
用于轴类工件轴颈抛光的磨床夹具.pdf

丹烟****魔王

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于轴类工件轴颈抛光的磨床夹具.pdf
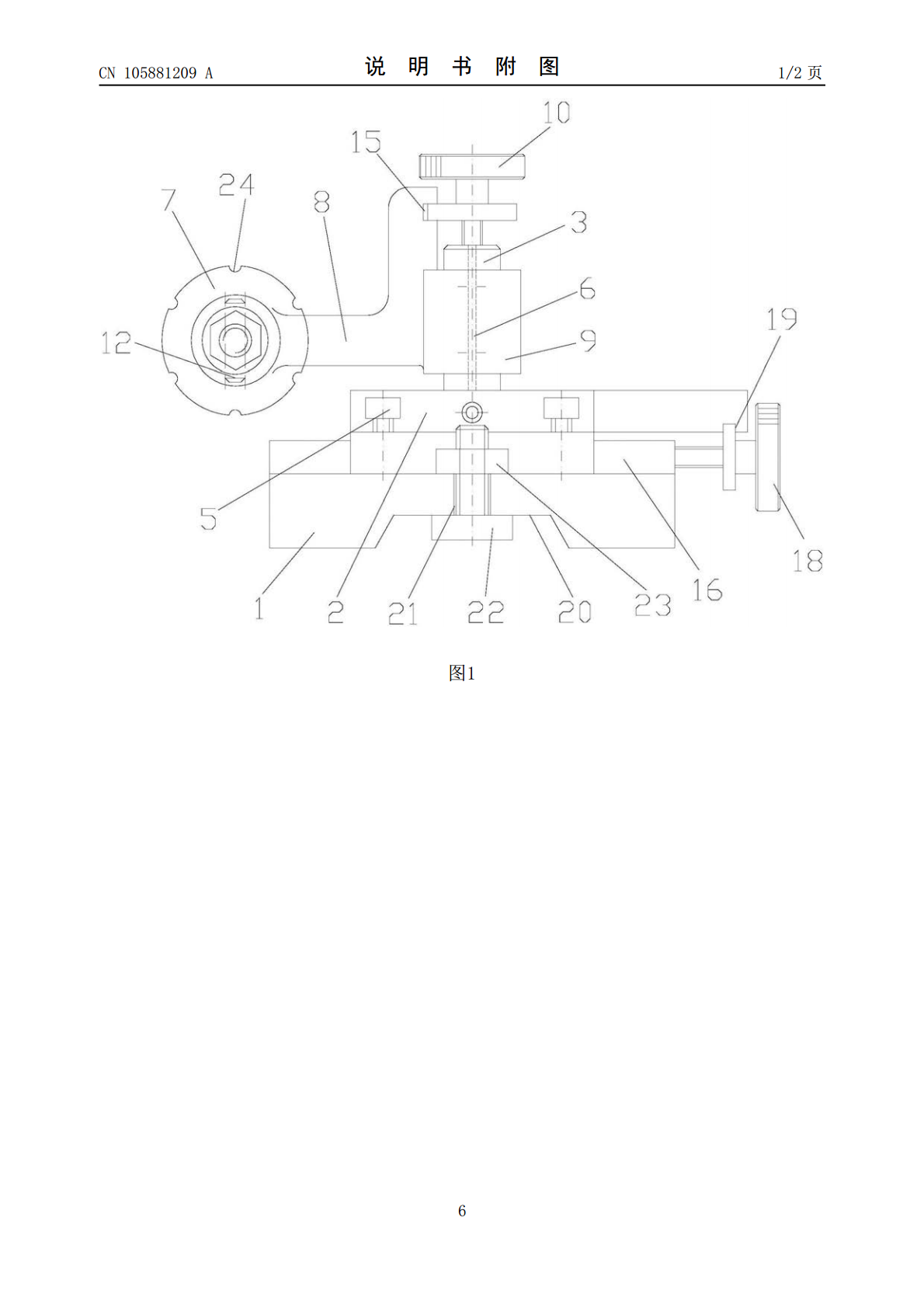
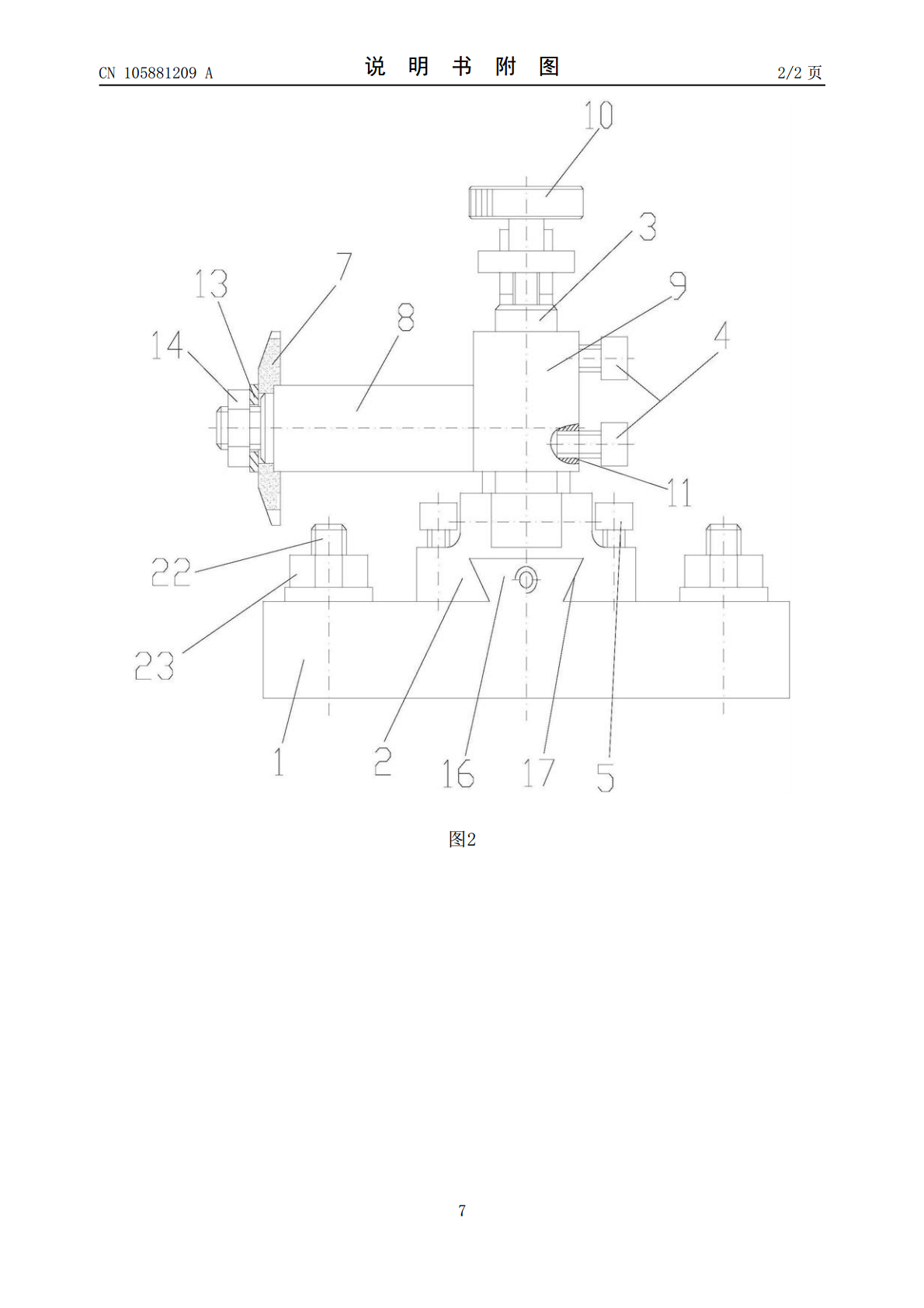
提供一种用于轴类工件轴颈抛光的磨床夹具,具有底座,所述底座上端面安装有可沿底座长度方向移动的安装板,所述安装板两侧设有螺钉Ⅰ且螺钉Ⅰ拧紧后将安装板固定在底座上,所述安装板上端面固定有立轴且立轴外壁上制有定位槽,支撑定位装置套装在立轴上且设于支撑定位装置上的螺钉Ⅱ拧紧后其端部顶入定位槽内将支撑定位装置固定在立轴上,所述底座固定在磨床的工作台导轨上,工件一端装夹在磨床夹头内其另一端卡装于支撑定位装置内。本发明解决了细长台阶轴类工件在加工时受磨削力加工误差大的情况,同时可以对托轮进行三个方向调节,且托轮可根据工
用于轴类工件加工的夹具.pdf
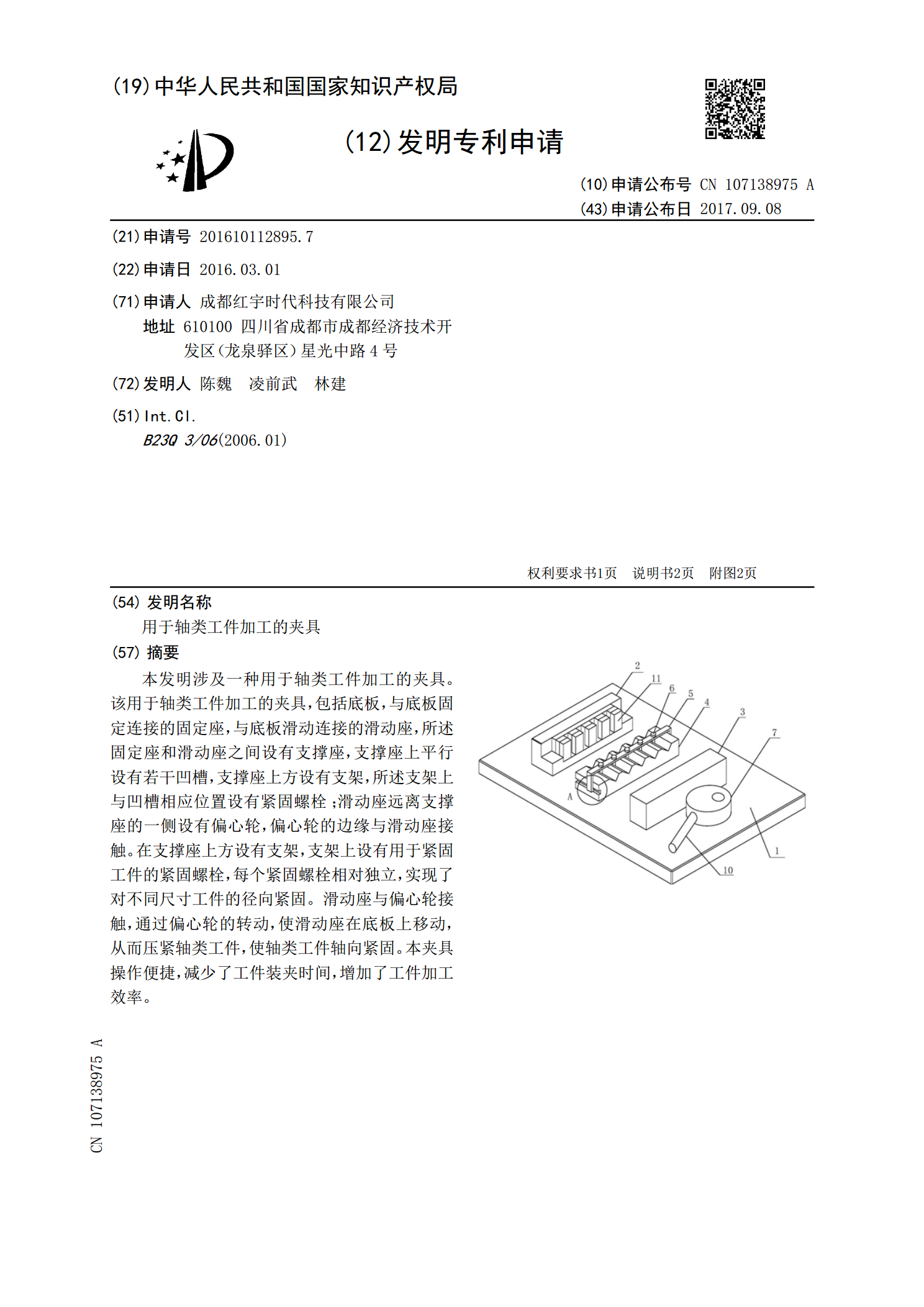
本发明涉及一种用于轴类工件加工的夹具。该用于轴类工件加工的夹具,包括底板,与底板固定连接的固定座,与底板滑动连接的滑动座,所述固定座和滑动座之间设有支撑座,支撑座上平行设有若干凹槽,支撑座上方设有支架,所述支架上与凹槽相应位置设有紧固螺栓;滑动座远离支撑座的一侧设有偏心轮,偏心轮的边缘与滑动座接触。在支撑座上方设有支架,支架上设有用于紧固工件的紧固螺栓,每个紧固螺栓相对独立,实现了对不同尺寸工件的径向紧固。滑动座与偏心轮接触,通过偏心轮的转动,使滑动座在底板上移动,从而压紧轴类工件,使轴类工件轴向紧固。本

一种用于细长轴类工件的磨床.pdf
本发明涉及一种用于细长轴类工件的磨床,包括床身、X轴直线导轨、X轴拖板,该X轴拖板与设在床身上面的X轴伺服电机带动的X丝杆配合;还包括设在X轴拖板上面的Z轴直线导轨、的工作台,该工作台与设在X轴拖板上面的Z轴伺服电机带动的Z丝杆配合;还包括配合在工作台一端部上的头架、另一端部上的尾架;一砂轮架配合连接在砂轮架支座上,该砂轮架支座连接在一旋转盘上,该旋转盘与定位连接在床所述旋转盘支座上;一砂轮配合连接在所述砂轮架的砂轮轴上,该砂轮轴的轴心线与头架和尾架的中心连线之间的夹角为20-30°。本发明能够减小被加工

一种用于轴类工件加工的立式外圆磨床.pdf
本发明一种用于轴类工件加工的立式外圆磨床,包括床身,其左前部设有左静压导轨座及左导轨、右前部设有右静压导轨座及右导轨;一左水平移动构件包括左立式工作台,该左立式工作台的下面与左导轨配合,还包括设在左静压导轨座上面与左立式工作台下面之间的驱动部件,左立式工作台在驱动部件的作用下能够沿左导轨来回移动;在左立式工作台靠近床身中部的立面上设有左Z轴构件,被加工的轴类工件装夹在该左Z轴构件上;一右水平移动构件与左水平移动构件结构相同;一旋转台底盘定位连接在床身中后部,中心部位设有砂轮架安装座,其上设有第一、二砂轮架
轴类工件端面磨床及其加工方法.pdf
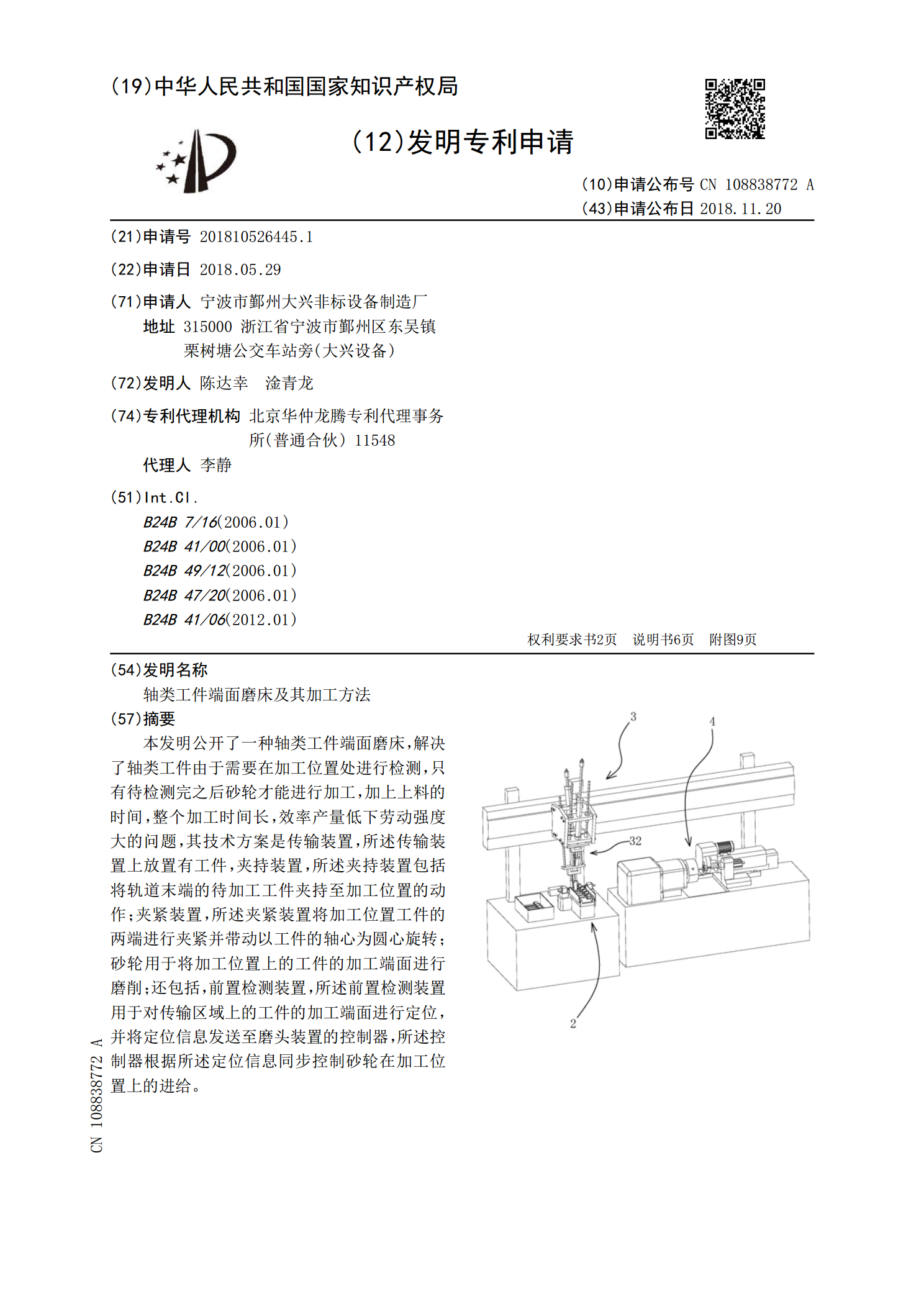
本发明公开了一种轴类工件端面磨床,解决了轴类工件由于需要在加工位置处进行检测,只有待检测完之后砂轮才能进行加工,加上上料的时间,整个加工时间长,效率产量低下劳动强度大的问题,其技术方案是传输装置,所述传输装置上放置有工件,夹持装置,所述夹持装置包括将轨道末端的待加工工件夹持至加工位置的动作;夹紧装置,所述夹紧装置将加工位置工件的两端进行夹紧并带动以工件的轴心为圆心旋转;砂轮用于将加工位置上的工件的加工端面进行磨削;还包括,前置检测装置,所述前置检测装置用于对传输区域上的工件的加工端面进行定位,并将定位信息