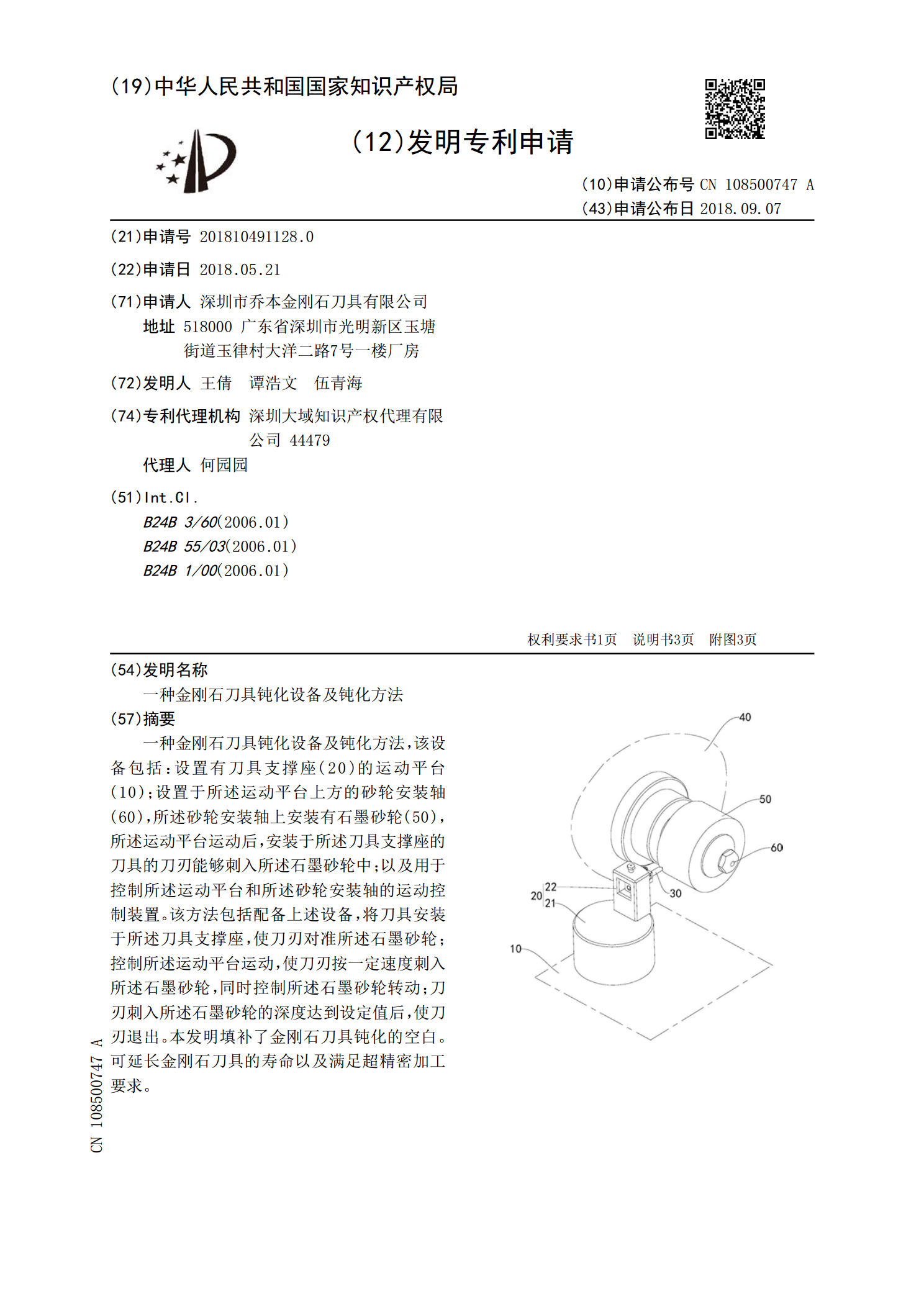
一种金刚石刀具钝化设备及钝化方法,该设备包括:设置有刀具支撑座(20)的运动平台(10);设置于所述运动平台上方的砂轮安装轴(60),所述砂轮安装轴上安装有石墨砂轮(50),所述运动平台运动后,安装于所述刀具支撑座的刀具的刀刃能够刺入所述石墨砂轮中;以及用于控制所述运动平台和所述砂轮安装轴的运动控制装置。该方法包括配备上述设备,将刀具安装于所述刀具支撑座,使刀刃对准所述石墨砂轮;控制所述运动平台运动,使刀刃按一定速度刺入所述石墨砂轮,同时控制所述石墨砂轮转动;刀刃刺入所述石墨砂轮的深度达到设定值后,使刀刃
聚晶金刚石刀具专用砂轮的制造方法.pdf
本发明公开了聚晶金刚石刀具专用砂轮的制造方法,包括以下步骤:1)配制结合剂;2)制得成型料;3)模具内投入成型料;4)加入加热;5)装窑;6)烧成:7)出窑;8)粗加工,用树脂胶把砂轮与基体结合;9)精加工。本发明公开了聚晶金刚石刀具专用砂轮的制造方法对原有配方、工艺进行改进,在保证砂轮组织松散的状态下提高砂轮的形状保持性,进而提高金刚石刀具的加工效率和产品质量。
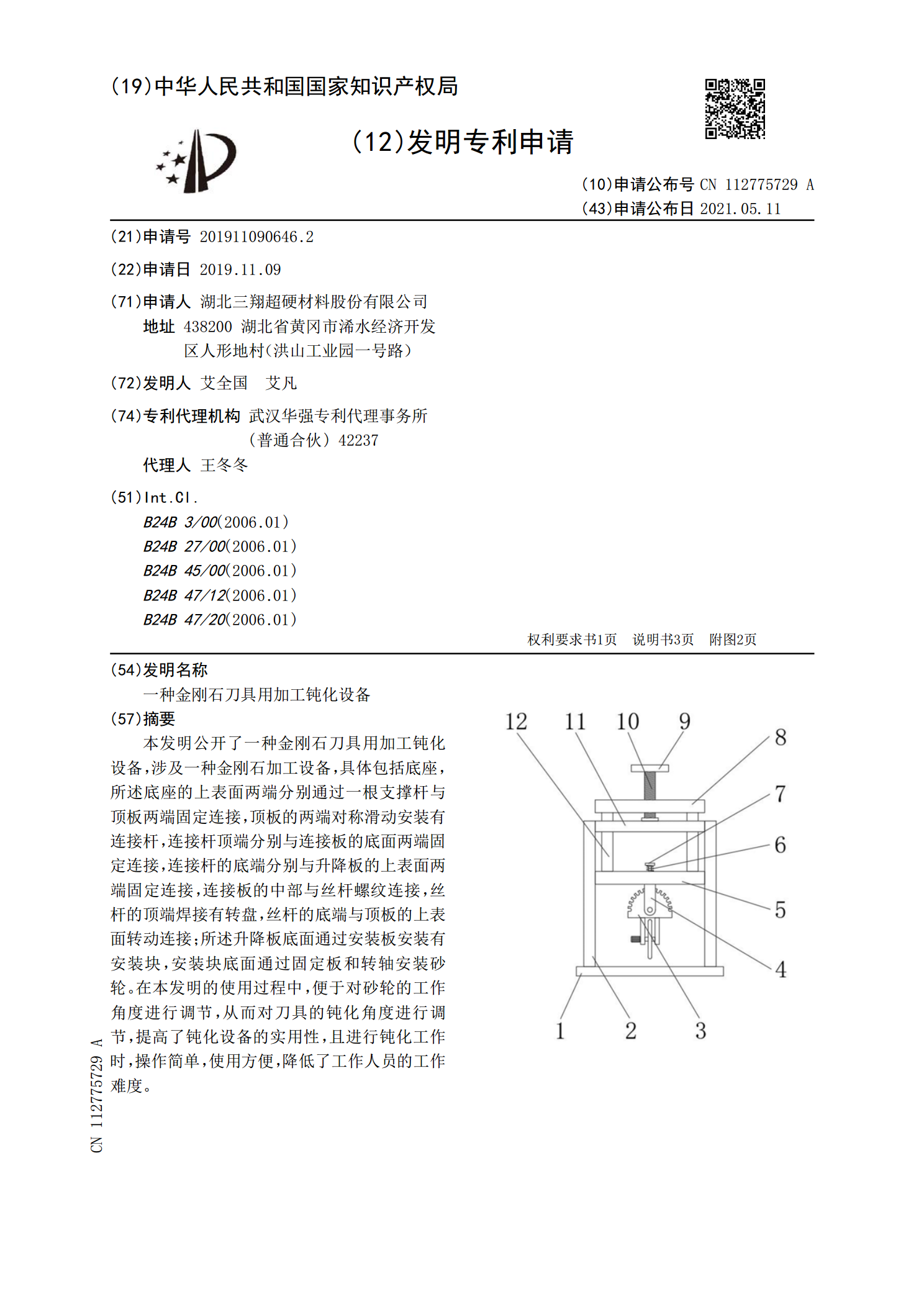
一种金刚石刀具用加工钝化设备.pdf
本发明公开了一种金刚石刀具用加工钝化设备,涉及一种金刚石加工设备,具体包括底座,所述底座的上表面两端分别通过一根支撑杆与顶板两端固定连接,顶板的两端对称滑动安装有连接杆,连接杆顶端分别与连接板的底面两端固定连接,连接杆的底端分别与升降板的上表面两端固定连接,连接板的中部与丝杆螺纹连接,丝杆的顶端焊接有转盘,丝杆的底端与顶板的上表面转动连接;所述升降板底面通过安装板安装有安装块,安装块底面通过固定板和转轴安装砂轮。在本发明的使用过程中,便于对砂轮的工作角度进行调节,从而对刀具的钝化角度进行调节,提高了钝化设