
一种叶片进气边半自动化焊接夹装.pdf

兴朝****45


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种叶片进气边半自动化焊接夹装.pdf
一种叶片进气边半自动化焊接夹装,包括底座支架以及固定在底座支架上的旋转装置和加紧装置;所述旋转装置包括固定在底座支架上的外套,所述外套水平中心位置穿有管状中心轴,所述管状中心轴和外套外壁轴承连接,管状中心轴一端安装有操作圆柄,另一端垂直穿过加紧装置的底板,所述加紧装置的底板上设置有通过螺栓连接的固定长方挡铁和活动长方挡铁,所述固定长方挡铁连接外套上的管状中心轴能够活动,固定长方挡铁和活动长方挡铁的合并边中间留有叶片夹装位置;所述外套上和管状中心轴垂直的位置穿有锁紧螺栓,用来固定管状中心轴的旋转角度;本发明
一种叶片进气边半自动化焊接夹装.pdf
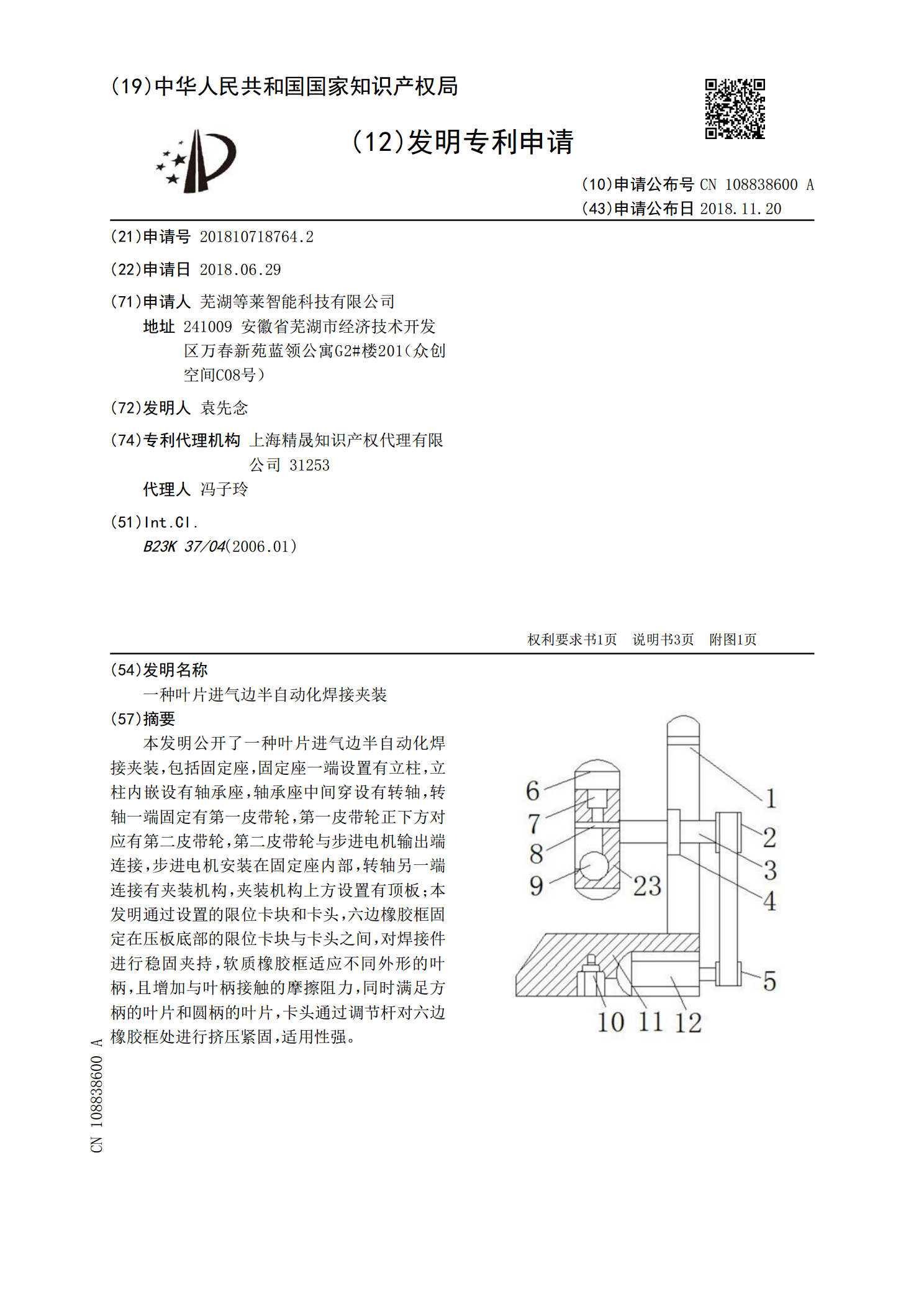
本发明公开了一种叶片进气边半自动化焊接夹装,包括固定座,固定座一端设置有立柱,立柱内嵌设有轴承座,轴承座中间穿设有转轴,转轴一端固定有第一皮带轮,第一皮带轮正下方对应有第二皮带轮,第二皮带轮与步进电机输出端连接,步进电机安装在固定座内部,转轴另一端连接有夹装机构,夹装机构上方设置有顶板;本发明通过设置的限位卡块和卡头,六边橡胶框固定在压板底部的限位卡块与卡头之间,对焊接件进行稳固夹持,软质橡胶框适应不同外形的叶柄,且增加与叶柄接触的摩擦阻力,同时满足方柄的叶片和圆柄的叶片,卡头通过调节杆对六边橡胶框处进行
一种焊接叶片装夹防变形装置及焊接叶片的方法.pdf
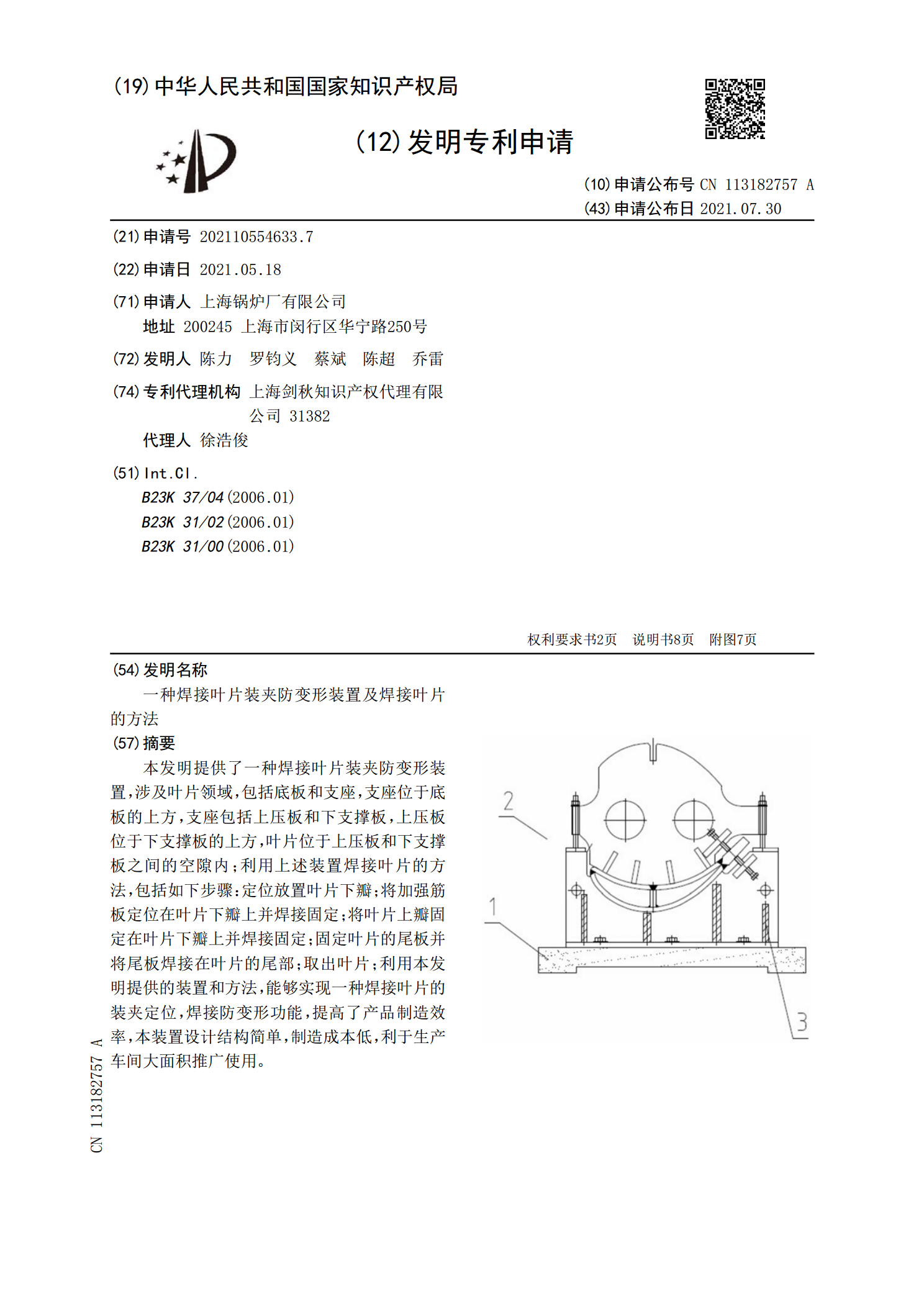
本发明提供了一种焊接叶片装夹防变形装置,涉及叶片领域,包括底板和支座,支座位于底板的上方,支座包括上压板和下支撑板,上压板位于下支撑板的上方,叶片位于上压板和下支撑板之间的空隙内;利用上述装置焊接叶片的方法,包括如下步骤:定位放置叶片下瓣;将加强筋板定位在叶片下瓣上并焊接固定;将叶片上瓣固定在叶片下瓣上并焊接固定;固定叶片的尾板并将尾板焊接在叶片的尾部;取出叶片;利用本发明提供的装置和方法,能够实现一种焊接叶片的装夹定位,焊接防变形功能,提高了产品制造效率,本装置设计结构简单,制造成本低,利于生产车间大面

一种涡轮叶片进气边涡流探头.pdf
本发明公开了一种涡轮叶片进气边涡流探头,包括绝缘体材料加工而成的线圈架(1),所述线圈架(1)表面包含一条与涡轮叶片(7)进气边型面一致的曲面;所述线圈架(1)内预埋有线圈(2);所述线圈架(1)的一端与金属杆(5)活动连接;所述金属杆(5)的一端与手柄(6)相连;所述线圈(2)通过导线(8)与涡流探伤仪相连。本发明在涡流探伤扫查中,线圈(2)能始终与涡轮叶片进气边耦合良好,确保涡流检测效果。
一种叶片装夹装置.pdf
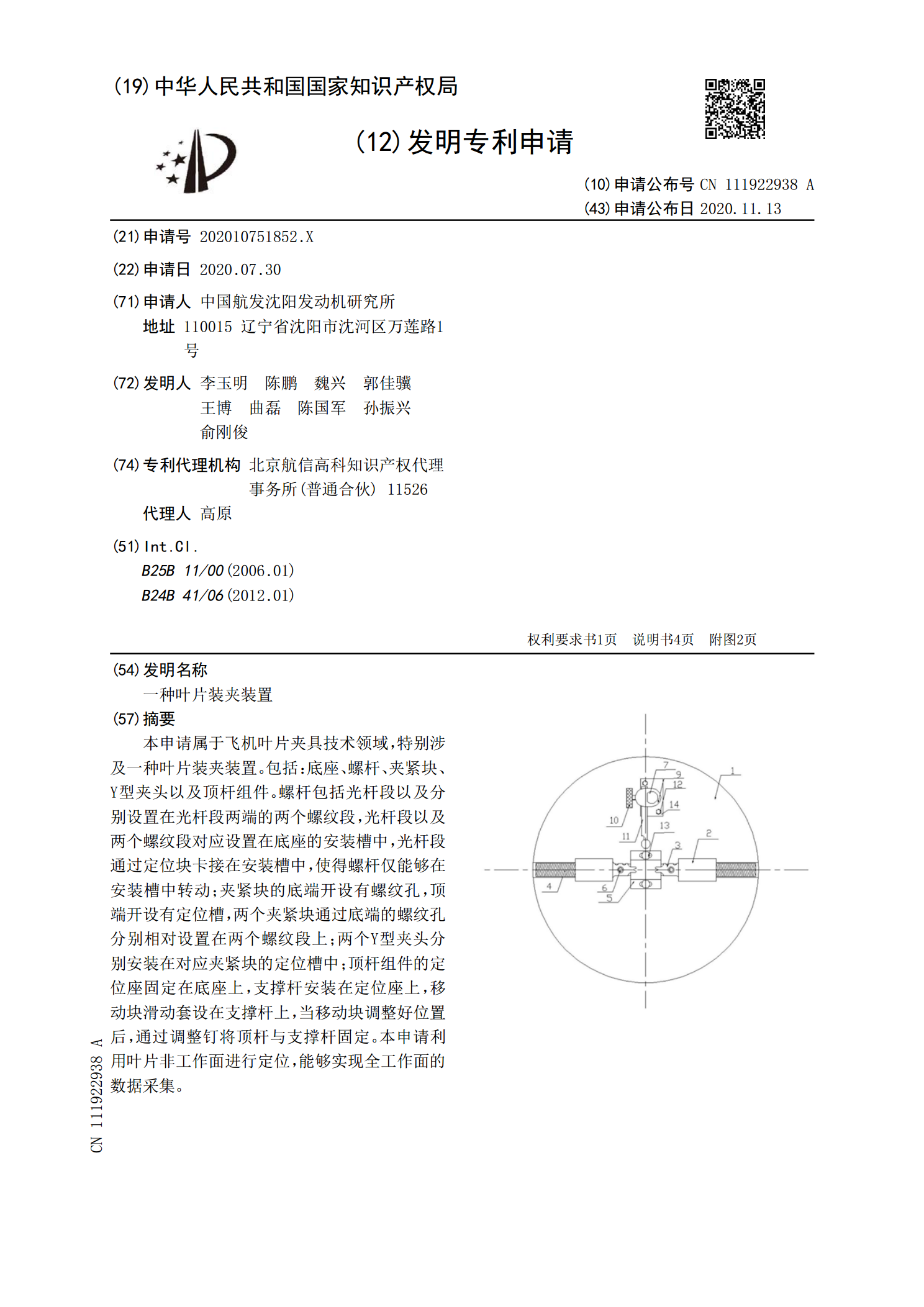
本申请属于飞机叶片夹具技术领域,特别涉及一种叶片装夹装置。包括:底座、螺杆、夹紧块、Y型夹头以及顶杆组件。螺杆包括光杆段以及分别设置在光杆段两端的两个螺纹段,光杆段以及两个螺纹段对应设置在底座的安装槽中,光杆段通过定位块卡接在安装槽中,使得螺杆仅能够在安装槽中转动;夹紧块的底端开设有螺纹孔,顶端开设有定位槽,两个夹紧块通过底端的螺纹孔分别相对设置在两个螺纹段上;两个Y型夹头分别安装在对应夹紧块的定位槽中;顶杆组件的定位座固定在底座上,支撑杆安装在定位座上,移动块滑动套设在支撑杆上,当移动块调整好位置后,通