
一种金刚石滚轮型腔曲面加工方法.pdf

静芙****可爱


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种金刚石滚轮型腔曲面加工方法.pdf
一种金刚石滚轮型腔曲面加工方法,要求如下:使用预先设计好的专用成型刀具,所述专用成型刀具的刀具型面精度按金刚石滚轮精度的1/2-1/3选取,刀具基准面型位公差控制在0.002mm以内;成型刀具基面的型位公差的“‖”和“⊥”在0.002mm以内;将金刚石滚轮型腔阴模装夹在车床上,在阴模内腔车削加工出成型曲面;车削时阴模的转速为7—8转/分钟,成型刀的进给量保证在0.03—0.04mm/转,车型面时只允许刀具在阴模径向进刀,保证阴模轴线方向不能有窜动。本发明明显降低了加工要求,操作简单方便,快捷,精车阴模合格

一种金刚石滚轮型面检测试片的加工方法.pdf
一种金刚石滚轮型面检测试片的加工方法,步骤为:选取双柱坐标镗床作为加工设备,将金刚石滚轮通过自制的定位芯轴安装在双柱坐标镗床的镗头内,将型面检测试片通过平口钳安装在双柱坐标镗床的床面上,移动床面使型面检测试片移向并接触金刚石滚轮,启动双柱坐标镗床使金刚石滚轮高速转动,控制金刚石滚轮朝向型面检测试片进行进给,直到型面检测试片上被金刚石滚轮磨削出完整的型面轮廓。本发明首次将双柱坐标镗床引入了金刚石滚轮型面检测试片的磨削加工中,且仅需一套设备就可完成加工任务,并将装夹找正误差以及人工操作误差的带入率降到最低,有

一种金刚石滚轮载体阴模的车削加工方法.pdf
本发明的目的在于提供一种满足高精度砂轮修整工具磨削零件精度要求的金刚石滚轮载体阴模的车削加工方法,其特征在于,具体工艺流程如下:(1)样板刀的确定:样板刀的主切削刃是一条曲线,前角为0度、后角为8度;(2)样板刀的安装:找正刀上基面和侧基面在0.002mm以内;(3)车加工阴模:阴模的半精车加工:粗车时留3~5mm余量,然后进行热处理调质、吹砂,硬度为HRC27~30;用普通车刀加工阴模内孔,留1~2mm余量;阴模的精车加工:手动控制机床转速为6~8转/分,样板刀进给量为0.02~0.03mm;最终精车加

槽型腔及加工方法.pdf
本发明公开了一种槽型腔的加工方法,用于在导流盘上沿周向开设槽型腔,槽型腔包括在壁体上从外界沿直线方向开设的外槽腔以及沿外槽腔的槽底壁在一侧的槽侧壁上开设的内槽腔,外槽腔的槽底壁与内槽腔位于内侧的槽内侧壁连接成斜面,外槽腔的槽底壁为上斜面,内槽腔位于内侧的槽内侧壁为下斜面,包括以下步骤:采用直形槽刀切削去余量后加工得到外槽腔,且位于槽底壁的上斜面上用于连接下斜面的区域留有余量;采用“7”字形槽刀的折弯部伸入外槽腔中,通过“7”字形槽刀沿外槽腔的槽底壁在一侧的槽侧壁上切削去余量加工得到内槽腔,同时将上斜面的余
一种滚轮式曲面曝光方法.pdf
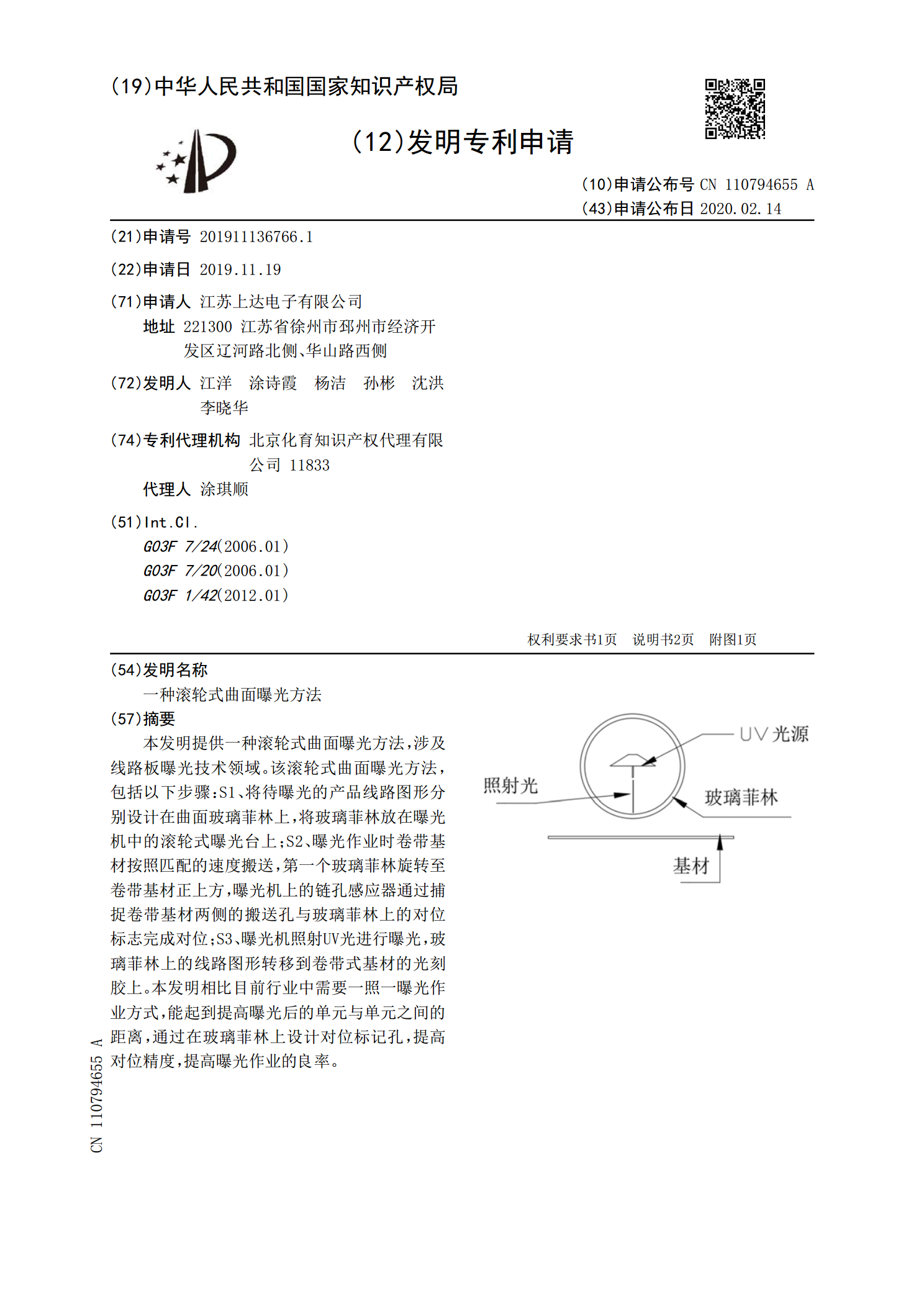
本发明提供一种滚轮式曲面曝光方法,涉及线路板曝光技术领域。该滚轮式曲面曝光方法,包括以下步骤:S1、将待曝光的产品线路图形分别设计在曲面玻璃菲林上,将玻璃菲林放在曝光机中的滚轮式曝光台上;S2、曝光作业时卷带基材按照匹配的速度搬送,第一个玻璃菲林旋转至卷带基材正上方,曝光机上的链孔感应器通过捕捉卷带基材两侧的搬送孔与玻璃菲林上的对位标志完成对位;S3、曝光机照射UV光进行曝光,玻璃菲林上的线路图形转移到卷带式基材的光刻胶上。本发明相比目前行业中需要一照一曝光作业方式,能起到提高曝光后的单元与单元之间的距离