
一种储液器加工方法.pdf

雨星****萌娃

1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共34页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种储液器加工方法.pdf
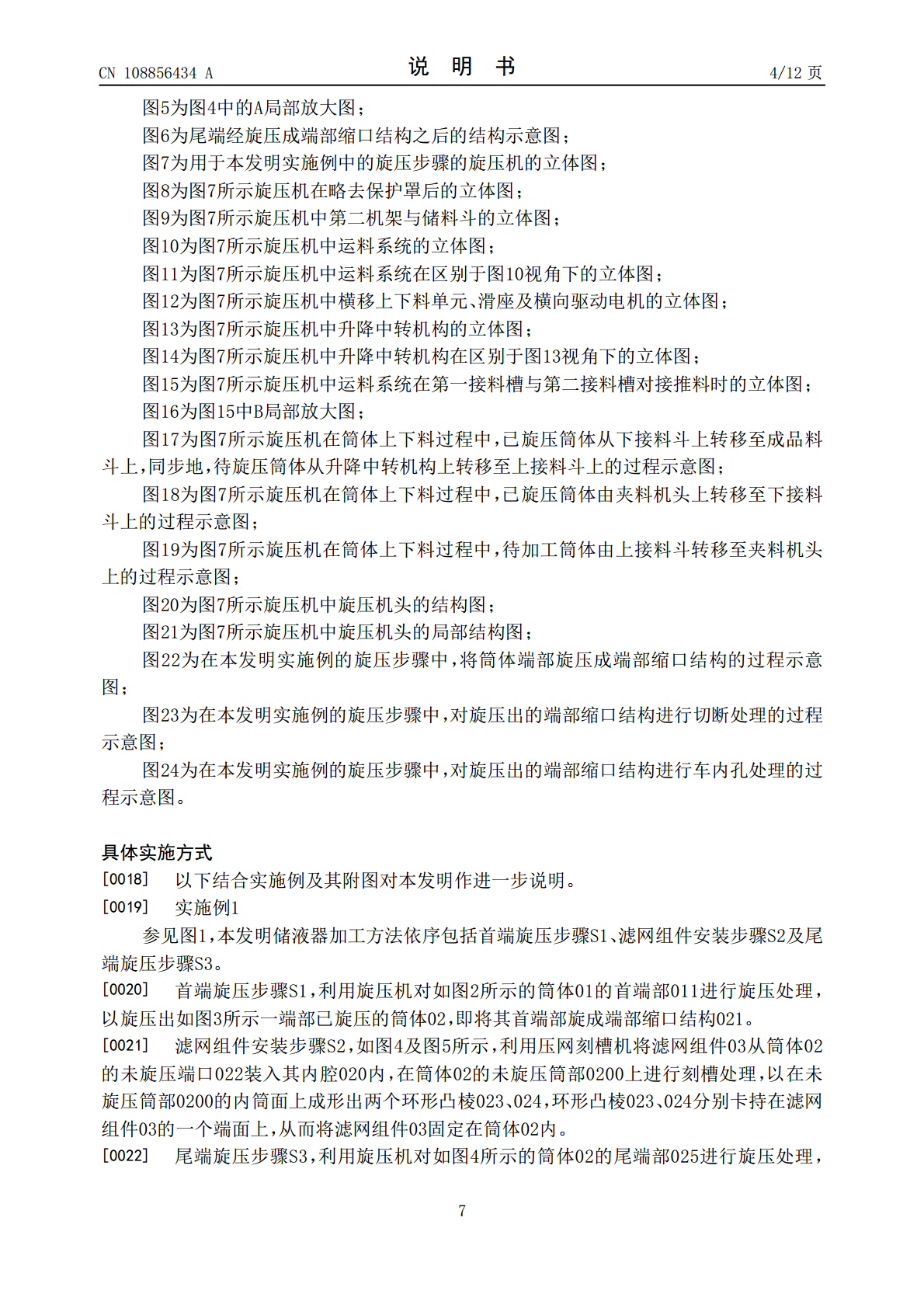
本发明涉及一种储液器加工方法,属于容器加工技术领域。该储液器加工方法依序包括首端旋压步骤与尾端旋压步骤;在两次旋压步骤中,分别利用旋压机的夹料机头驱使筒体绕旋转轴线转动的同时,驱使旋压机头上的旋压轮沿挤压方向进给,及驱使夹料机头与旋压机头相对沿筒体轴向进给,以在对应端部上旋出端部缩口结构;在两次旋压步骤中:两个旋压轮各位于筒体的一侧,且关于旋转轴线对称布置;挤压方向沿筒体的径向布置;驱使两个旋压轮沿挤压方向同步、等速地进给,且径向单边单次旋压进给量为2毫米至4毫米。该加工方法不仅提高储液器的加工效率,且提
一种新型制冷压缩机储液器加工方法.pdf
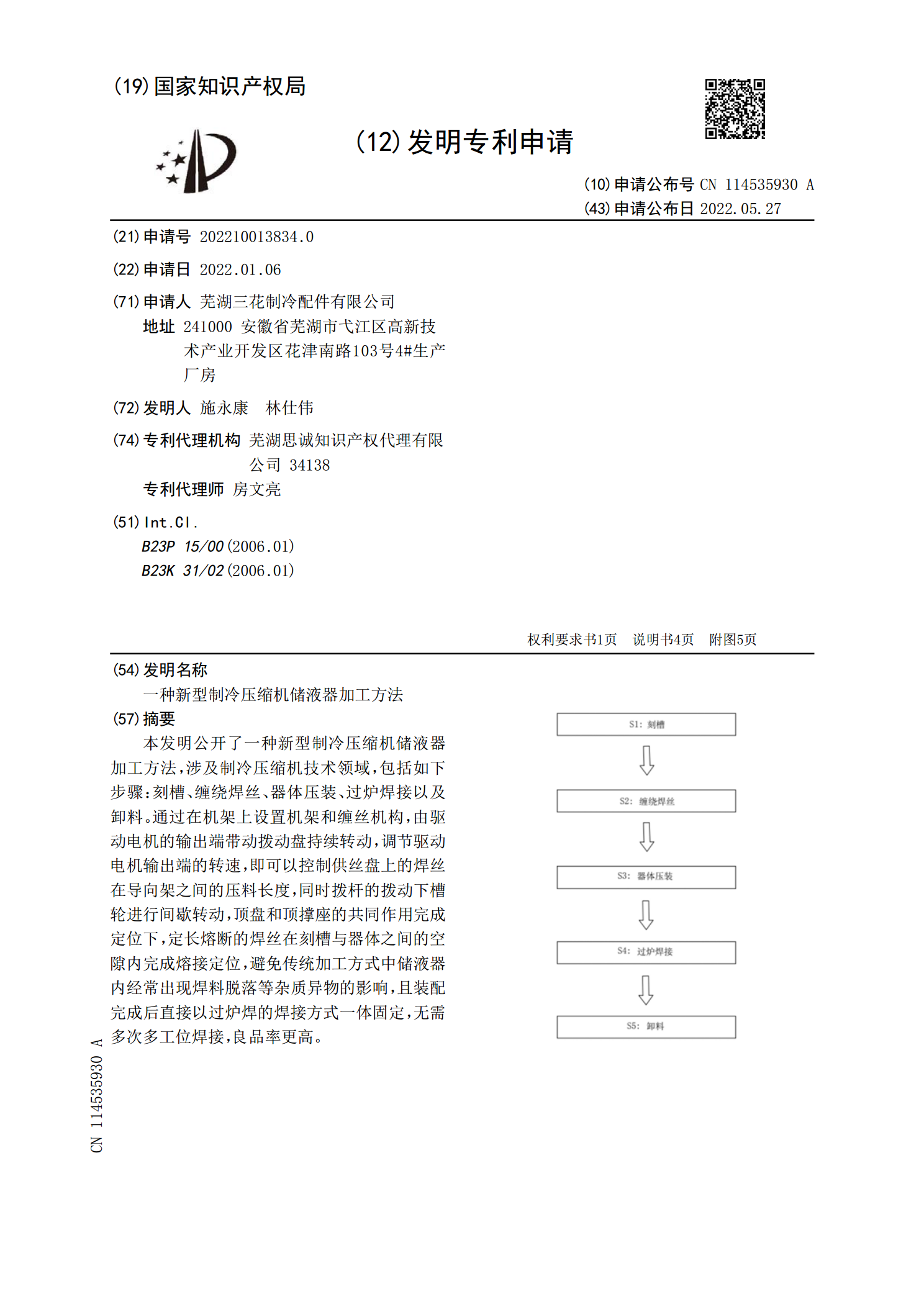
本发明公开了一种新型制冷压缩机储液器加工方法,涉及制冷压缩机技术领域,包括如下步骤:刻槽、缠绕焊丝、器体压装、过炉焊接以及卸料。通过在机架上设置机架和缠丝机构,由驱动电机的输出端带动拨动盘持续转动,调节驱动电机输出端的转速,即可以控制供丝盘上的焊丝在导向架之间的压料长度,同时拨杆的拨动下槽轮进行间歇转动,顶盘和顶撑座的共同作用完成定位下,定长熔断的焊丝在刻槽与器体之间的空隙内完成熔接定位,避免传统加工方式中储液器内经常出现焊料脱落等杂质异物的影响,且装配完成后直接以过炉焊的焊接方式一体固定,无需多次多工位
连接组件、储液器、连接组件的制造方法及储液器的制造方法.pdf
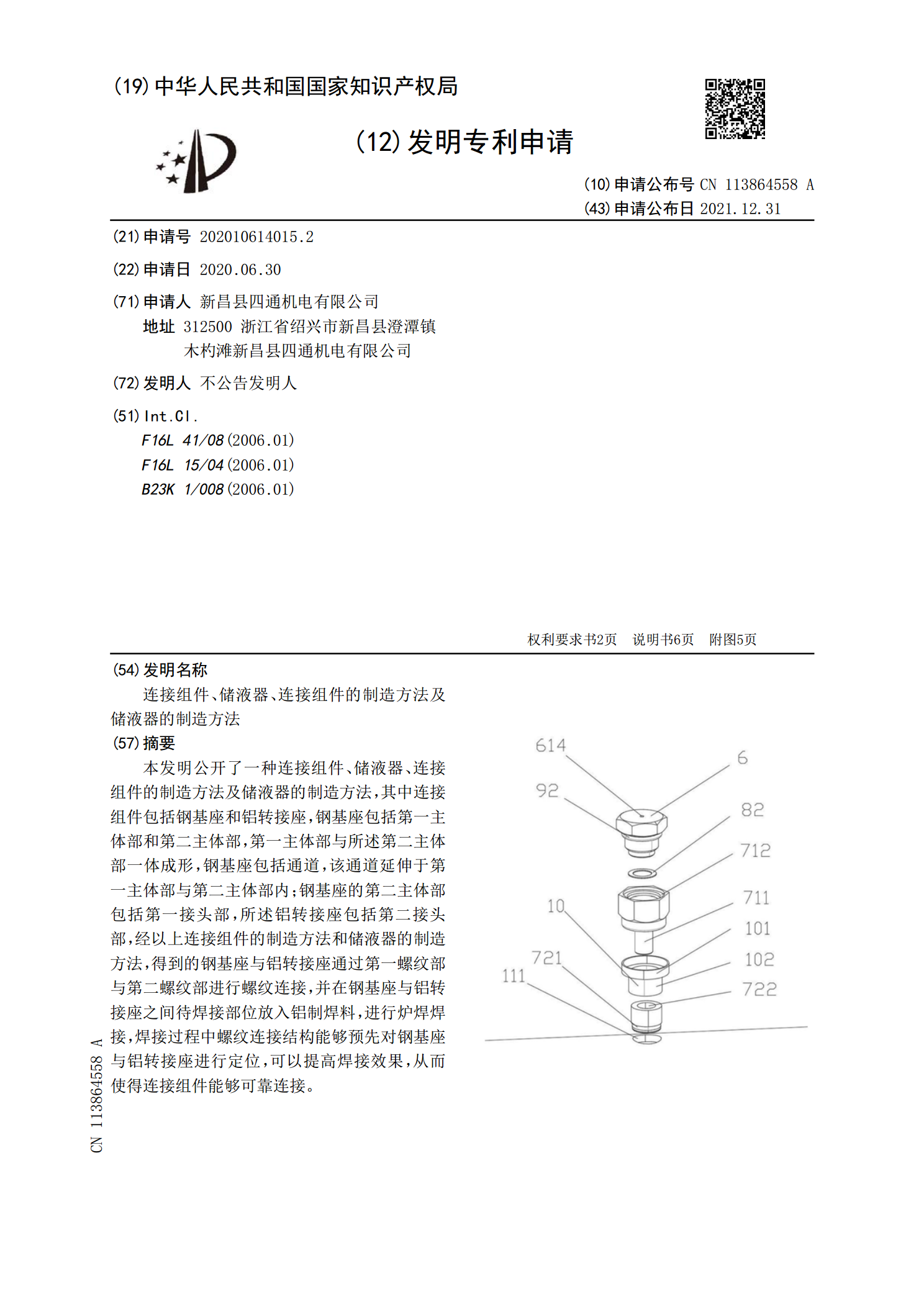
本发明公开了一种连接组件、储液器、连接组件的制造方法及储液器的制造方法,其中连接组件包括钢基座和铝转接座,钢基座包括第一主体部和第二主体部,第一主体部与所述第二主体部一体成形,钢基座包括通道,该通道延伸于第一主体部与第二主体部内;钢基座的第二主体部包括第一接头部,所述铝转接座包括第二接头部,经以上连接组件的制造方法和储液器的制造方法,得到的钢基座与铝转接座通过第一螺纹部与第二螺纹部进行螺纹连接,并在钢基座与铝转接座之间待焊接部位放入铝制焊料,进行炉焊焊接,焊接过程中螺纹连接结构能够预先对钢基座与铝转接座进
一种新型压缩机储液器加工工艺.pdf
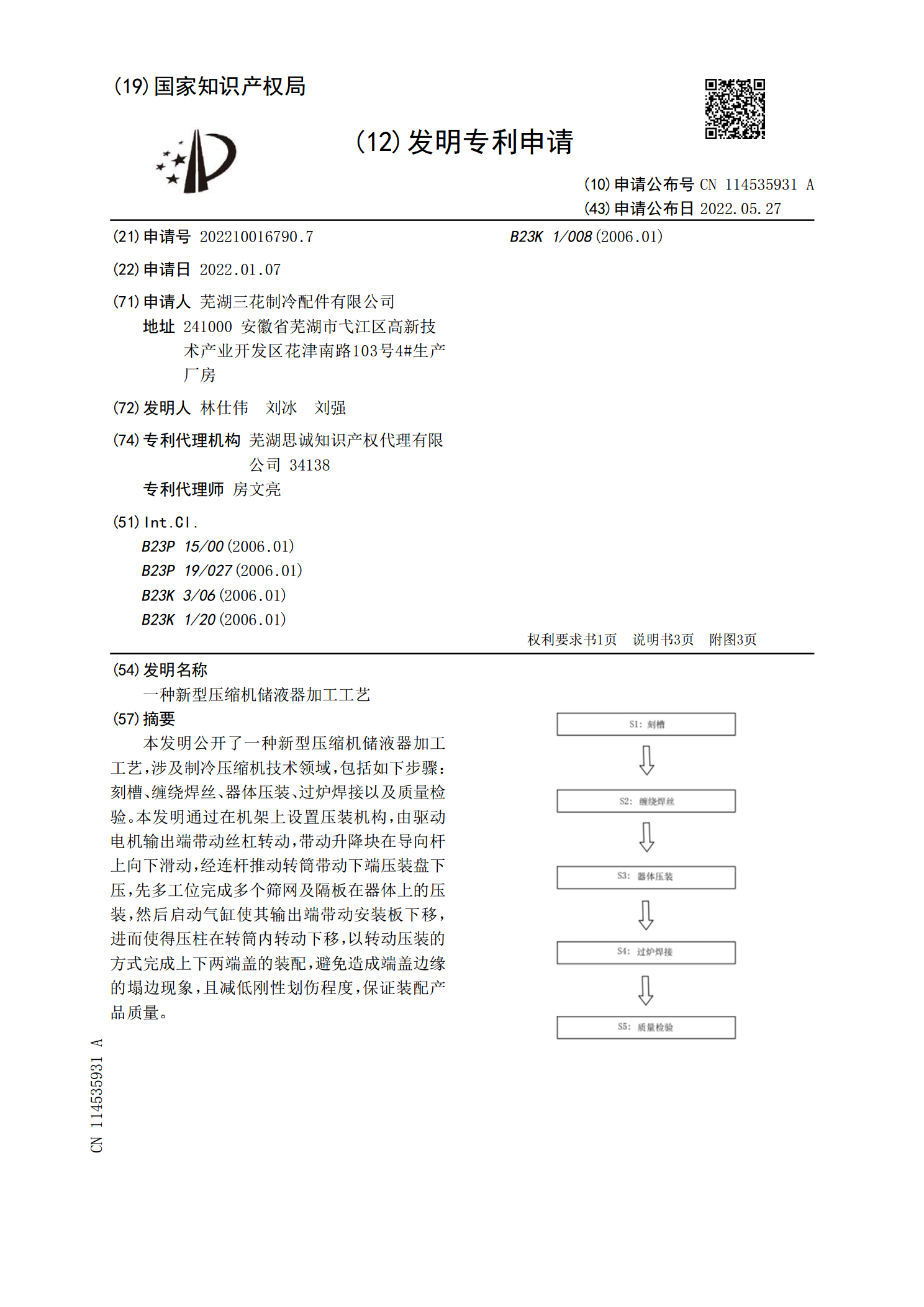
本发明公开了一种新型压缩机储液器加工工艺,涉及制冷压缩机技术领域,包括如下步骤:刻槽、缠绕焊丝、器体压装、过炉焊接以及质量检验。本发明通过在机架上设置压装机构,由驱动电机输出端带动丝杠转动,带动升降块在导向杆上向下滑动,经连杆推动转筒带动下端压装盘下压,先多工位完成多个筛网及隔板在器体上的压装,然后启动气缸使其输出端带动安装板下移,进而使得压柱在转筒内转动下移,以转动压装的方式完成上下两端盖的装配,避免造成端盖边缘的塌边现象,且减低刚性划伤程度,保证装配产品质量。
一种储液器.pdf
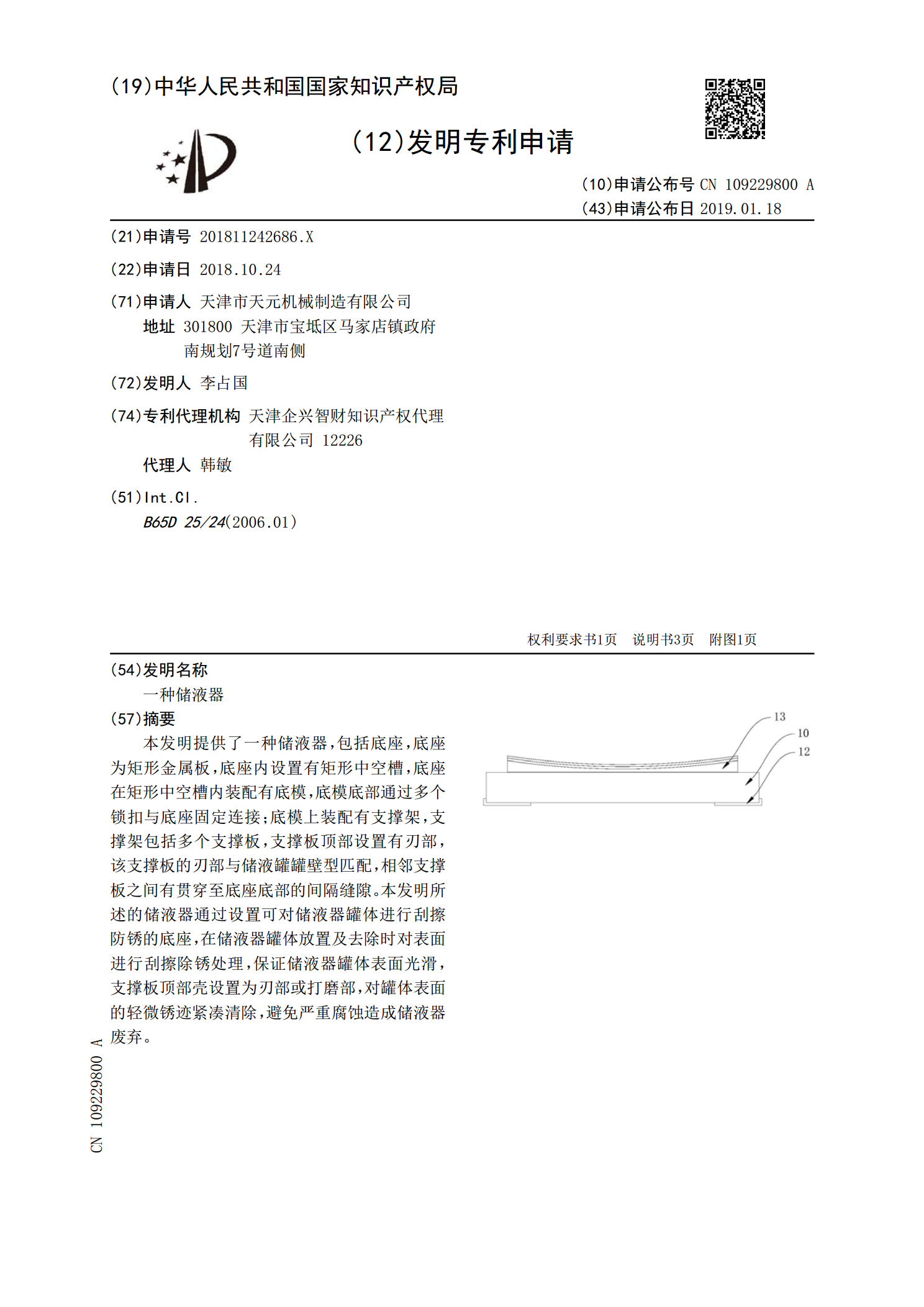
本发明提供了一种储液器,包括底座,底座为矩形金属板,底座内设置有矩形中空槽,底座在矩形中空槽内装配有底模,底模底部通过多个锁扣与底座固定连接;底模上装配有支撑架,支撑架包括多个支撑板,支撑板顶部设置有刃部,该支撑板的刃部与储液罐罐壁型匹配,相邻支撑板之间有贯穿至底座底部的间隔缝隙。本发明所述的储液器通过设置可对储液器罐体进行刮擦防锈的底座,在储液器罐体放置及去除时对表面进行刮擦除锈处理,保证储液器罐体表面光滑,支撑板顶部壳设置为刃部或打磨部,对罐体表面的轻微锈迹紧凑清除,避免严重腐蚀造成储液器废弃。