
一种汽车差速器及其制备方法.pdf

兴朝****45

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车差速器及其制备方法.pdf
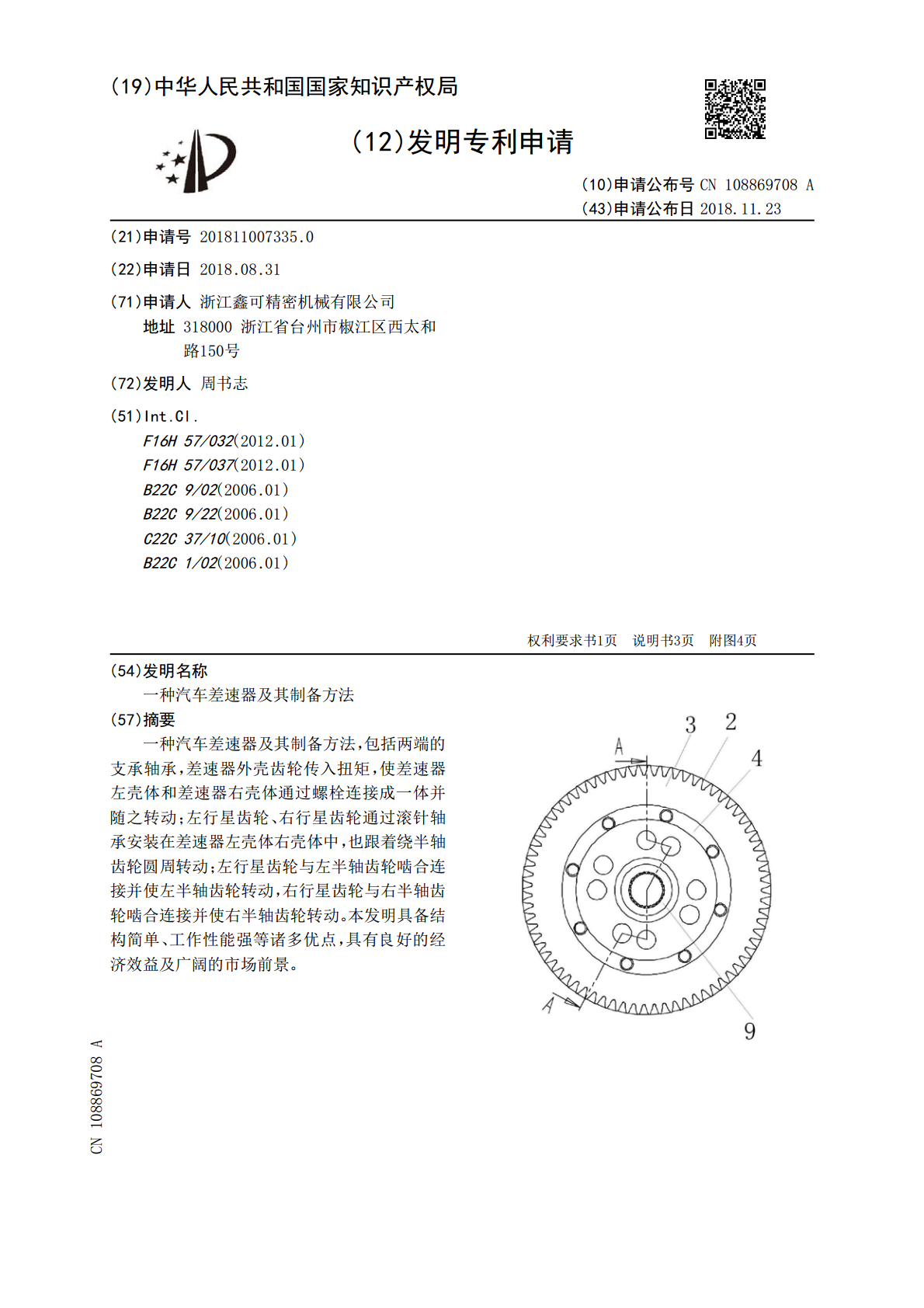
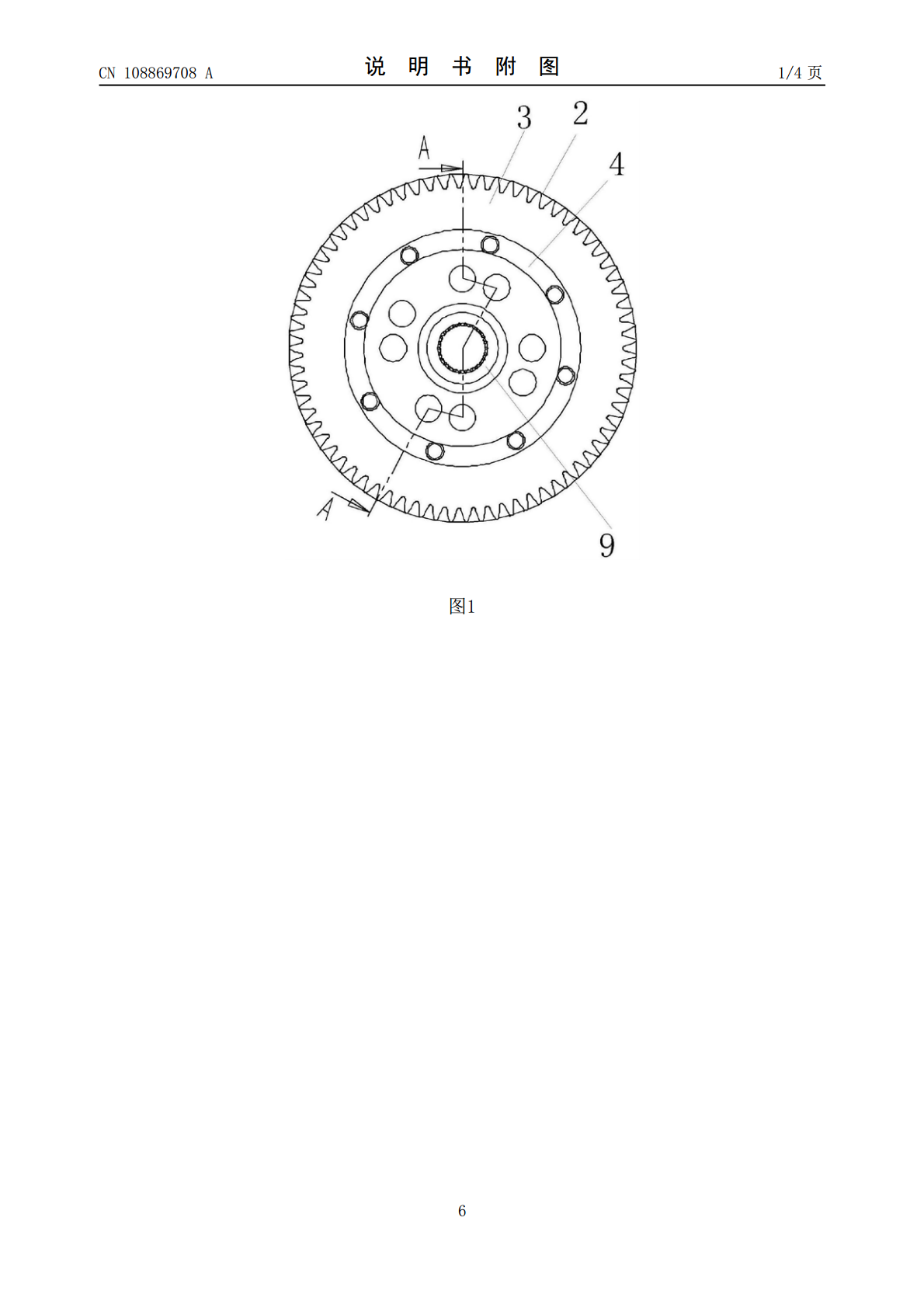
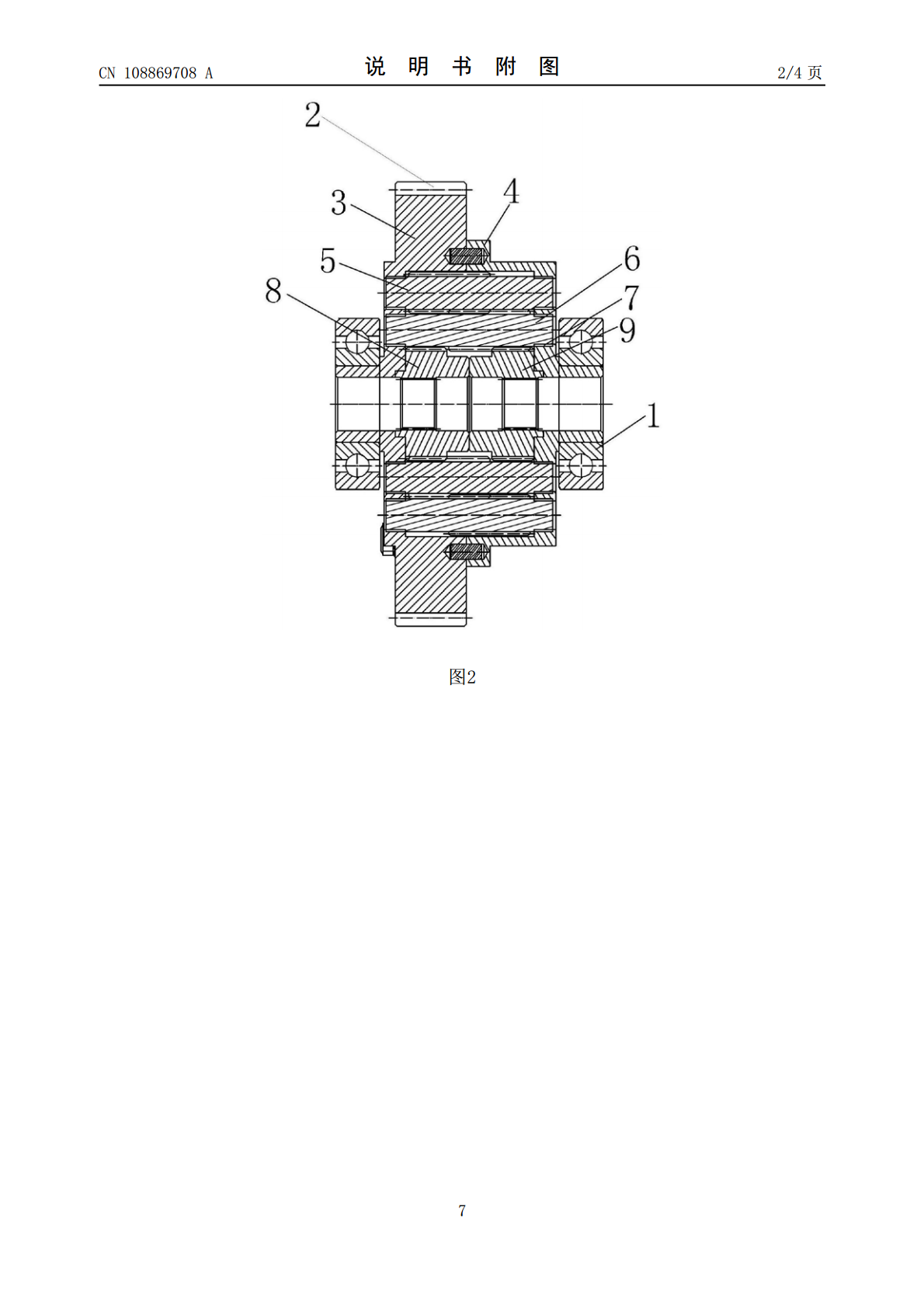
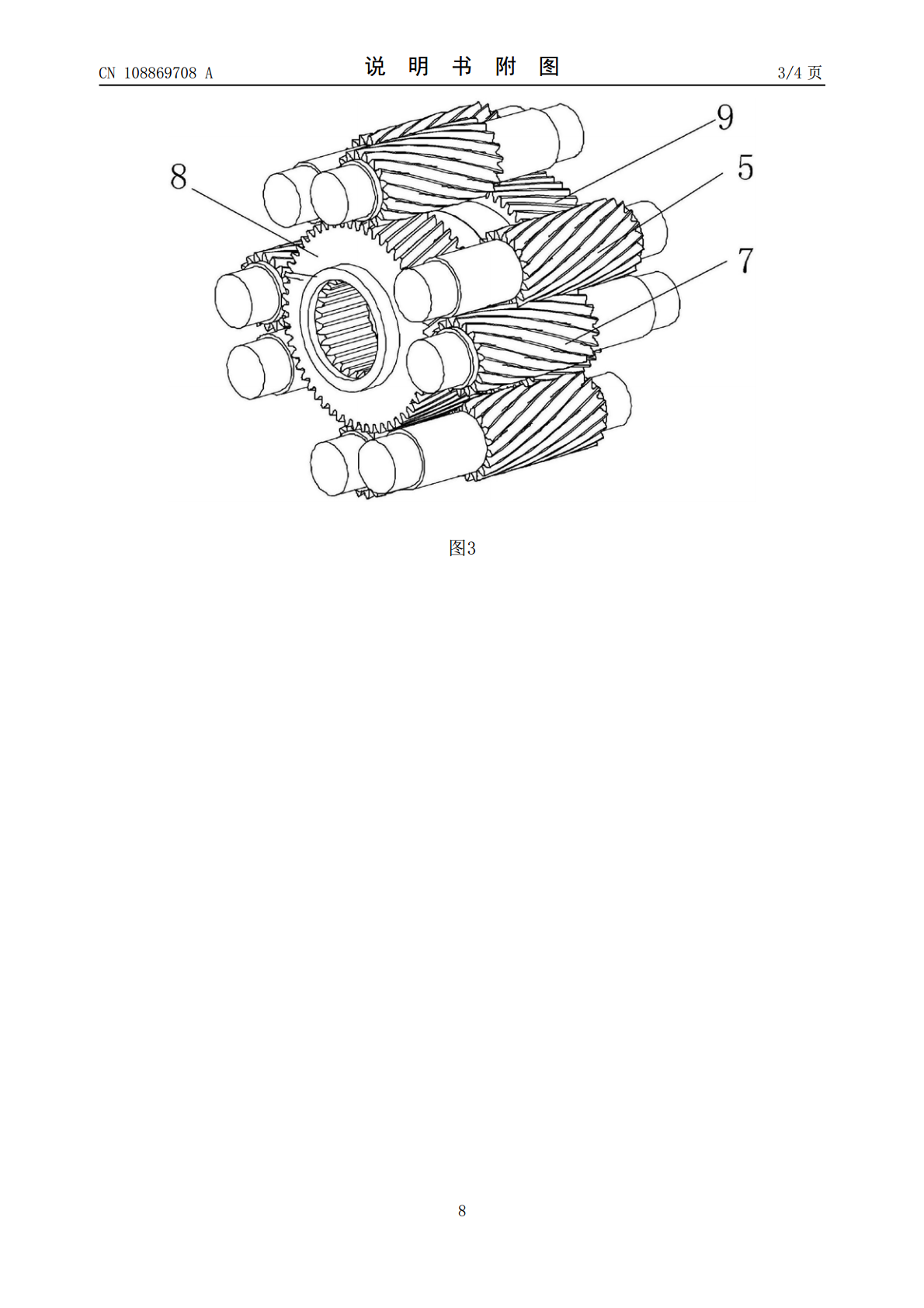
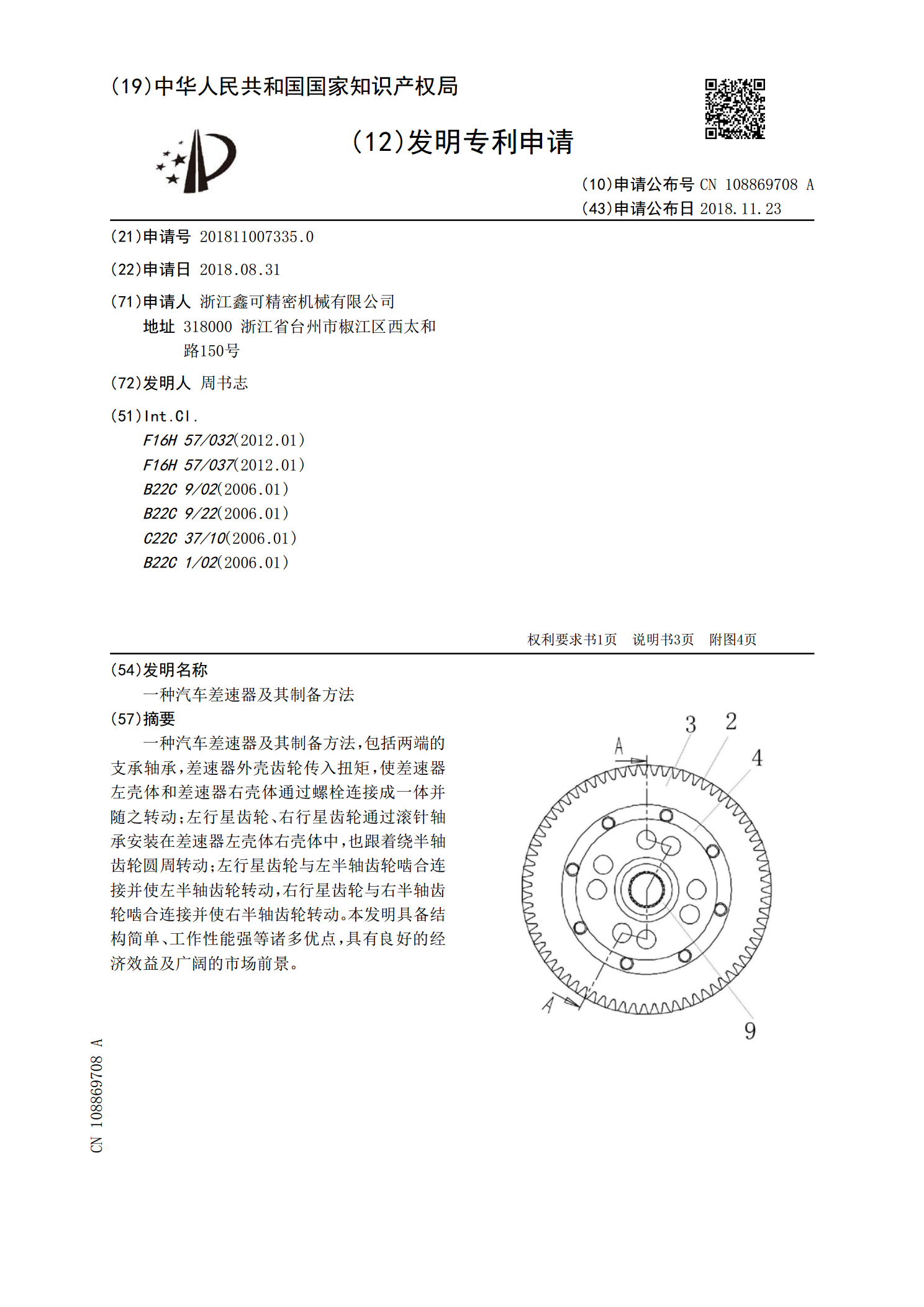
一种汽车差速器及其制备方法,包括两端的支承轴承,差速器外壳齿轮传入扭矩,使差速器左壳体和差速器右壳体通过螺栓连接成一体并随之转动;左行星齿轮、右行星齿轮通过滚针轴承安装在差速器左壳体右壳体中,也跟着绕半轴齿轮圆周转动;左行星齿轮与左半轴齿轮啮合连接并使左半轴齿轮转动,右行星齿轮与右半轴齿轮啮合连接并使右半轴齿轮转动。本发明具备结构简单、工作性能强等诸多优点,具有良好的经济效益及广阔的市场前景。
汽车差速器及其组装方法.pdf
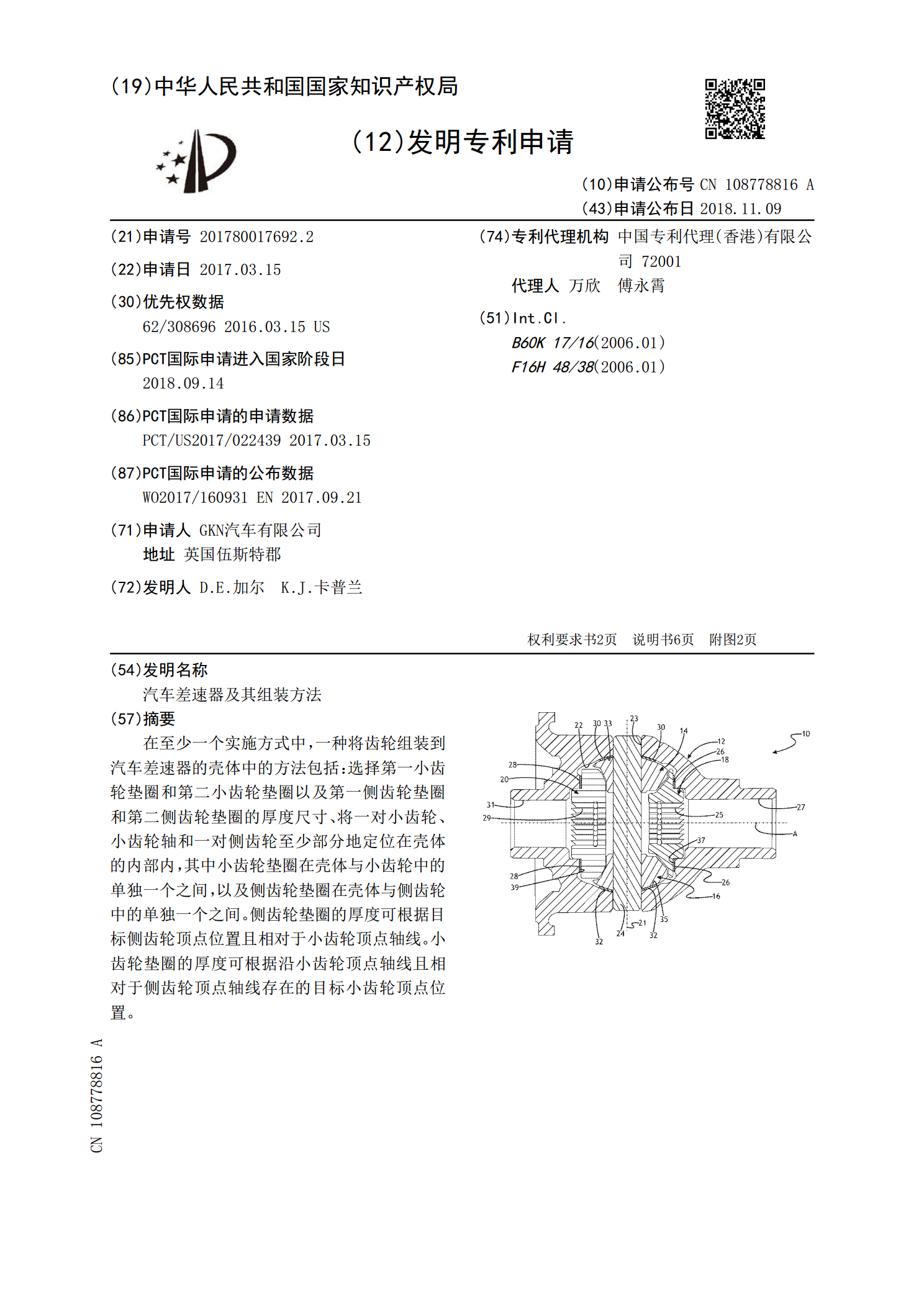
在至少一个实施方式中,一种将齿轮组装到汽车差速器的壳体中的方法包括:选择第一小齿轮垫圈和第二小齿轮垫圈以及第一侧齿轮垫圈和第二侧齿轮垫圈的厚度尺寸、将一对小齿轮、小齿轮轴和一对侧齿轮至少部分地定位在壳体的内部内,其中小齿轮垫圈在壳体与小齿轮中的单独一个之间,以及侧齿轮垫圈在壳体与侧齿轮中的单独一个之间。侧齿轮垫圈的厚度可根据目标侧齿轮顶点位置且相对于小齿轮顶点轴线。小齿轮垫圈的厚度可根据沿小齿轮顶点轴线且相对于侧齿轮顶点轴线存在的目标小齿轮顶点位置。

汽车电子差速器及其方法设计控制.doc
[键入文字]前言提到电子差速器,首先要说到电动汽车,随着汽车工业的高速发展.能源危机与环境污染等问题日趋显露,电动汽车和混合动力汽车的研发得到了广泛的重视。而电子差速作为电动汽车上应用的一项新技术,也得到了越来越多的关注和研究。差速器对于汽车的平稳行驶和转向都起着重要的作用,当车辆行驶在转弯路面或弯道时,为了达到转向的目的.车辆转向时内外轮应当具有一定的速度差,即差速,其目的是为了在车辆转向时使车轮线速度能与该车的轮心速度相协调,以避免因车轮拖滑或滑转而导致的功率循环不平衡或者汽车不能正常行驶的问题。当汽
一种重型汽车差速器壳制造方法及其结构.pdf
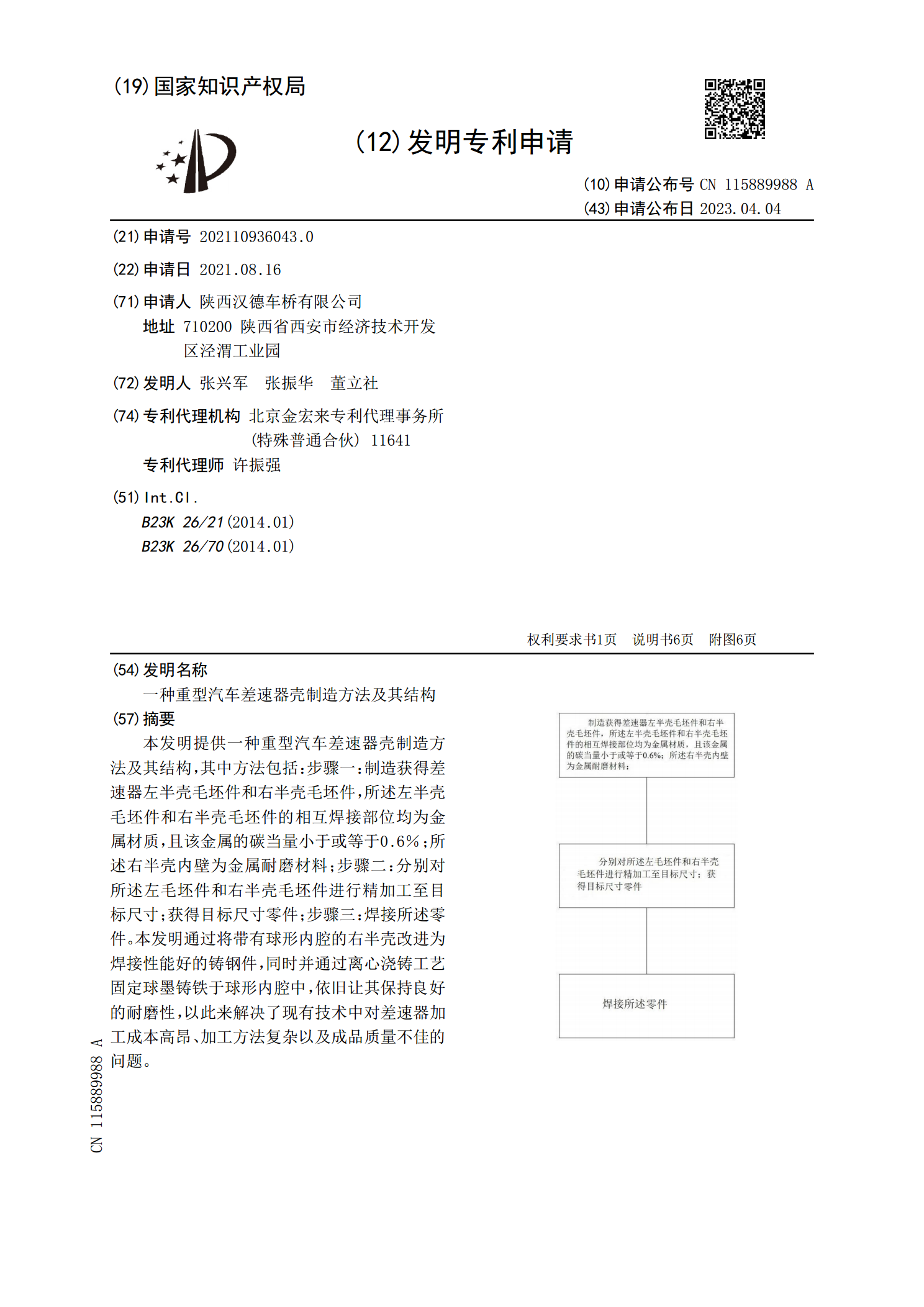
本发明提供一种重型汽车差速器壳制造方法及其结构,其中方法包括:步骤一:制造获得差速器左半壳毛坯件和右半壳毛坯件,所述左半壳毛坯件和右半壳毛坯件的相互焊接部位均为金属材质,且该金属的碳当量小于或等于0.6%;所述右半壳内壁为金属耐磨材料;步骤二:分别对所述左毛坯件和右半壳毛坯件进行精加工至目标尺寸;获得目标尺寸零件;步骤三:焊接所述零件。本发明通过将带有球形内腔的右半壳改进为焊接性能好的铸钢件,同时并通过离心浇铸工艺固定球墨铸铁于球形内腔中,依旧让其保持良好的耐磨性,以此来解决了现有技术中对差速器加工成本高
一种汽车蜡及其制备系统与制备方法.pdf
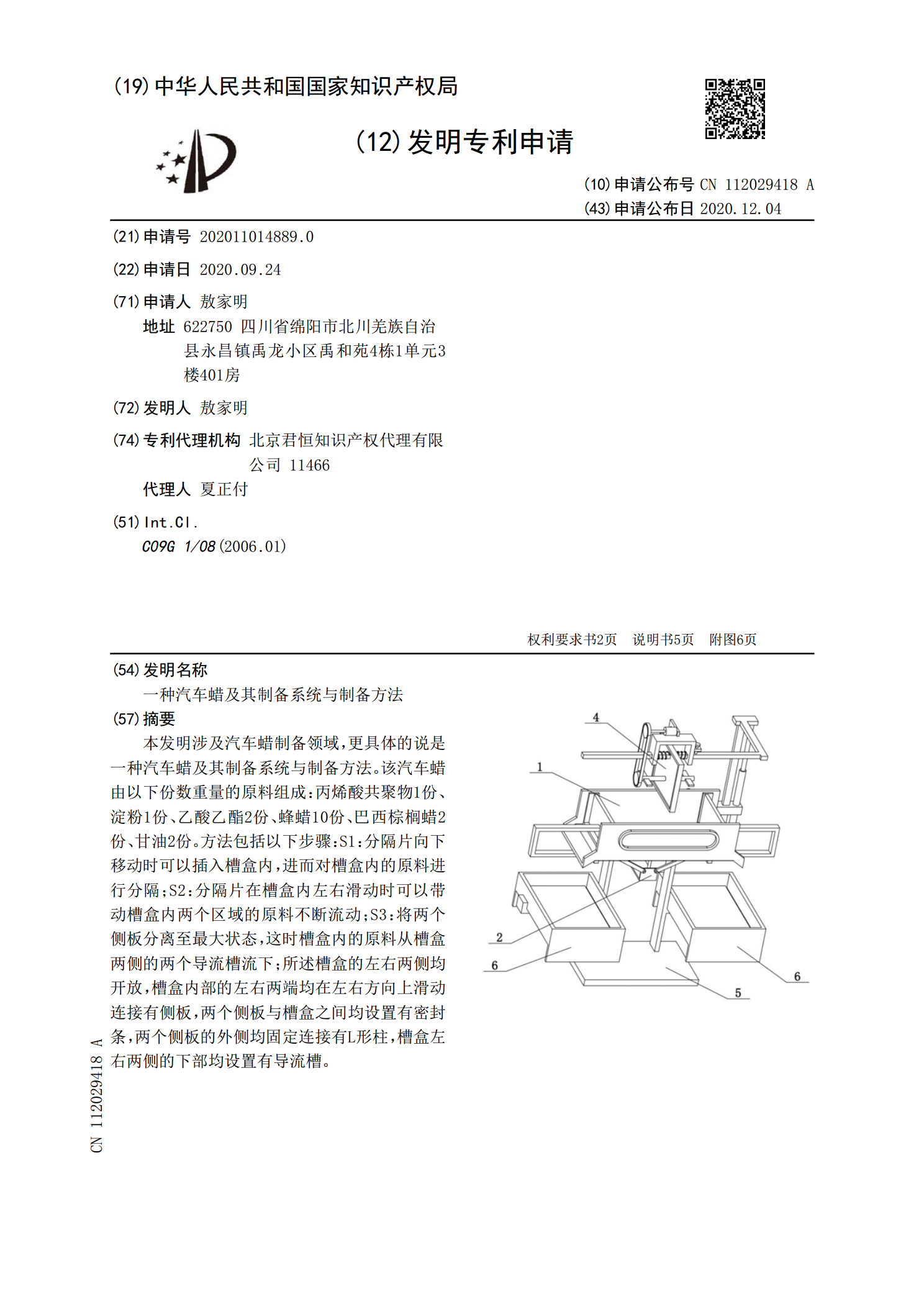
本发明涉及汽车蜡制备领域,更具体的说是一种汽车蜡及其制备系统与制备方法。该汽车蜡由以下份数重量的原料组成:丙烯酸共聚物1份、淀粉1份、乙酸乙酯2份、蜂蜡10份、巴西棕榈蜡2份、甘油2份。方法包括以下步骤:S1:分隔片向下移动时可以插入槽盒内,进而对槽盒内的原料进行分隔;S2:分隔片在槽盒内左右滑动时可以带动槽盒内两个区域的原料不断流动;S3:将两个侧板分离至最大状态,这时槽盒内的原料从槽盒两侧的两个导流槽流下;所述槽盒的左右两侧均开放,槽盒内部的左右两端均在左右方向上滑动连接有侧板,两个侧板与槽盒之间均设