
用于制造涡轮机叶片的芯.pdf

高格****gu

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于制造涡轮机叶片的芯.pdf
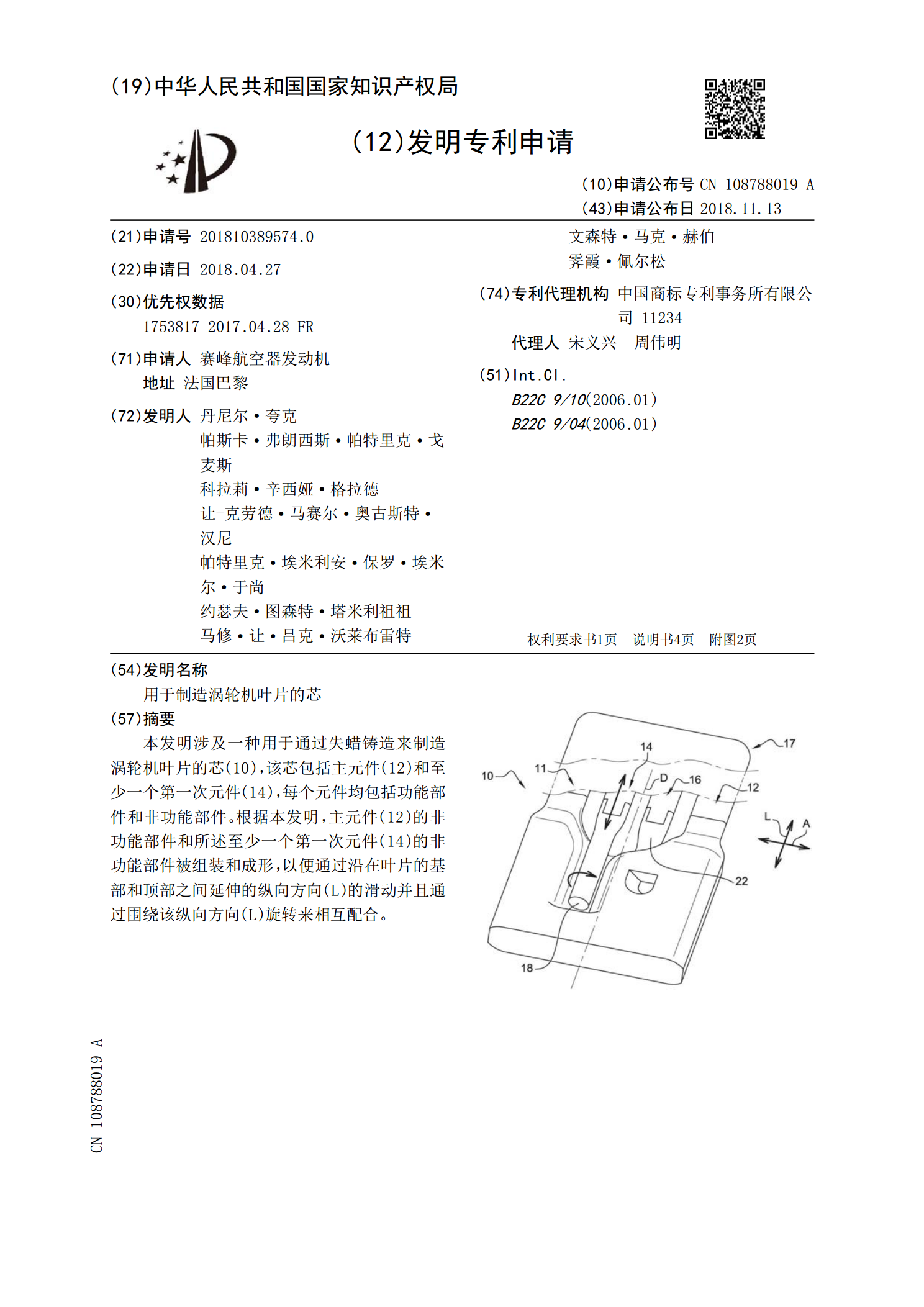
本发明涉及一种用于通过失蜡铸造来制造涡轮机叶片的芯(10),该芯包括主元件(12)和至少一个第一次元件(14),每个元件均包括功能部件和非功能部件。根据本发明,主元件(12)的非功能部件和所述至少一个第一次元件(14)的非功能部件被组装和成形,以便通过沿在叶片的基部和顶部之间延伸的纵向方向(L)的滑动并且通过围绕该纵向方向(L)旋转来相互配合。

用于制造涡轮机叶片的铸芯组件以及制造叶片和关联叶片的方法.pdf
本发明涉及一种用于制造具有尖端区段偏移的涡轮机(1)的叶片(1)的铸芯,其包括用于形成各种内腔(19a-19e)的核心元件(31),所述核心元件包括前缘腔内核心(31a)、中心腔内核心(31b,31c,31d)以及后缘腔内核心(31e),其特征在于,邻近于后缘腔的内核心(31e)的中心腔(31d)的内核心具有朝向前缘腔的核心(31a)延伸的胀出部(34)。
用于铸造涡轮叶片的芯、制造芯的方法及涡轮叶片.pdf
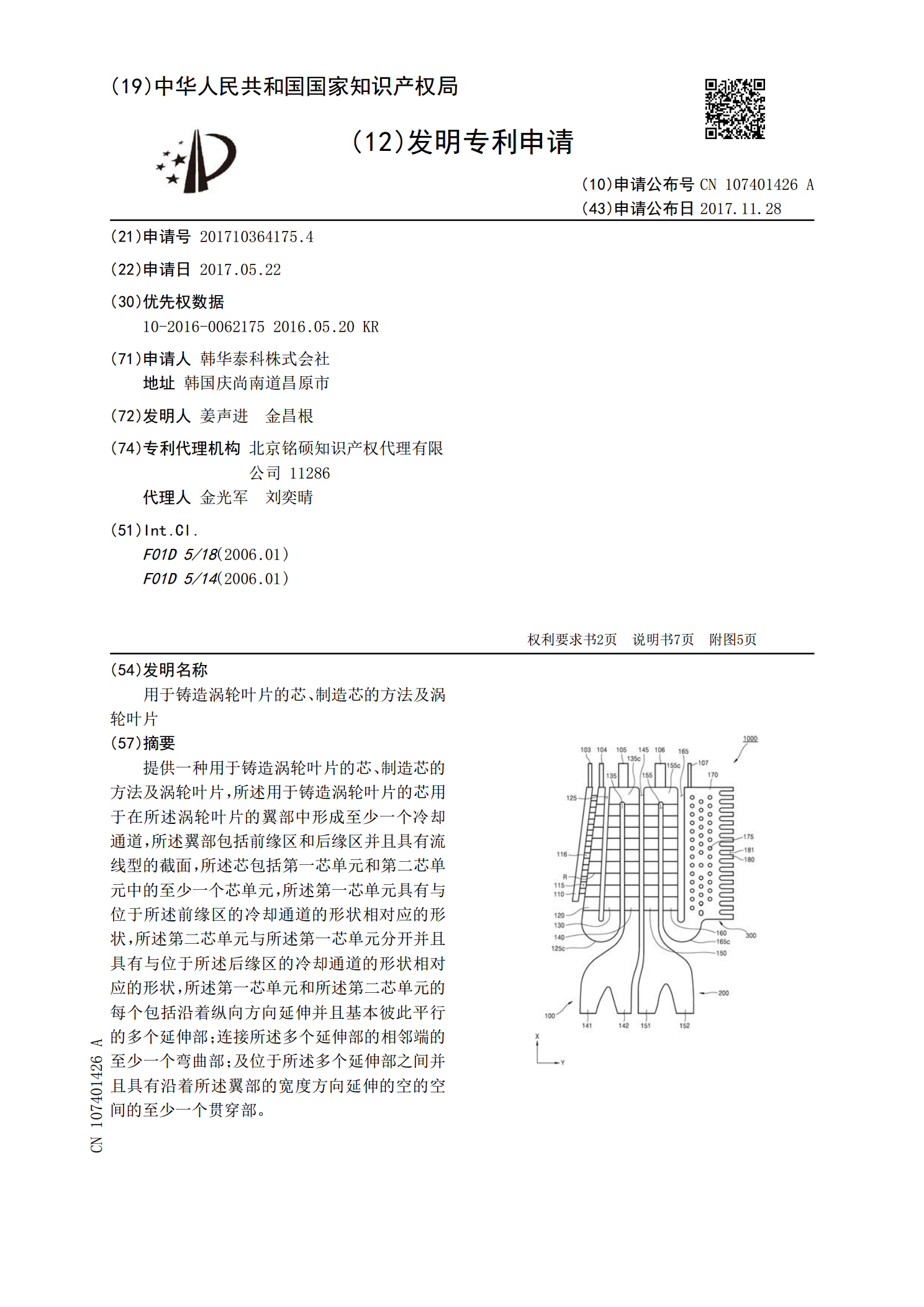
提供一种用于铸造涡轮叶片的芯、制造芯的方法及涡轮叶片,所述用于铸造涡轮叶片的芯用于在所述涡轮叶片的翼部中形成至少一个冷却通道,所述翼部包括前缘区和后缘区并且具有流线型的截面,所述芯包括第一芯单元和第二芯单元中的至少一个芯单元,所述第一芯单元具有与位于所述前缘区的冷却通道的形状相对应的形状,所述第二芯单元与所述第一芯单元分开并且具有与位于所述后缘区的冷却通道的形状相对应的形状,所述第一芯单元和所述第二芯单元的每个包括沿着纵向方向延伸并且基本彼此平行的多个延伸部;连接所述多个延伸部的相邻端的至少一个弯曲部;及

用于制造涡轮机叶片的浸渍陶瓷型芯的方法.pdf
用于机械地增强在通过熔模铸造方法的涡轮发动机部件制造中使用的陶瓷型芯的浸渍方法,该方法涉及在通过在水中溶解聚乙烯醇(PVAl)获得的混合物中浸涂所述芯,随后将所述芯浸没在纯水中并热聚合反应,其特征在于,剂量在每升水100到200克PVAl之间。浸渍时间优选地在20分钟到1小时30分钟之间。
用于风力涡轮机的叶片和用于制造叶片的方法.pdf
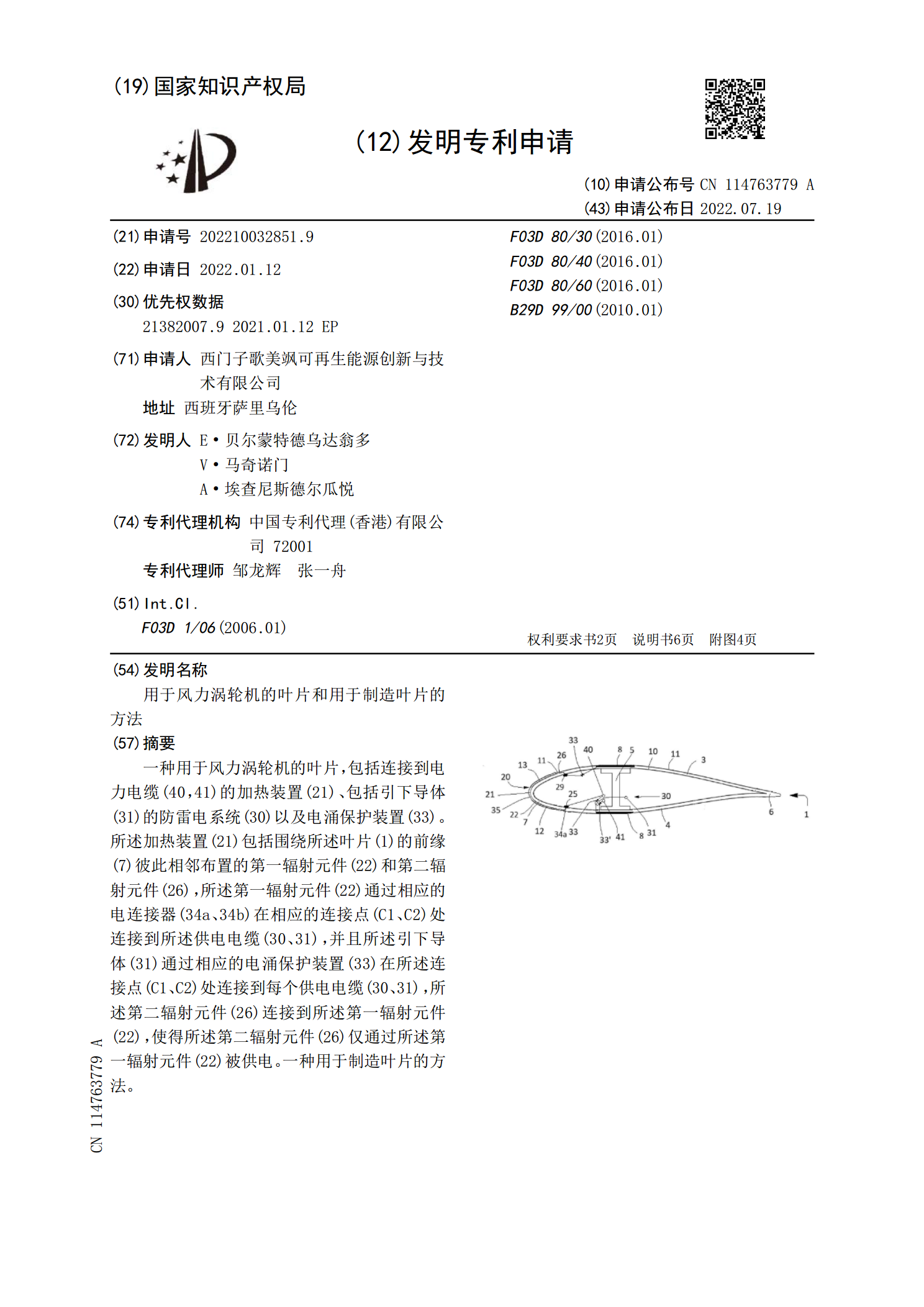
一种用于风力涡轮机的叶片,包括连接到电力电缆(40,41)的加热装置(21)、包括引下导体(31)的防雷电系统(30)以及电涌保护装置(33)。所述加热装置(21)包括围绕所述叶片(1)的前缘(7)彼此相邻布置的第一辐射元件(22)和第二辐射元件(26),所述第一辐射元件(22)通过相应的电连接器(34a、34b)在相应的连接点(C1、C2)处连接到所述供电电缆(30、31),并且所述引下导体(31)通过相应的电涌保护装置(33)在所述连接点(C1、C2)处连接到每个供电电缆(30、31),所述第二辐射元