
金刚石刀具的钝化机构及钝化方法.pdf

一只****写意


1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

金刚石刀具的钝化机构及钝化方法.pdf
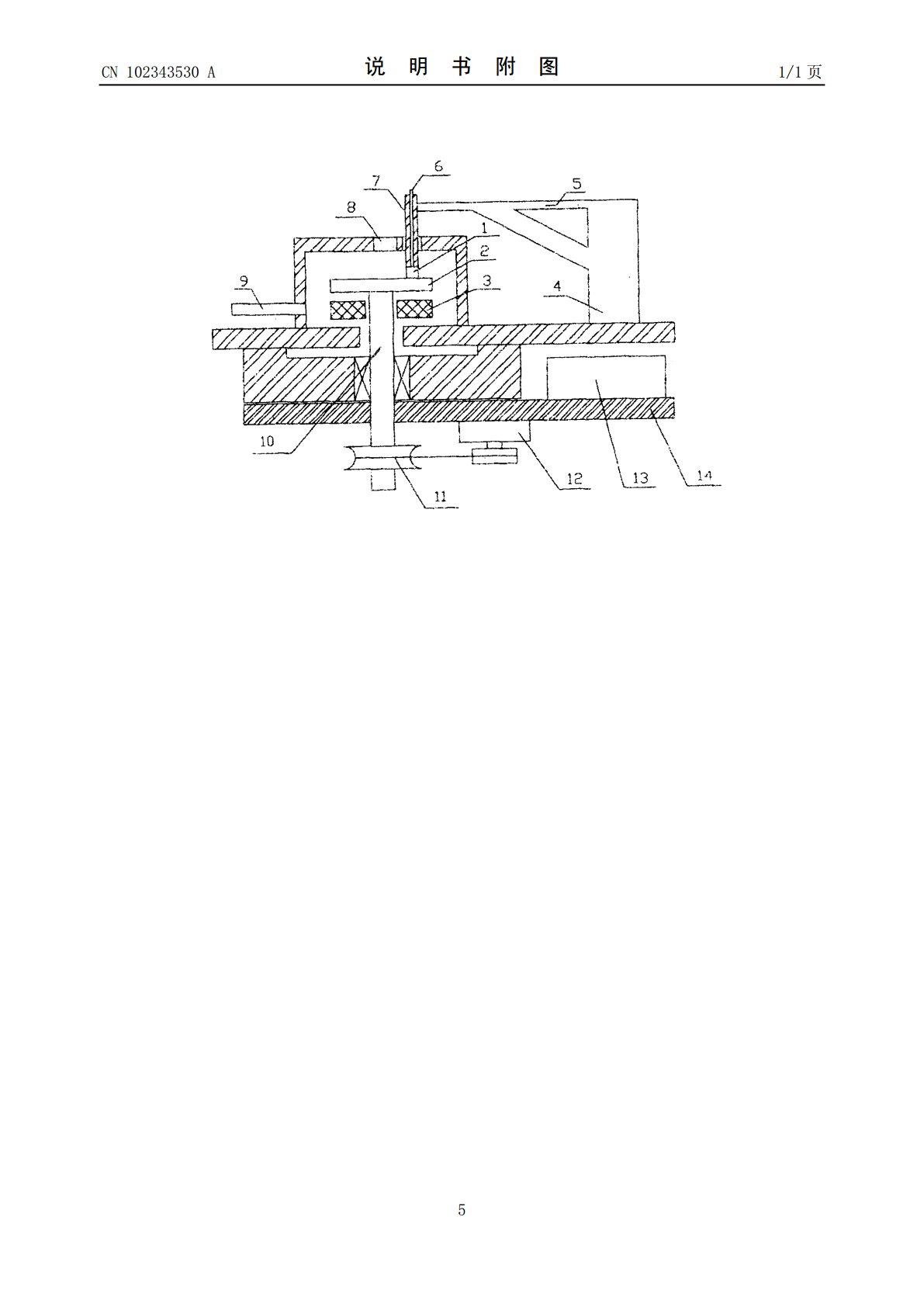
本发明公开了一种金刚石刀具的钝化机构及钝化方法。其钝化机构包括机架,支架,研磨盘,由电机和带轮构成的驱动装置,由带轮和传动轴构成的传动装置以及控制装置,机架(14)上设有研磨腔体,研磨腔体上设有进气管(9),固接有研磨盘(2)的传动轴(10)的轴端延伸在研磨腔体内,研磨盘下方安装加热器(3),研磨盘上端与由夹具(7)底端的金刚石刀具(1)可以接触,夹具上端伸出研磨腔体与安装在支架(4)上的测力应变片(5)连接,夹具内设有与控制装置(13)连接的光纤(6)。金刚石刀具钝化时,研磨盘温度为700-900℃,并
一种金刚石刀具钝化设备及钝化方法.pdf
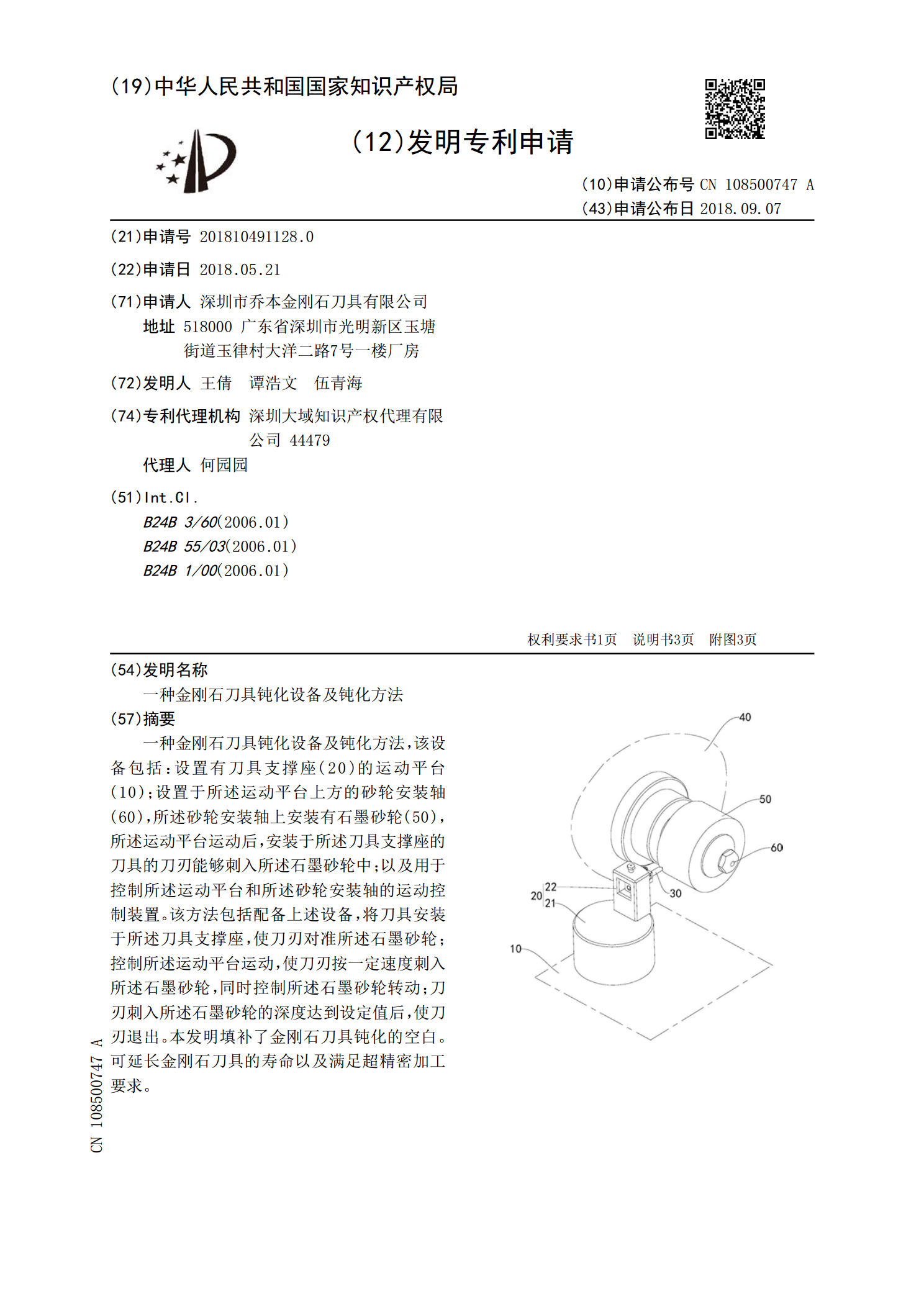
一种金刚石刀具钝化设备及钝化方法,该设备包括:设置有刀具支撑座(20)的运动平台(10);设置于所述运动平台上方的砂轮安装轴(60),所述砂轮安装轴上安装有石墨砂轮(50),所述运动平台运动后,安装于所述刀具支撑座的刀具的刀刃能够刺入所述石墨砂轮中;以及用于控制所述运动平台和所述砂轮安装轴的运动控制装置。该方法包括配备上述设备,将刀具安装于所述刀具支撑座,使刀刃对准所述石墨砂轮;控制所述运动平台运动,使刀刃按一定速度刺入所述石墨砂轮,同时控制所述石墨砂轮转动;刀刃刺入所述石墨砂轮的深度达到设定值后,使刀刃
石墨砂轮的应用及金刚石刀具钝化方法.pdf
本发明涉及石墨砂轮的应用及金刚石刀具钝化方法,该应用是将石墨砂轮用于金刚石刀具钝化。该钝化方法包括:将刀刃对准石墨砂轮;推动刀具运动,使刀刃按一定速度刺入所述石墨砂轮,同时驱动所述石墨砂轮转动;以及刀刃刺入所述石墨砂轮的深度达到设定值后,推动刀具反向运动使刀刃退出。本发明用石墨砂轮实现了金刚石刀具的钝化,填补了金刚石刀具钝化的空白。有效延长了金刚石刀具的寿命,而且使得金刚石刀具可以满足超精密加工要求。

刀具刃口钝化技术及方法的研究.docx
刀具刃口钝化技术及方法的研究刀具刃口钝化技术及方法的研究摘要:刀具刃口钝化是一种重要的制造技术,它能够提高刃口的使用寿命和工作效率。本文从刀具刃口钝化的定义、需求和优势出发,综述了刀具刃口钝化技术及方法的研究进展,包括物理方法、化学方法和机械方法等。同时,论文还对刀具刃口钝化技术的发展趋势和未来研究方向进行了讨论。关键词:刀具,刃口钝化,物理方法,化学方法,机械方法1.引言刀具刃口是切削工具的重要部件,其质量直接决定了刀具的使用寿命和切削效率。然而,在实际使用中,刀具刃口往往会因为切削过程中的磨损和腐蚀而

用于硬质合金刀具刃口钝化的钝化机.pdf
本发明公开一种用于硬质合金刀具刃口钝化的钝化机,包括控制机箱,控制机箱上端中部设有螺杆座,螺杆座上设有一升降丝杆,升降丝杆的端部设有一锁紧螺母,锁紧螺母上设有一调高螺栓,调高螺栓上设有一齿轮架,齿轮架内腔中部设有主动齿轮,齿轮架内腔边缘间隔设有多个与主动齿轮啮合的从动齿轮,从动齿轮中部设有向下伸出的刀具夹套,齿轮架的上端中部设有驱动主动齿轮的可调减速机,升降丝杆上设有一钝化箱和升降螺纹盘。本发明刀具钝化成本低、钝化质量好、可适用于各种复杂刀具钝化。