
双沟道金刚滚轮磨加工方法.pdf

运升****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
双沟道金刚滚轮磨加工方法.pdf
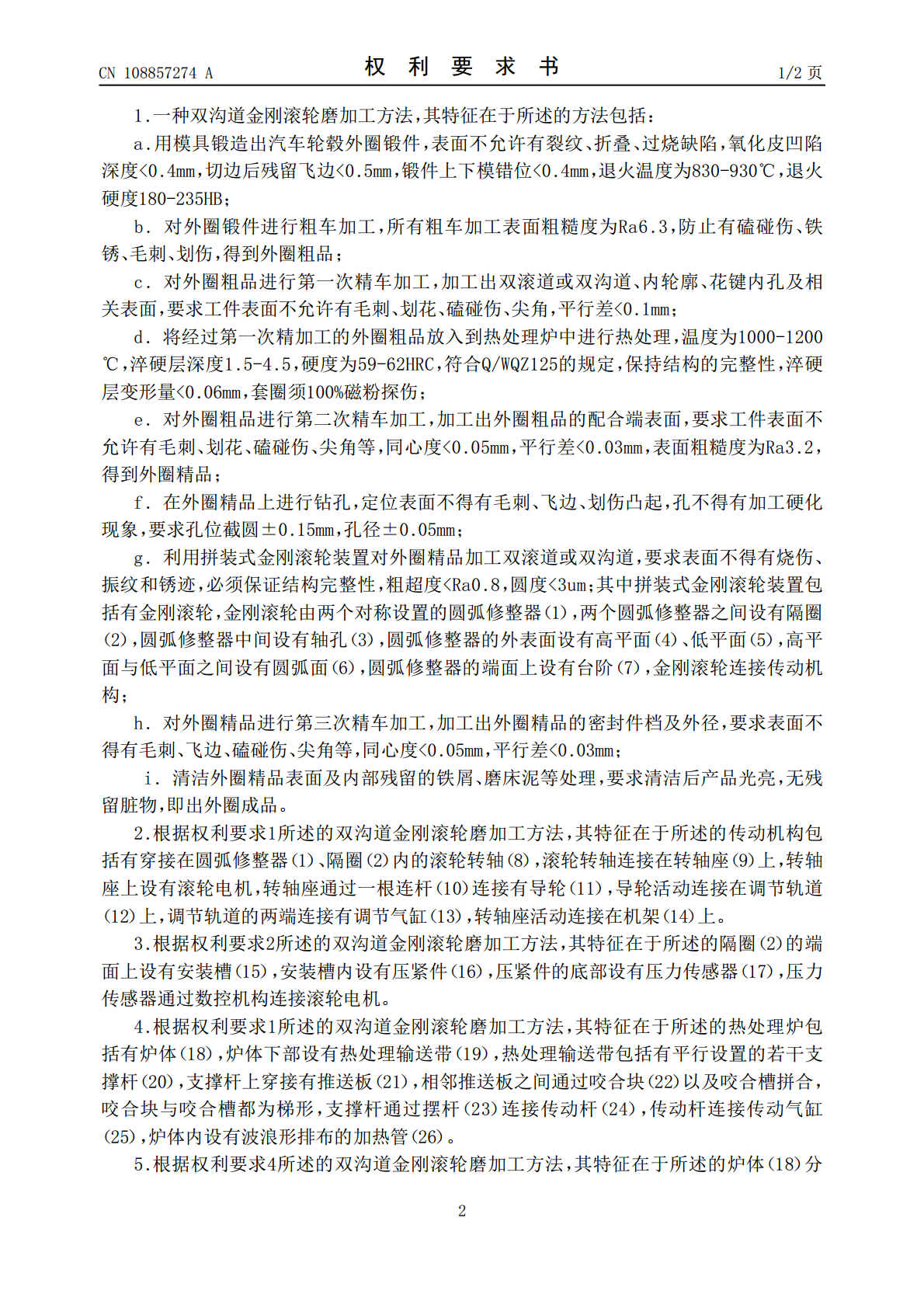
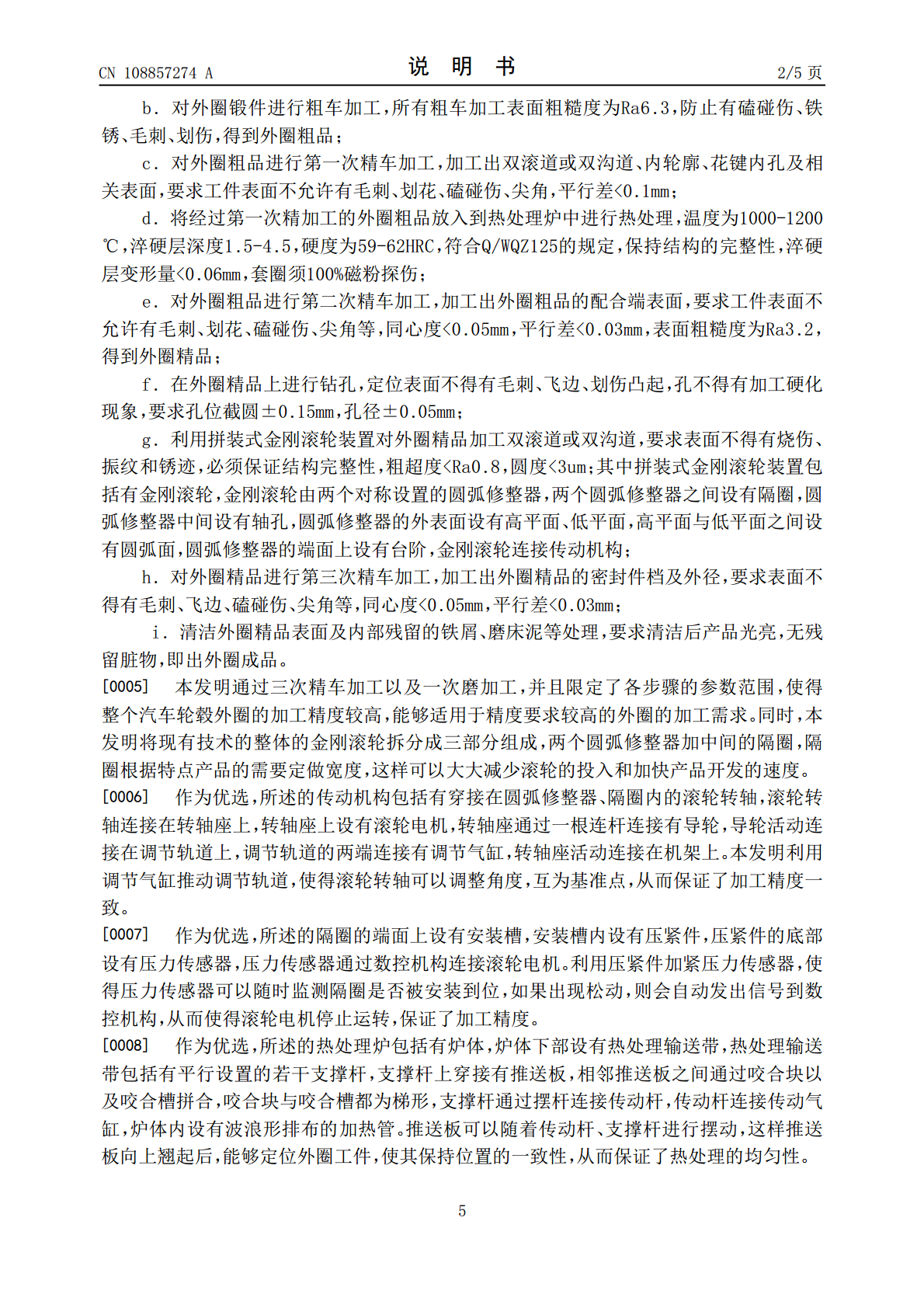
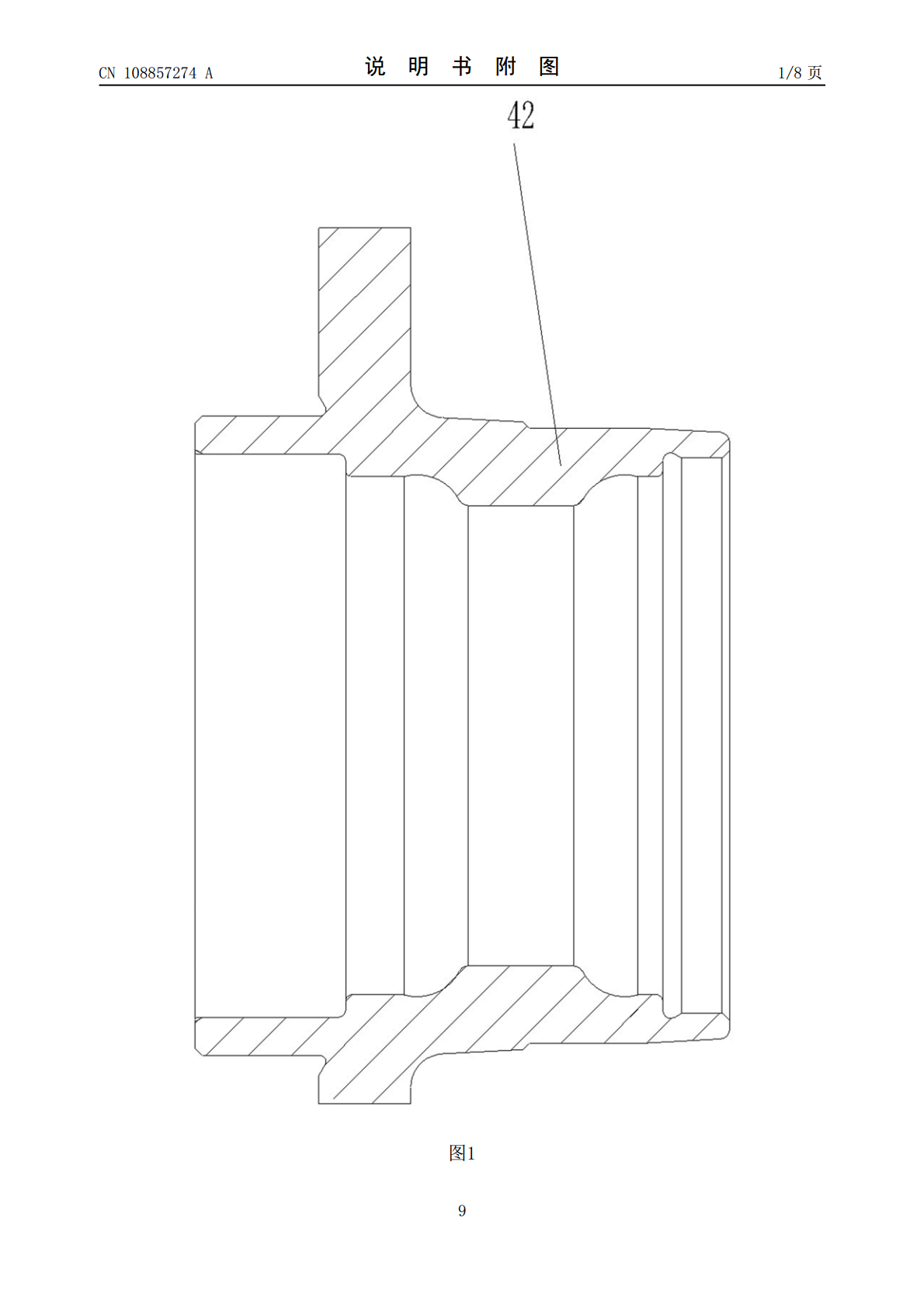
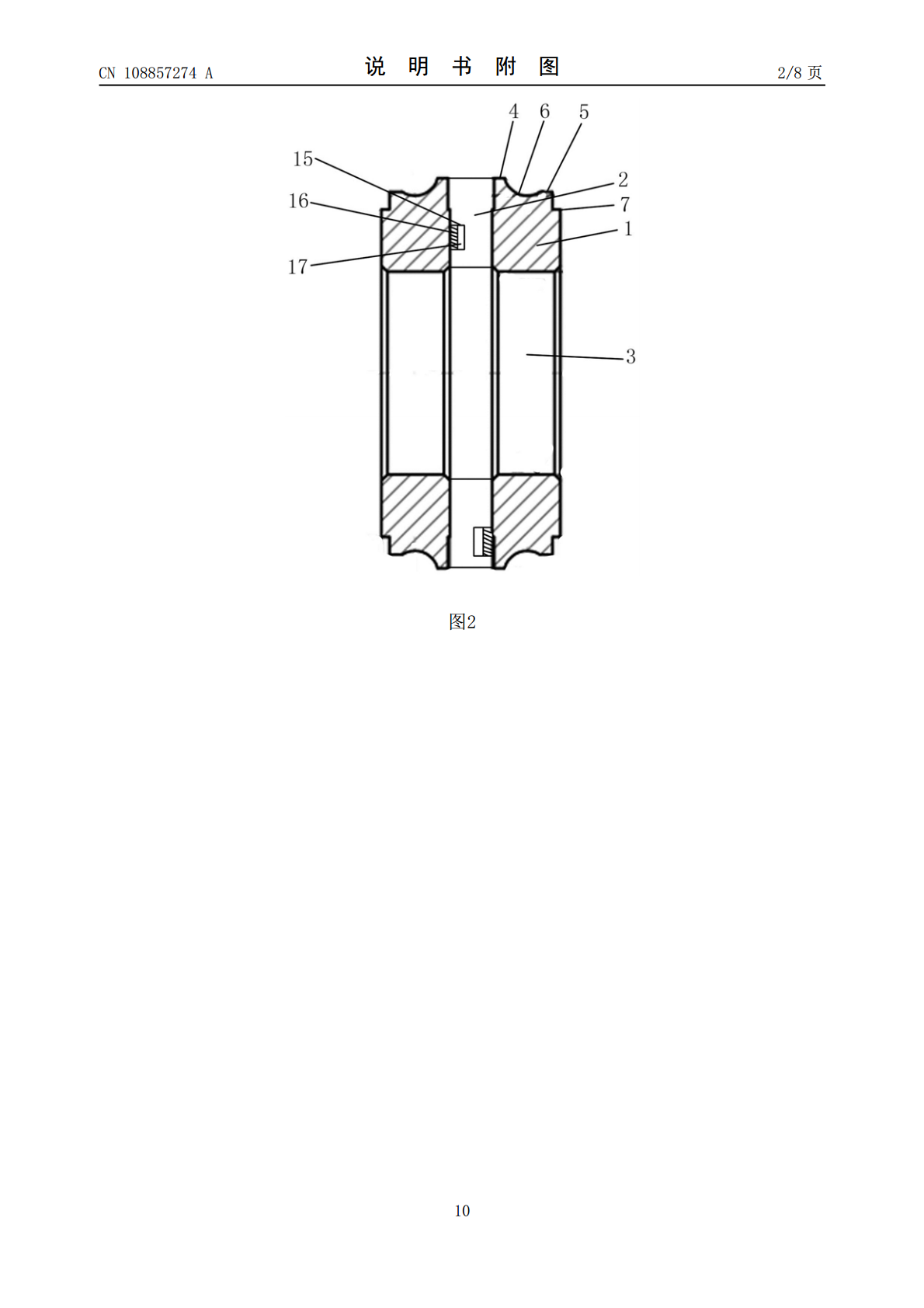
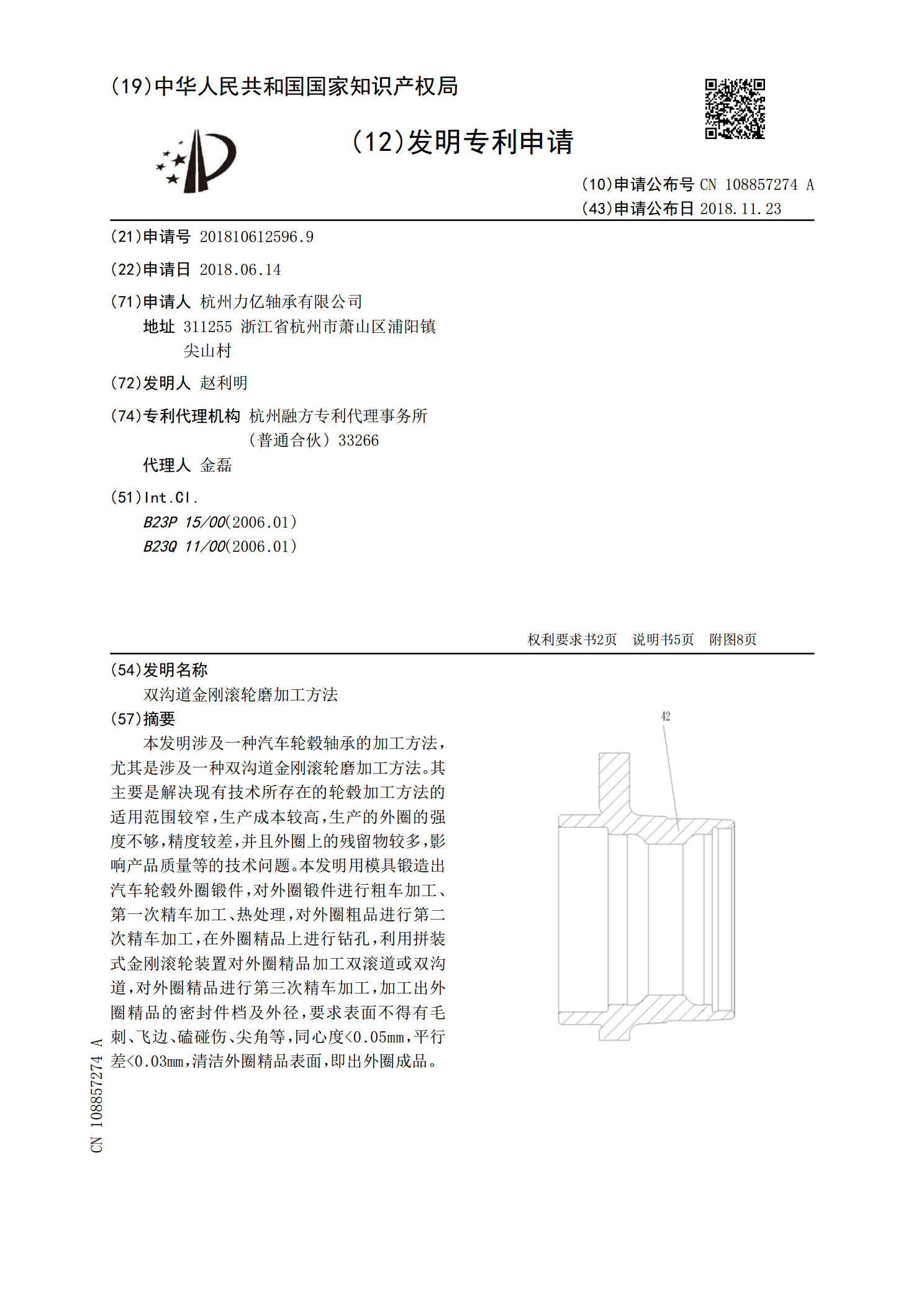
本发明涉及一种汽车轮毂轴承的加工方法,尤其是涉及一种双沟道金刚滚轮磨加工方法。其主要是解决现有技术所存在的轮毂加工方法的适用范围较窄,生产成本较高,生产的外圈的强度不够,精度较差,并且外圈上的残留物较多,影响产品质量等的技术问题。本发明用模具锻造出汽车轮毂外圈锻件,对外圈锻件进行粗车加工、第一次精车加工、热处理,对外圈粗品进行第二次精车加工,在外圈精品上进行钻孔,利用拼装式金刚滚轮装置对外圈精品加工双滚道或双沟道,对外圈精品进行第三次精车加工,加工出外圈精品的密封件档及外径,要求表面不得有毛刺、飞边、磕碰

数控成形磨齿金刚滚轮非线性磨损补偿系统及方法.pdf
一种数控成形磨齿金刚滚轮非线性磨损补偿系统,包括a)测头系统,b)数控系统,c)齿廓误差测量模块,d)金刚滚轮非线性磨损识别模块,e)金刚滚轮非线性磨损补偿模块。一种数控成形磨齿金刚滚轮非线性磨损补偿方法,a)包括测量和计算齿廓误差的步骤;b)包括识别金刚滚轮磨损相位和磨损量的步骤;c)包括修整砂轮时实现金刚滚轮非线性磨损补偿的步骤。本发明为数控成形磨齿金刚滚轮非线性磨损的测量、识别和补偿,提供实现系统及方法,易于与数控成形磨齿机的操作系统集成,自动化程度高。本发明首次实现金刚滚轮的非线性磨损补偿,可以有
双注塑滚轮加工工艺.pdf
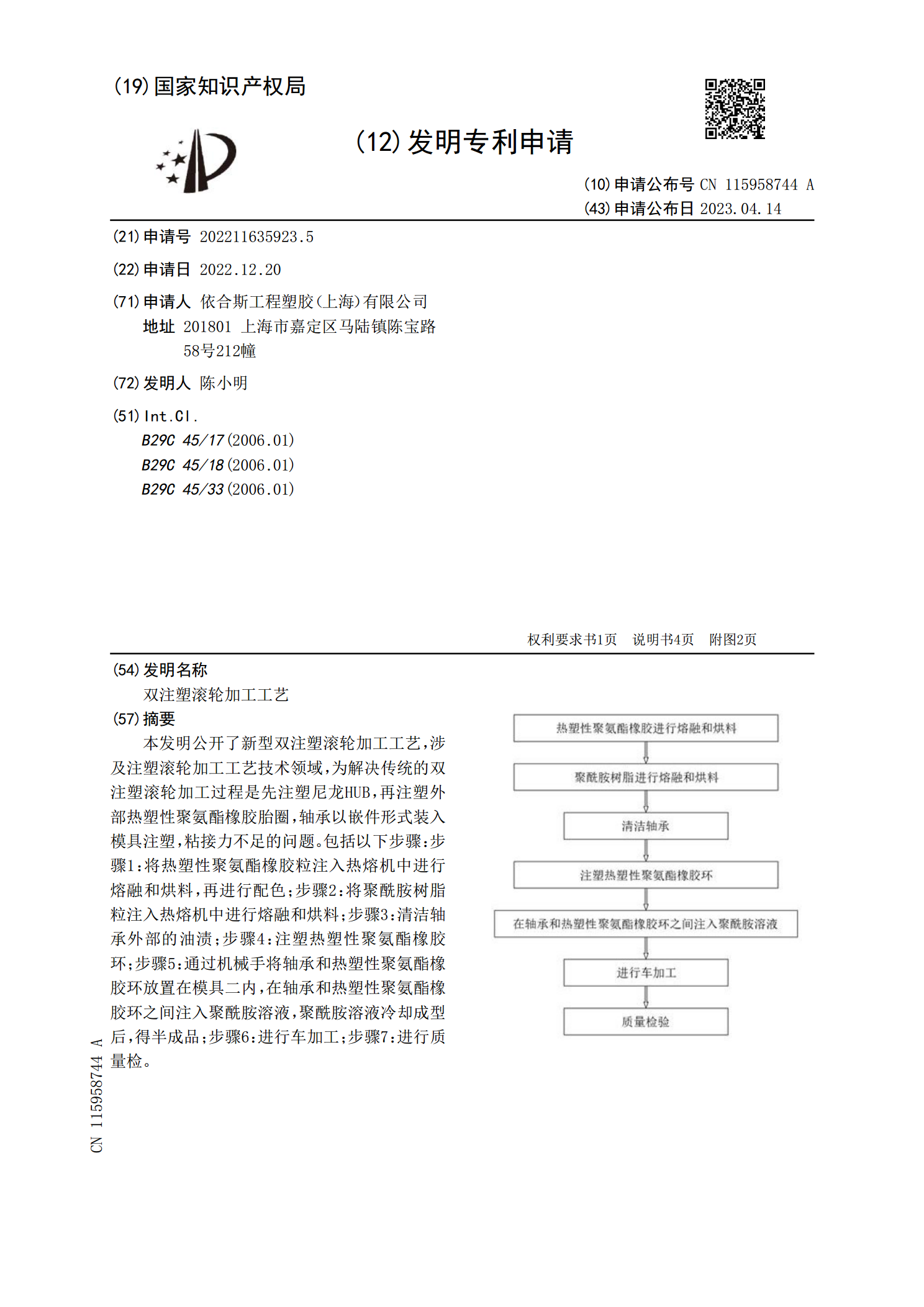
本发明公开了新型双注塑滚轮加工工艺,涉及注塑滚轮加工工艺技术领域,为解决传统的双注塑滚轮加工过程是先注塑尼龙HUB,再注塑外部热塑性聚氨酯橡胶胎圈,轴承以嵌件形式装入模具注塑,粘接力不足的问题。包括以下步骤:步骤1:将热塑性聚氨酯橡胶粒注入热熔机中进行熔融和烘料,再进行配色;步骤2:将聚酰胺树脂粒注入热熔机中进行熔融和烘料;步骤3:清洁轴承外部的油渍;步骤4:注塑热塑性聚氨酯橡胶环;步骤5:通过机械手将轴承和热塑性聚氨酯橡胶环放置在模具二内,在轴承和热塑性聚氨酯橡胶环之间注入聚酰胺溶液,聚酰胺溶液冷却成型

一种金刚石滚轮型腔曲面加工方法.pdf
一种金刚石滚轮型腔曲面加工方法,要求如下:使用预先设计好的专用成型刀具,所述专用成型刀具的刀具型面精度按金刚石滚轮精度的1/2-1/3选取,刀具基准面型位公差控制在0.002mm以内;成型刀具基面的型位公差的“‖”和“⊥”在0.002mm以内;将金刚石滚轮型腔阴模装夹在车床上,在阴模内腔车削加工出成型曲面;车削时阴模的转速为7—8转/分钟,成型刀的进给量保证在0.03—0.04mm/转,车型面时只允许刀具在阴模径向进刀,保证阴模轴线方向不能有窜动。本发明明显降低了加工要求,操作简单方便,快捷,精车阴模合格

一种金刚石滚轮载体阴模的车削加工方法.pdf
本发明的目的在于提供一种满足高精度砂轮修整工具磨削零件精度要求的金刚石滚轮载体阴模的车削加工方法,其特征在于,具体工艺流程如下:(1)样板刀的确定:样板刀的主切削刃是一条曲线,前角为0度、后角为8度;(2)样板刀的安装:找正刀上基面和侧基面在0.002mm以内;(3)车加工阴模:阴模的半精车加工:粗车时留3~5mm余量,然后进行热处理调质、吹砂,硬度为HRC27~30;用普通车刀加工阴模内孔,留1~2mm余量;阴模的精车加工:手动控制机床转速为6~8转/分,样板刀进给量为0.02~0.03mm;最终精车加