
多工位中低速磁浮F轨排加工线用自动定位分中机构及方法.pdf

是来****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
多工位中低速磁浮F轨排加工线用自动定位分中机构及方法.pdf
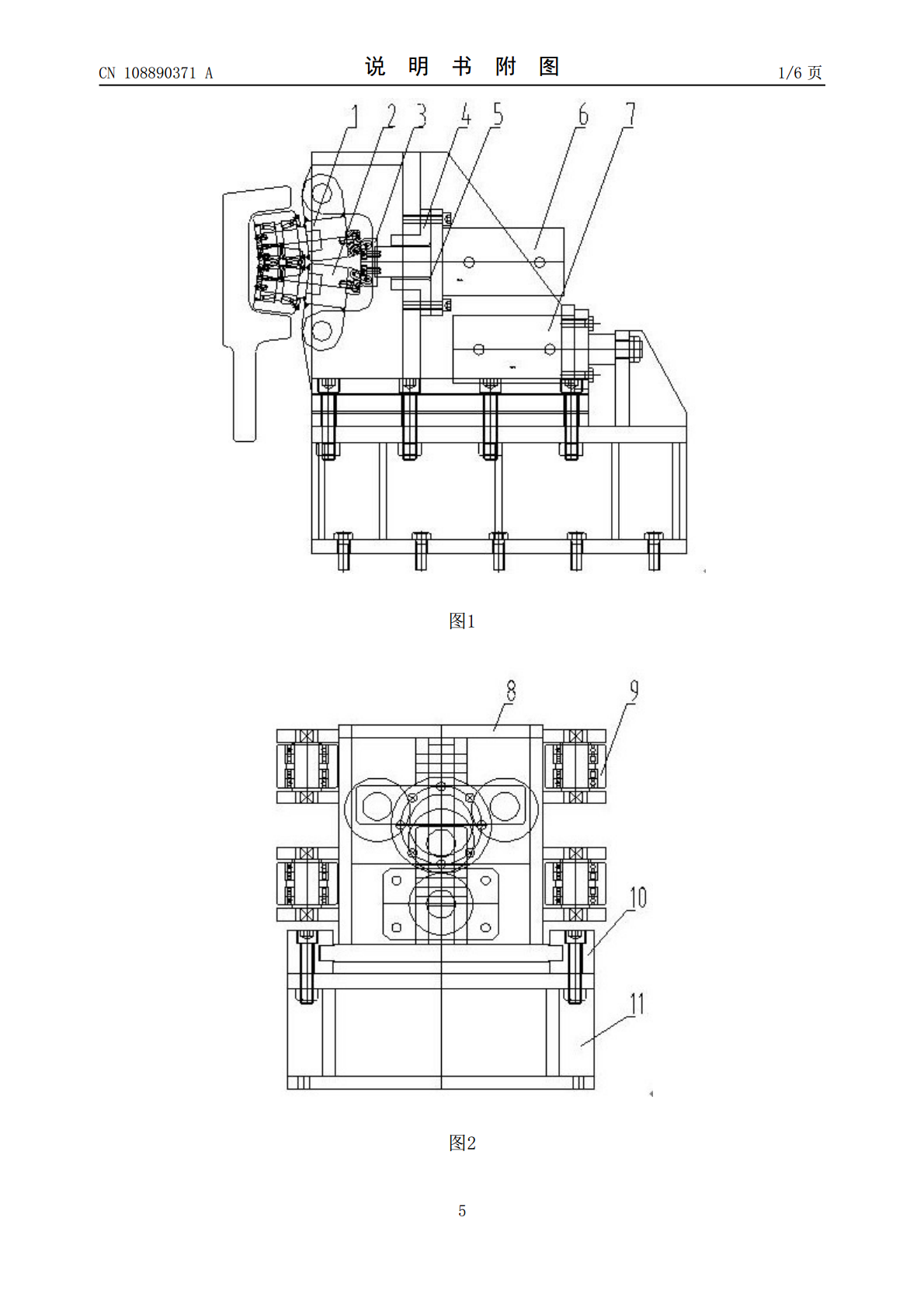
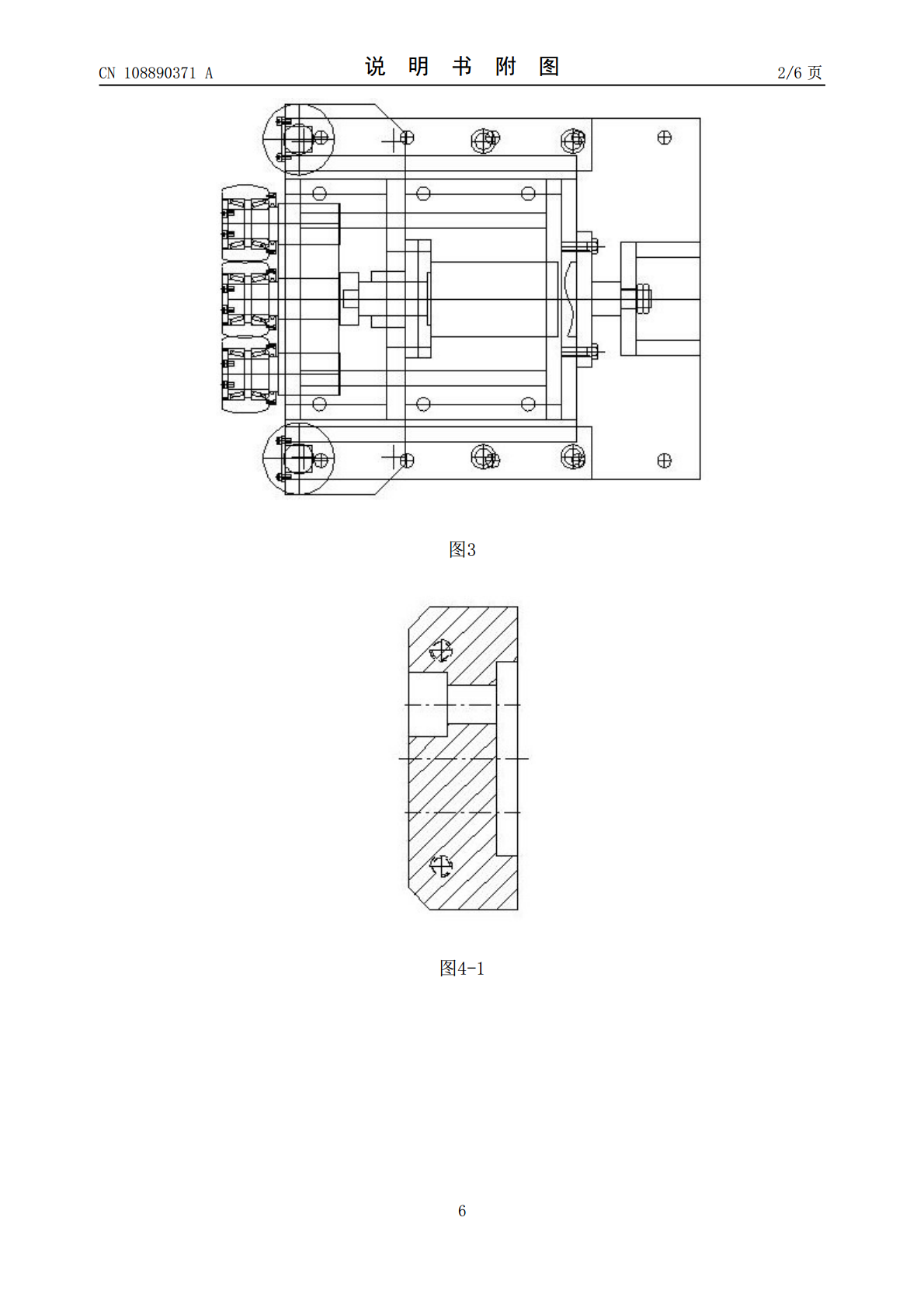
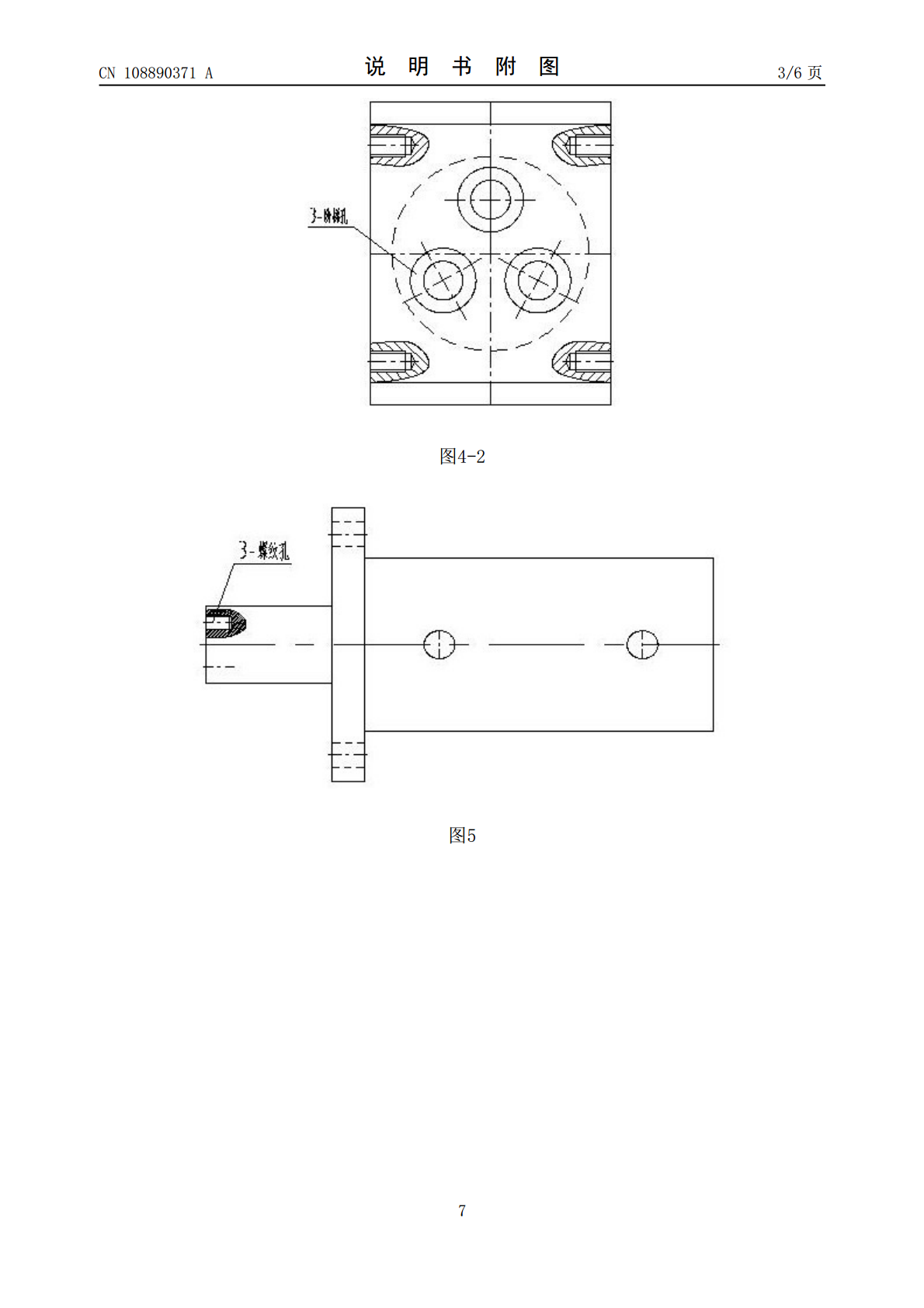
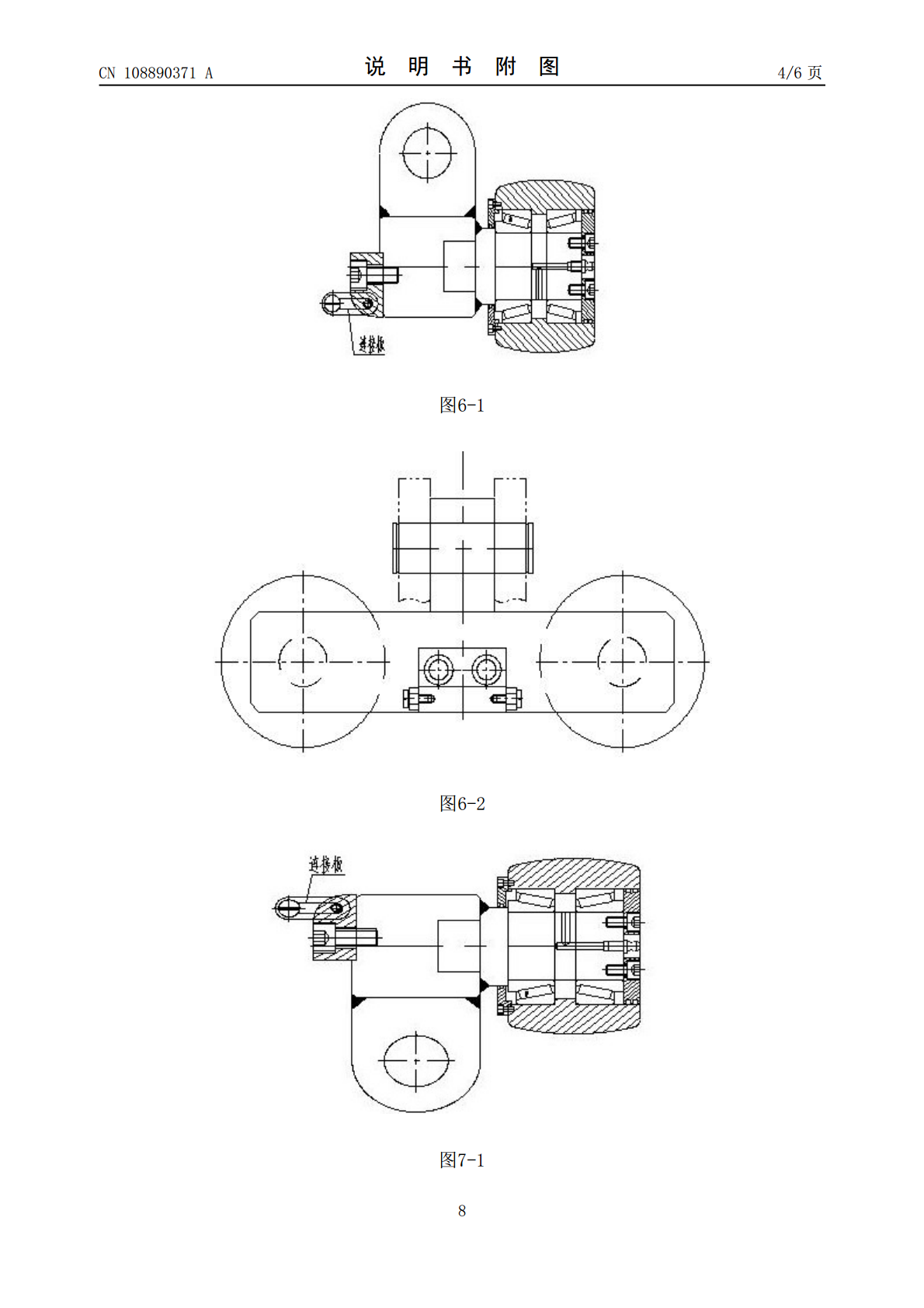
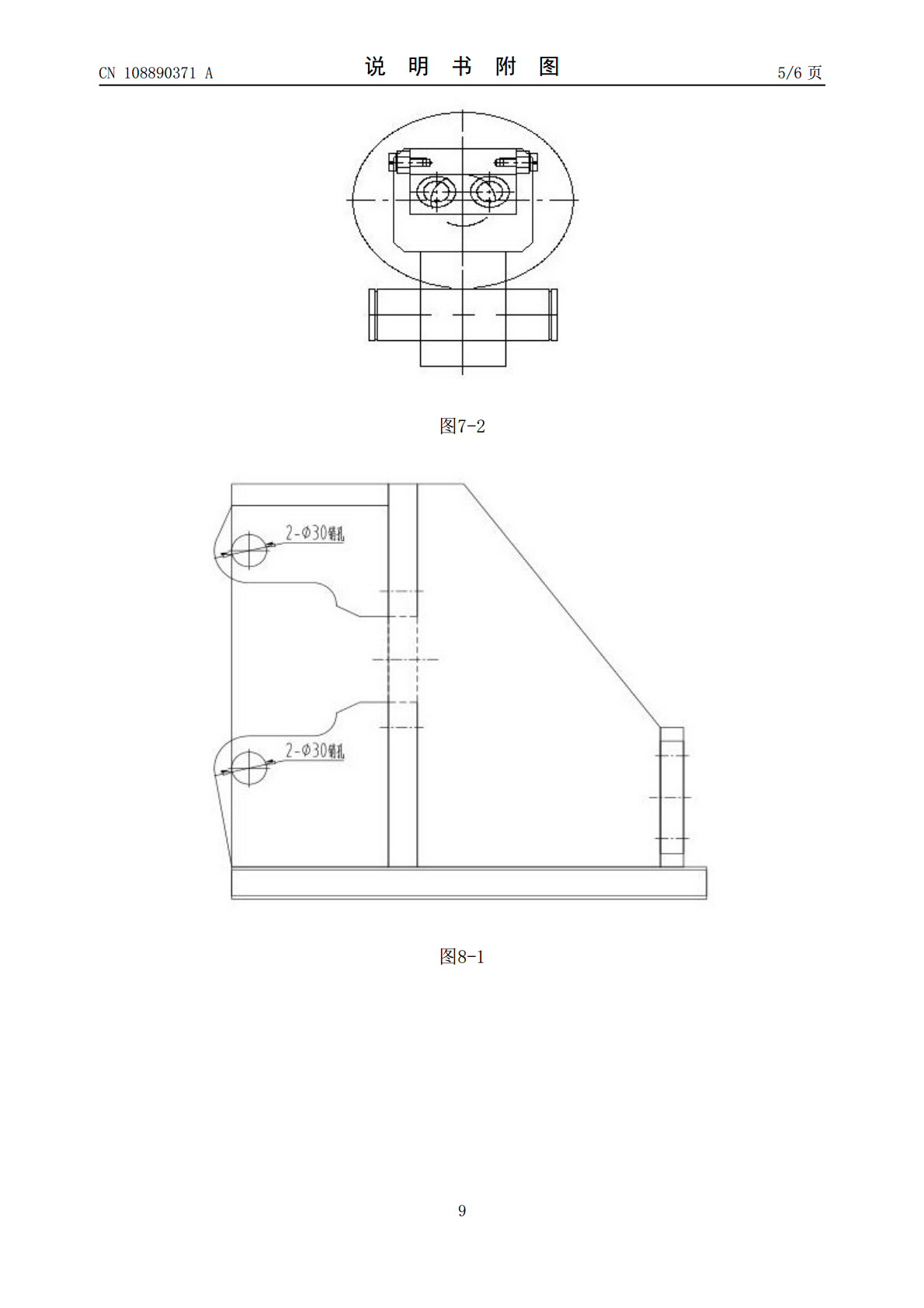
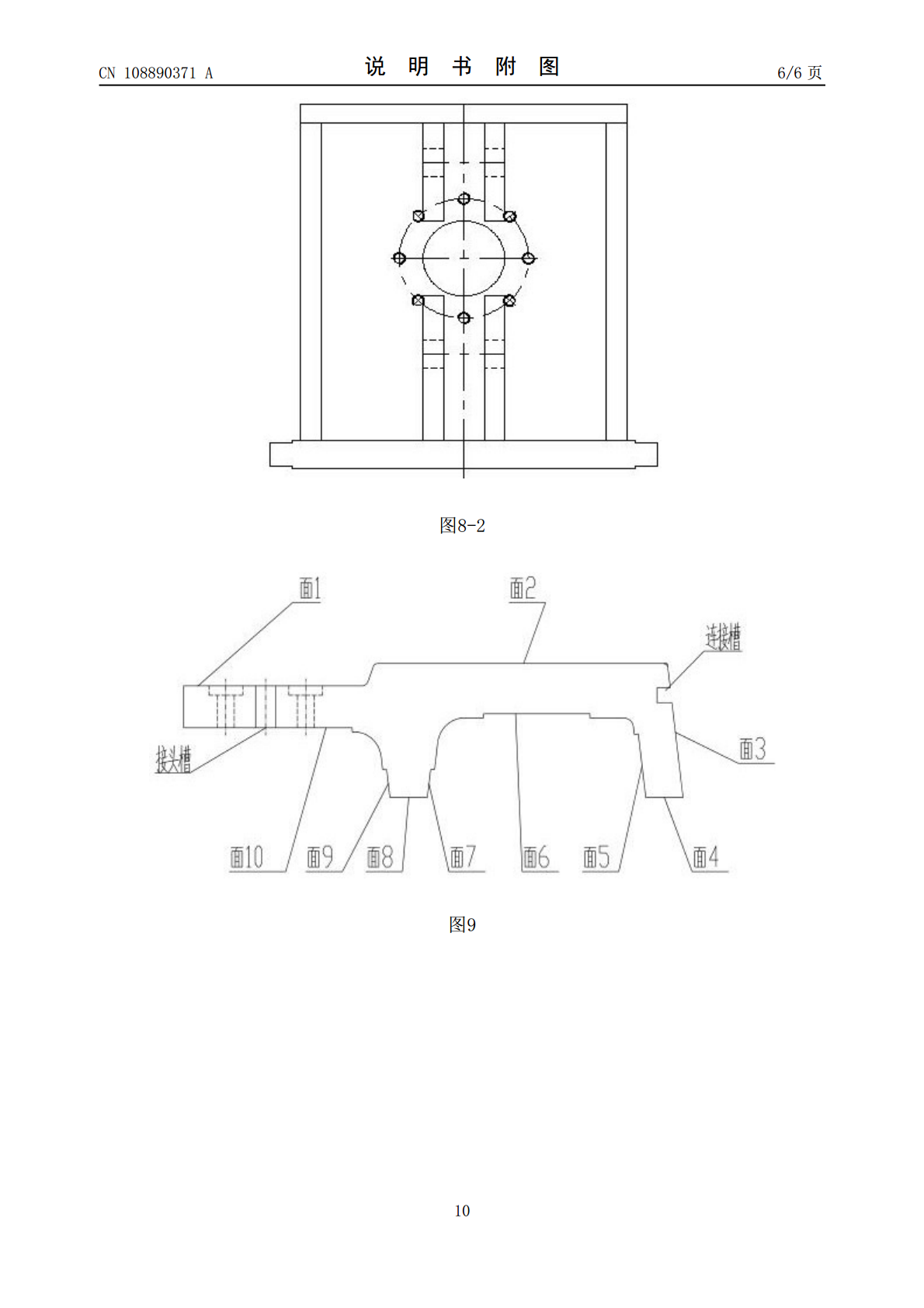
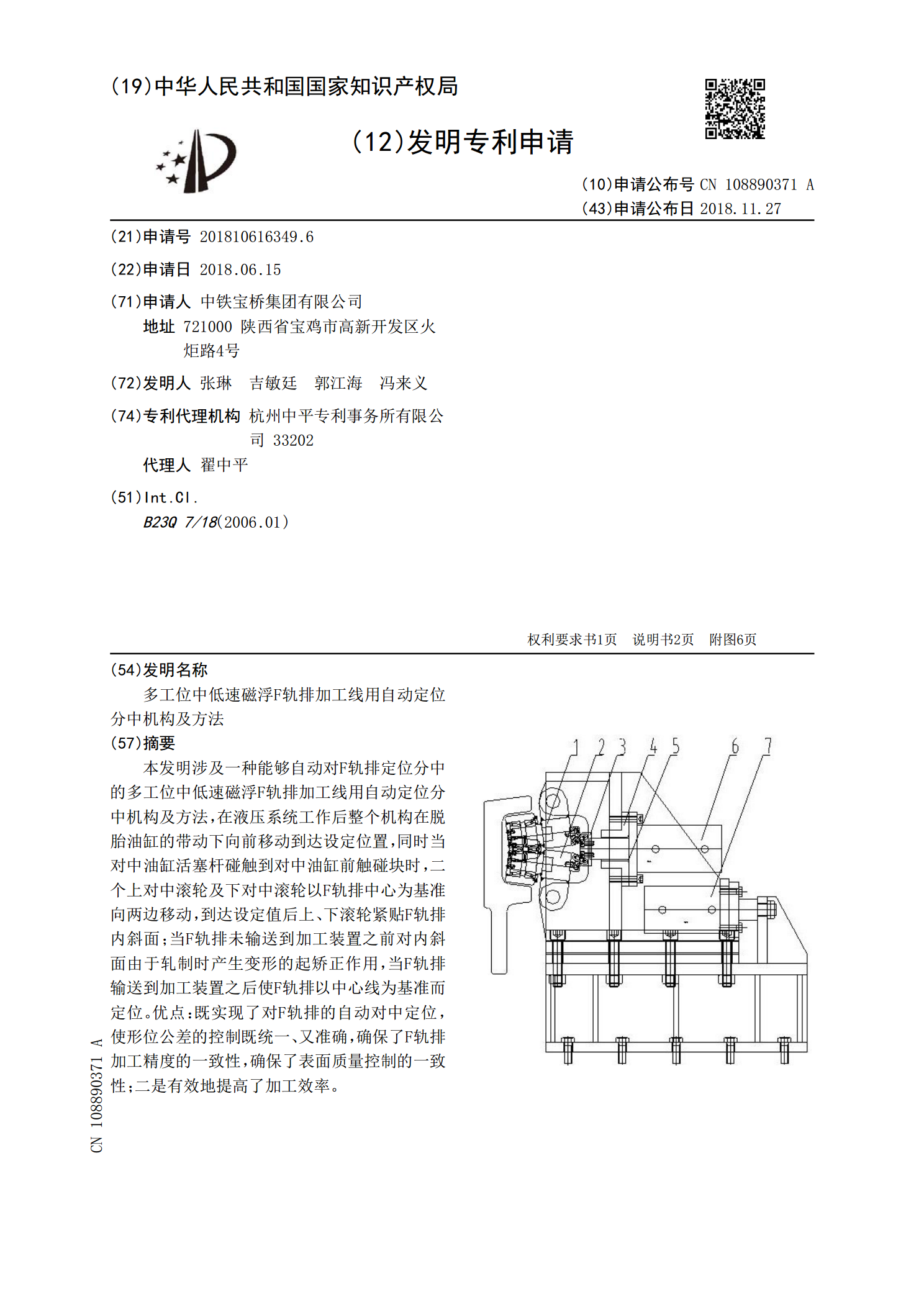
本发明涉及一种能够自动对F轨排定位分中的多工位中低速磁浮F轨排加工线用自动定位分中机构及方法,在液压系统工作后整个机构在脱胎油缸的带动下向前移动到达设定位置,同时当对中油缸活塞杆碰触到对中油缸前触碰块时,二个上对中滚轮及下对中滚轮以F轨排中心为基准向两边移动,到达设定值后上、下滚轮紧贴F轨排内斜面;当F轨排未输送到加工装置之前对内斜面由于轧制时产生变形的起矫正作用,当F轨排输送到加工装置之后使F轨排以中心线为基准而定位。优点:既实现了对F轨排的自动对中定位,使形位公差的控制既统一、又准确,确保了F轨排加工
多工位中低速磁浮F轨排加工用浮动支撑辊道及方法.pdf
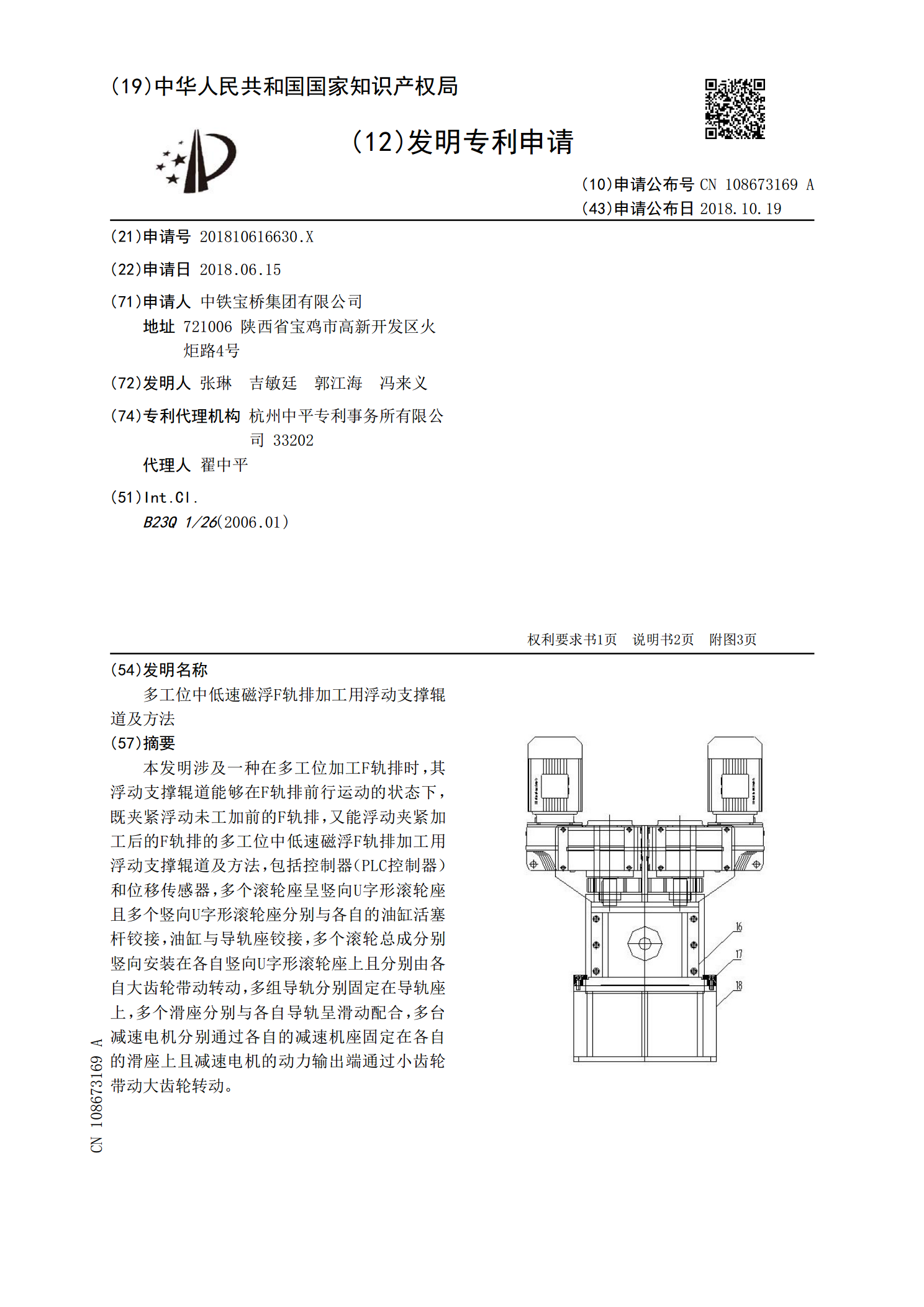
本发明涉及一种在多工位加工F轨排时,其浮动支撑辊道能够在F轨排前行运动的状态下,既夹紧浮动未工加前的F轨排,又能浮动夹紧加工后的F轨排的多工位中低速磁浮F轨排加工用浮动支撑辊道及方法,包括控制器(PLC控制器)和位移传感器,多个滚轮座呈竖向U字形滚轮座且多个竖向U字形滚轮座分别与各自的油缸活塞杆铰接,油缸与导轨座铰接,多个滚轮总成分别竖向安装在各自竖向U字形滚轮座上且分别由各自大齿轮带动转动,多组导轨分别固定在导轨座上,多个滑座分别与各自导轨呈滑动配合,多台减速电机分别通过各自的减速机座固定在各自的滑座上
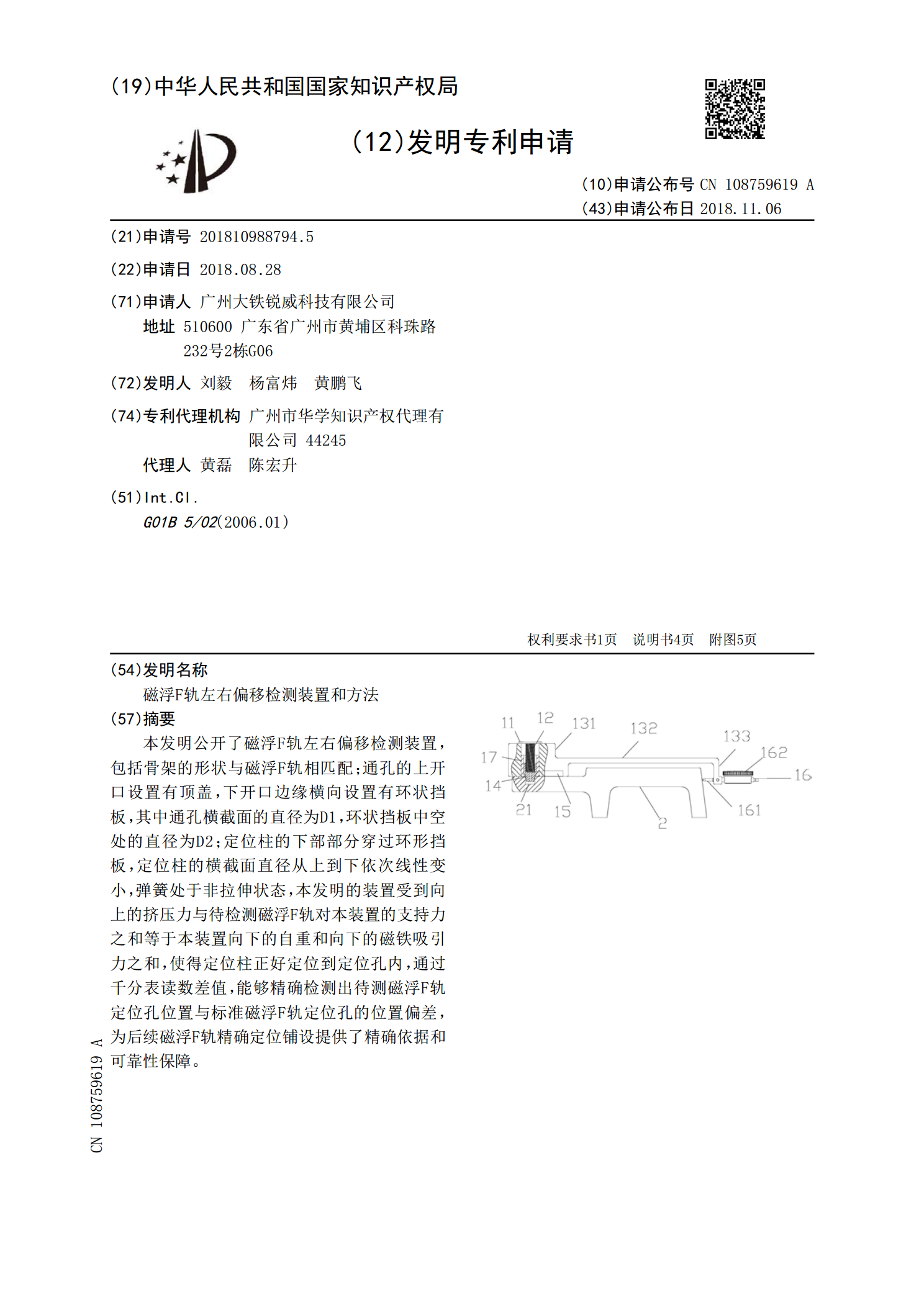
磁浮F轨左右偏移检测装置和方法.pdf
本发明公开了磁浮F轨左右偏移检测装置,包括骨架的形状与磁浮F轨相匹配;通孔的上开口设置有顶盖,下开口边缘横向设置有环状挡板,其中通孔横截面的直径为D1,环状挡板中空处的直径为D2;定位柱的下部部分穿过环形挡板,定位柱的横截面直径从上到下依次线性变小,弹簧处于非拉伸状态,本发明的装置受到向上的挤压力与待检测磁浮F轨对本装置的支持力之和等于本装置向下的自重和向下的磁铁吸引力之和,使得定位柱正好定位到定位孔内,通过千分表读数差值,能够精确检测出待测磁浮F轨定位孔位置与标准磁浮F轨定位孔的位置偏差,为后续磁浮F轨
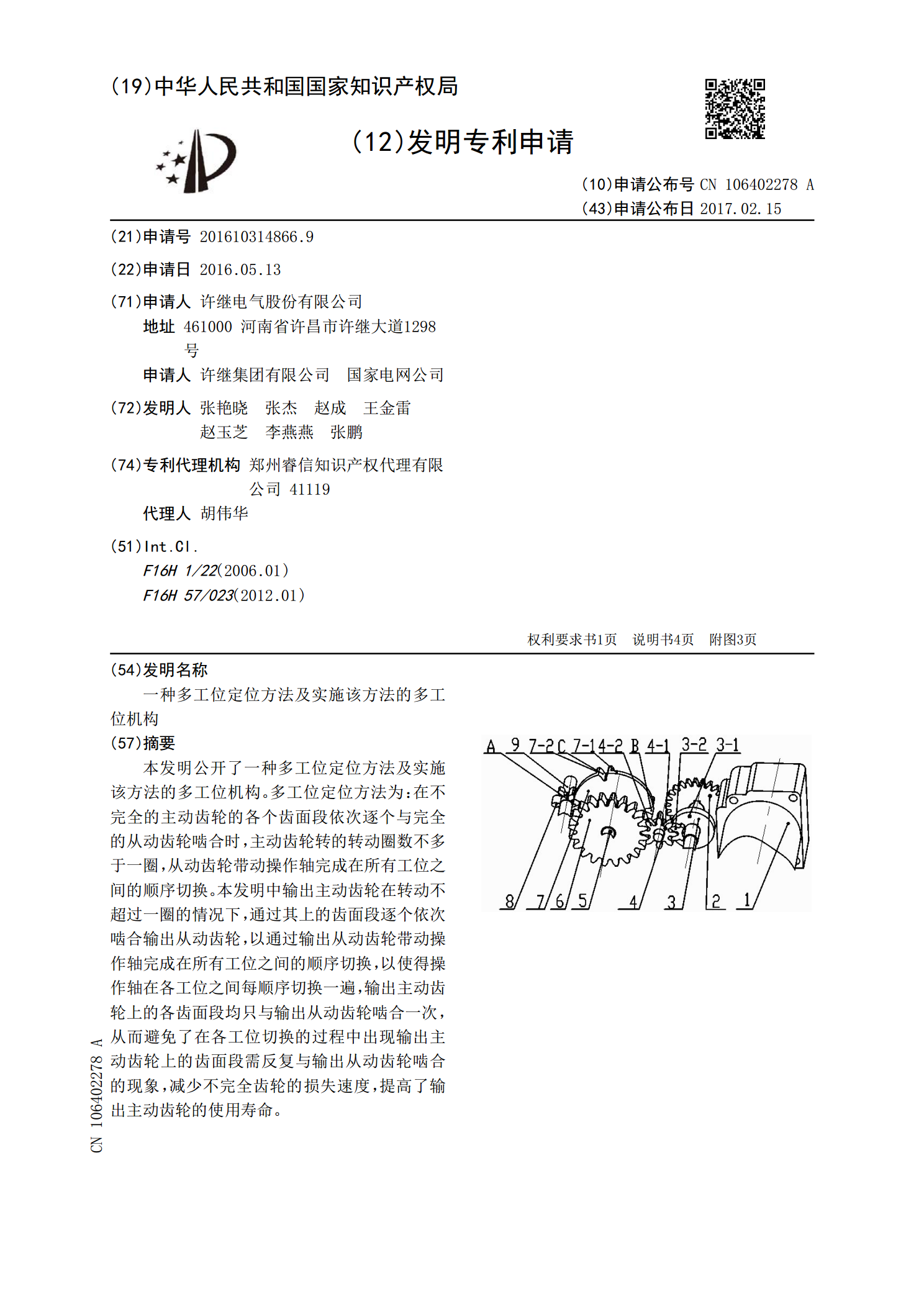
一种多工位定位方法及实施该方法的多工位机构.pdf
本发明公开了一种多工位定位方法及实施该方法的多工位机构。多工位定位方法为:在不完全的主动齿轮的各个齿面段依次逐个与完全的从动齿轮啮合时,主动齿轮转的转动圈数不多于一圈,从动齿轮带动操作轴完成在所有工位之间的顺序切换。本发明中输出主动齿轮在转动不超过一圈的情况下,通过其上的齿面段逐个依次啮合输出从动齿轮,以通过输出从动齿轮带动操作轴完成在所有工位之间的顺序切换,以使得操作轴在各工位之间每顺序切换一遍,输出主动齿轮上的各齿面段均只与输出从动齿轮啮合一次,从而避免了在各工位切换的过程中出现输出主动齿轮上的齿面段
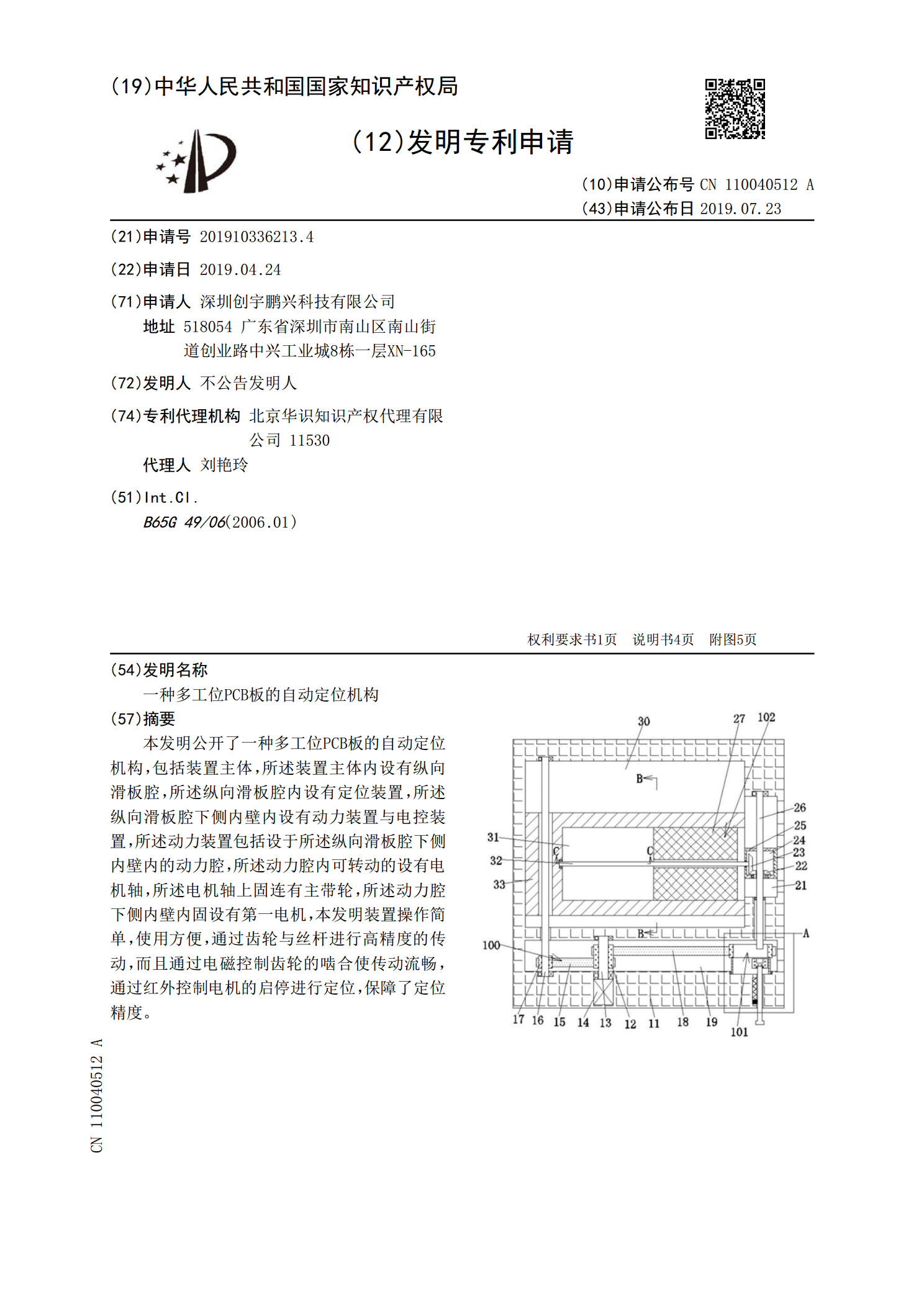
一种多工位PCB板的自动定位机构.pdf
本发明公开了一种多工位PCB板的自动定位机构,包括装置主体,所述装置主体内设有纵向滑板腔,所述纵向滑板腔内设有定位装置,所述纵向滑板腔下侧内壁内设有动力装置与电控装置,所述动力装置包括设于所述纵向滑板腔下侧内壁内的动力腔,所述动力腔内可转动的设有电机轴,所述电机轴上固连有主带轮,所述动力腔下侧内壁内固设有第一电机,本发明装置操作简单,使用方便,通过齿轮与丝杆进行高精度的传动,而且通过电磁控制齿轮的啮合使传动流畅,通过红外控制电机的启停进行定位,保障了定位精度。